ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Обработка деталей на фрезерных станках.
 Фрезерование является одним из высокопроизводительных методов механической обработки деталей. Фрезерованием обрабатывают плоские горизонтальные, вертикальные, наклонные и фасонные поверхности, уступы и пазы различного профиля.
Фрезерование является одним из высокопроизводительных методов механической обработки деталей. Фрезерованием обрабатывают плоские горизонтальные, вертикальные, наклонные и фасонные поверхности, уступы и пазы различного профиля.
Инструментом для обработки является фреза имеющая несколько режущих кромок (зубьев). Количество и форма режущих зубьев зависит от типа фрезы. Главным является вращательное движение инструмента (фрезы) и поступательное движение подачи. В зависимости от назначения и вида
Рис.6.7
обрабатываемых поверхностей различают следующие типы фрез: цилиндрические Рис. 6.7 (а), торцевые рис.6.7 (б), дисковые Рис. 6.7 (в), концевые Рис. 6. 7 (г), угловые рис. 6.7 (д), шпоночные Рис. 6.7 (е), фасонные Рис. 6.7 (ж).
Перечисленные виды фрез устанавливают и закрепляют на фрезерных станках. В зависимости от типа станка, вида обрабатываемой поверхности применяют определённые типы фрез. В большинстве случаев обработка производится на горизонтально- фрезерных и вертикально-фрезерных станках.
На Рис. 6.8.приведён общий вид горизонтально-фрезерного станка состоящего из станины 1 с коробкой скоростей 2. По направляющим станины в вертикальном направлении перемещается консоль 7 с коробкой подачи 8. Салазки 6 перемещаются в поперечном направлении по направляющей консоли Sn, а стол 4 с закреплённой на ней деталью перемещается в продольном направлении Sпр, по направляющим салазок. В верхней части станины размещён хобот 3 с подвижной подвеской 5, для крепления оправки с цилиндрической фрезой 9, а на станине шпиндель 10 для крепления фрезы или оправки.


Рис.6.8 Рис.6.9
На Рис.6.9 представлен общий вид вертикально-фрезерного станка. В станине 1 размещена коробка скоростей 2. В верхней части станины смонтирована поворотная головка 3, ось вращения которой перпендикулярна оси вращения шпинделя 4. В шпинделе поворотной головки крепят фрезы. Головка 3 поворачивается относительно рабочего стола 5 в вертикальной плоскости на требуемый при обработке угол. Главным движением является вращение фрезы. Стол с закреплённой заготовкой перемещается по направляющим салазок 6 в продольном направлении Sпр. Салазки в свою очередь, перемещаются по направляющим консоли 7 в поперечном направлении Sп. Консоль по направляющим станины перемещается в вертикальном направлении. На Рис. 6.10 приведены схемы фрезерования поверхностей на горизонтально- и вертикально-фрезерных станках.
Горизонтальные плоскости можно обрабатывать как на горизонтально-фрезерных станках Рис.6.10 (а), цилиндрическими фрезами, так и на вертикально-фрезерных станках рис 6.10 (б) торцевыми фрезами.

Рис.6.10
Вертикальные плоскости обрабатывают на горизонтально-фрезерных станках торцевыми фрезами Рис.6. 10 (в), на горизонтально-фрезерных станках концевыми фрезами Рис.6.10 (г).
Наклонные плоскости обрабатывают на вертикально фрезерных станках торцевыми фрезами рис.6.10 (д) и концевыми фрезами рис. 6.10 (е). Угол наклона плоскости обеспечивается поворотом фрезерной головки.
При обработке на горизонтально-фрезерном станке фрезерование производят одно угловой фрезой Рис. 6.10 (ж).
Комбинированные поверхности фрезеруют на горизонтально-фрезерных станках набором фрез Ри. 6. 10 (з) установленных на оправке, закреплённой в шпинделе и подвижной опоре.
Уступы и прямоугольные пазы обрабатывают как на горизонтально-фрезерных,так и на вертикально-фрезерных станках дисковыми ри.6.10 (и) и концевыми фрезами соответственно Рис. 6.10 (к).
фасонные пазы фрезеруют фасонными дисковыми фрезами Рис. 6.10 (л), угловые пазы одно угловой и двух угловой фрезами рис.6.10 (м) на горизонтально-фрезерных станках.
Паз типа «ласточкин хвост» фрезеруют на вертикально-фрезерном станке в два этапа. На первом этапе фрезеруется прямо угольный паз концевой фрезой, на втором этапе обрабатывают скосы концевой одно угловой фрезой Рис.6.10.(н).
Т образные пазы фрезеруют аналогичным образом, что и «ласточкин хвост», только на втором этапе используют дисковую фрезу для Т-образных пазов Рис.6.10 (о). Закрытые шпоночные пазы обрабатывают концевыми фрезами Рис. 6.10 (п), а открытые концевыми или шпоночными фрезами Рис.6.10 (р) на вертикально-фрезерных станках. При применении шпоночной фрезы точность изготовления пазов повышается.
Пазы под сегментные шпонки обрабатывают дисковыми фрезами Рис.6.10 (с) на горизонтально-фрезерных станках.
Фасонные поверхности не замкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках Рис.6.10 (м) фасонными фрезами. Объёмные фасонные поверхности обрабатывают на копировально-фрезерных станках или станках с числовым программным управлением (ЧПУ) концевыми фрезами Рис.6.11.
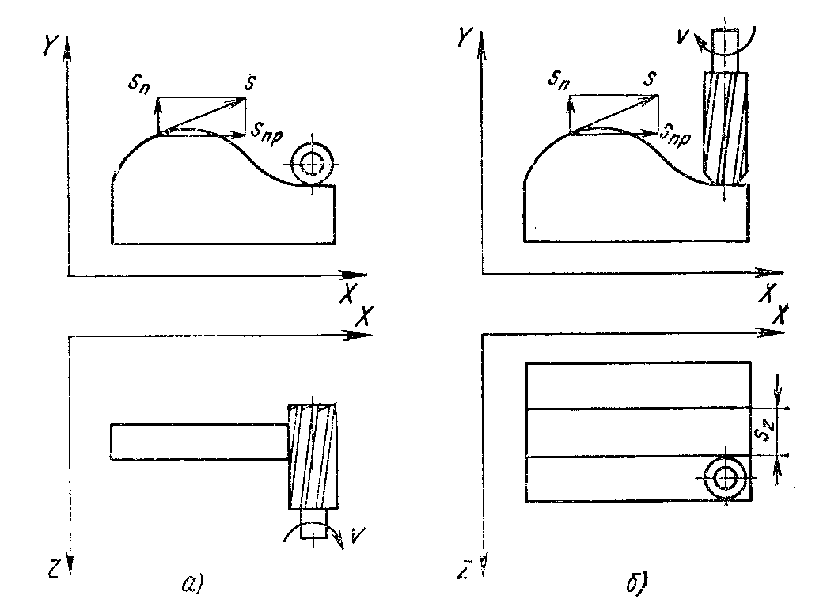 Фрезерование производят полосками ширина которых равна диаметру фрезы и параллельными друг другу. Направление полосок может быть как продольным, так и поперечным. После фрезерования каждой строчки производят перемещение стола или фрезерной головки, в зависимости от выбора главной подачи. Главной подачей может быть перемещение фрезерной головки
Фрезерование производят полосками ширина которых равна диаметру фрезы и параллельными друг другу. Направление полосок может быть как продольным, так и поперечным. После фрезерования каждой строчки производят перемещение стола или фрезерной головки, в зависимости от выбора главной подачи. Главной подачей может быть перемещение фрезерной головки
(в вертикальной плоскости), или стола (в горизонтальной плоскости).
Рис.6.11
Не нашли, что искали? Воспользуйтесь поиском: