ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Основные схемы обработки и элементы рехима резания при шлифовании
В зависимости от формы обрабатываемой поверхности деталей машин, например цилиндрическая наружная или внутренняя, плоская, наиболее часто применяют следующие основные технологические схемы обработки: круглое, внутреннее и плоское шлифование. Из способов круглого шлифования широко распространено шлифование с продольной подачей (рис.1,а) и бесцентровое шлифование напроход (рис.1,б), из внутреннего - шлифование с закреплением заготовки в патроне (рис. I, в),из плоского - шлифование периферией (рис.1, г) и торцом (рис.1, д) круга. Для каждой схемы обработки используются соответственно кругло-, бесцентрово-, внутри - и плоскошлифовальные станки. Шлифование поверхностей определенного вида (например, резьбы) и заточку некоторых инструментов (например, свёрл) выполняют на специализированных или заточных станках.
Различают следующие элементы режима резания: скорость резания, подачу и глубину резания (в совокупности эти величины называют режимом резания).
При всех схемах шлифования главным движением резания является вращение шлифовального круга. Движение подачи осуществляется заготовкой и шлифовальным кругом.
Скорость резания Vк (в м/с) для всех схем обработки принимается равной окружной скорости периферии шлифовального круга:
Vк= 3,14Dк nk / 1000 x 60 (1)
где Dк - диаметр шлифовального круга, мм;
nk - частота вращения шлифовального круга, об/мин.
При круглом шлифовании с продольной подачей (см. рис.1,а) заготовка получает круговую Sкр и продольную Sпр, а шлифовальный круг - подачу на глубину резания Sn.
Круговая подача Sкр (в м/мин) равна окружной скорости обрабатываемой поверхности заготовки:
Sкр = 3,14 dз nз / 1000 (2)
где dз -диаметр шлифуемой поверхности, мм;
nз - частота вращения заготовки, об/мин.
Продольная подача Sпр (в мм/об. заг или мм/мин) соответствует осевому перемещению заготовки за один ее оборот или за одну минуту.
Подача на глубину резания Sn (в мм/ход или мм/дв. ход) осуществляется при крайних положениях заготовки перпендикулярно оси круга и равна величине перемещения круга за каждый одинарный или двойной ход заготовки.

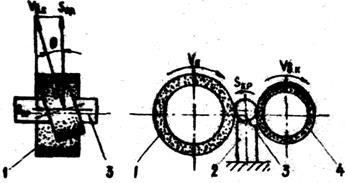



Рис. 1. Схемы шлифования:
а) круглое с продольной подачей; б) бесцентровое шлифование напроход; в) внутреннее с закреплением заготовки в патроне; г) плоское периферией круга и д) плоское торцом круга.
При бесцентровом шлифовании напроход (см.рис.1,б) гладкая без выступов заготовка 3 устанавливается в незакрепленном виде на опорном ноже 2 между шлифующим 1 и ведущим 4 кругами, которые вращаются в одном направлении. Шлифующий круг имеет окружную скорость Vк = 30-50 м/с. Скорость ведущего круга Vвк во много раз меньше. За счет трения заготовка увлекается во вращение со скоростью, близкой к окружной скорости ведущего круга и равной круговой подаче Sкр (в м/мин). Для сообщения заготовке продольной подачи Sпр (в мм/об. заг. или мм/мин) ведущий круг поворачивают на небольшой угол по отношению к шлифующему кругу.
При внутреннем шлифовании с закреплением заготовки в патроне (см. рис. I, в) заготовка получает круговую Sкр, а шлифовальный круг - продольную Sпр и подачу на глубину резания Sn.
Круговая подача Sкр (в м/мин) равна окружной скорости обрабатываемой поверхности. Её величина определяется по формуле (2).
Продольная подача Sпр (в мм/об.заг. или мм/мин) соответствует перемещение шлифовального круга в направлении его оси вращения за один оборот заготовки или за одну минуту.
Подача на глубину резания Sn (в мм/ход) осуществляется при крайнем положении круга, когда он выведен из заготовки и определяется как величина перемещения круга за каждый двойной ход в направлении, перпендикулярном его оси вращения.
При плоском шлифовании периферией круга (см.рис.1,г) заготовке сообщается продольная Sпр, а шлифовальному кругу - поперечная Sn и подача на глубину резания Sв.
Продольная подача Sпр (в м/мин) равна скорости возвратно-поступательного движения стола станка (заготовки).
Поперечная подача Sn (в мм/ход или мм/дв. ход) происходит при крайних положениях заготовки и равна величине перемещения круга в направлении оси вращения за каждый одинарный или двойной ход заготовки.
Подача на глубину резания Sв (в мм) осуществляется перпендикулярно обработанной поверхности и сообщается кругу после обработки всей плоскости в конце поперечного хода.
Глубина резания t (в мм) при всех схемах обработки равна толщине слоя металла, срезаемого шлифовальным кругом за один проход.
При плоском шлифовании торцом круга (см. рис.1, д.), если его диаметр больше ширины обрабатываемой поверхности, то кругу поперечную подачу не сообщают. Шлифование торцом круга более производительно, чем периферией, но менее точно.
Кругло-, бесцентрово-, внутри- и плоскошлифовальные станки обеспечивают все движения резания, указанные на схемах рис.1, и позволяют выполнять обработку на необходимом режиме резания.
Не нашли, что искали? Воспользуйтесь поиском: