ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Последовательность выполнения работы. Анализ исходных данных. При анализе уясняют наименование детали, массу, материал и его технические и технологические свойства
Анализ исходных данных. При анализе уясняют наименование детали, массу, материал и его технические и технологические свойства, форму, размеры, точности и параметры шероховатости рассматриваемой поверхности.
Сведения об исходной заготовке – ее виде, способе получения.
Последовательность обработки заданной поверхности с указанием квалитета и параметра шероховатости, достигаемых после каждого этапа обработки.
Эти данные заносят в виде таблицы 4.1
Таблица 4.1 – Данные для расчета величины припуска расчетно-аналитическим методом
| Поверхность, вид обработки | Элементы припуска | Расчетный припуск | Расчетный размер | Допуск | Пред. Размер | Пред. Значение припуска | |||||
| Rzi-1 | hi-1 | 
| Ei-1 | max | min | max | min | ||||
| мкм | мкм | мкм | мкм | мкм | мм | мкм | мм | мм | Мкм | мкм | |
Контрольный пример
Деталь – Фланец.
Заготовка – штамповка
Масса заготовки – 1,5кг.
Материал – сталь 45 ГОСТ 1050-88
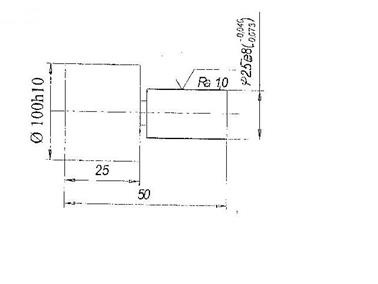
Рисунок 4.1 – Деталь «Фланец»
Таблица 4.1 – Данные для расчета величины припуска расчетно-аналитическим методом
| Расчетная поверхность, вид обработки | Элементы припуска | Расчетный припуск | Расчетный размер | Допуск | Пред. Размер | Пред. Значение припуска | |||||
| Rzi-1 | hi-1 |
| Ei-1 | max | min | max | min | ||||
| мкм | мкм | мкм | мкм | мкм | мм | мкм | мм | мм | мкм | мкм | |
| Поверхность Ø25е8 | |||||||||||
| Заготовка | 27,666 | 29,47 | 27,67 | ||||||||
| Черновое точение | 25,381 | 25,59 | 25,38 | ||||||||
| Чистовое точение | 38,4 | 25,087 | 25,22 | 25,09 | |||||||
| Шлифование | - | 24,927 | 24,96 | 24,927 |
Расчет промежуточных припусков и допусков ступенчатой заготовки, полученной методом горячей объемной штамповки на молотах, прессах и горизонтально-ковочных машинах ведут по ступени, к которой предъявляют высокие требования по точности, качеству поверхности, отклонению расположения.
Маршрут обработки поверхности Ø25е8:
- точение черновое,
- точение чистовое,
- шлифование
1 Расчет припусков на черновое точение.
 При обработке цилиндрических заготовок минимальную величину припуска определяют на диаметр по формуле:
При обработке цилиндрических заготовок минимальную величину припуска определяют на диаметр по формуле:
1.1Элементы припуска Rzi-1 и hi-1 для поковок, изготовляемых штамповкой
определяют по массе заготовки.
Rzi-1=Rz=160мкм hi-1=200мкм [1, табл.12 с.186]
(если заготовка получена литьем см.табл.6-10 с.182-185) данные заносят в графу 2,3
 |
1.2 Суммарное отклонение расположения поверхностей, возникшее на предыдущей операции при обработке заготовки в патроне для наружной поверхности определяют по формуле[1, форм.31,с.187]:
где  - изогнутость оси (кривизна стержня)
- изогнутость оси (кривизна стержня)
 - смещение оси фланца относительно оси стержня
- смещение оси фланца относительно оси стержня
 При консольном креплении кривизна стержня:
При консольном креплении кривизна стержня:
,
где  - величина предельного отклонения относительно оси детали, приходящаяся на 1мм длины стержня,
- величина предельного отклонения относительно оси детали, приходящаяся на 1мм длины стержня,
L – расстояние от сечения, для которого определяют величину отклонения до места крепления заготовки, мм.
При консольной обработке заготовки L<Lз, при обработке в центрах L<0.5Lзаг,
где Lзаг – общая длина заготовки, мм: Δк = 8мкм/мм [1,т.19,с.187]

Смещение оси фланца относительно оси стержня:
=0.5мм=500мкм [1, т.20, с.187]
 |
Суммарное отклонение:
Данные заносят в графу 4.
 1.3 Погрешности установки при черновом точении:
1.3 Погрешности установки при черновом точении:
где Еб – погрешность базирования;
Езак – погрешность закрепления;
Епр – погрешность приспособления.
Епр в расчетах можно не учитывать в виду ее малой величины. Еб зависит от схемы базирования (Станочные приспособления: Справочник. В 2-х т.-Т1/ Под редакцией Б.Н. Вардашкина, А.А. Шатилова. М: Машиностроение, 1984)
 |
Заготовка устанавливается в патроне и имеет место погрешность центрирования:
Где Tdi-1- допуск на диаметральный размер базы заготовки, мм
 |
При Tdi-1>1, величину погрешности центрирования рассчитывают по формуле:
Базой заготовки служит фланец 100мм.
Величина допуска на диаметральный размер заготовки для поковки нормальной точности, масса заготовки 1.5кг, группа стали М1 (углеродистая сталь с содержанием углерода до 0.45% и до 2% легирующих элементов), степень сложности С1. 
 |
1.4 Минимальный расчетный припуск на черновое точение:

2 Расчет припуска на чистовое точение.
2.1Элементы припуска Rzi-1 и hi-1 штампованных поковок после механической обработки (черновое точение h12)
Rzi-1=50мкм hi-1=50мкм [1, табл.25, с.188]
 |
2.2 Суммарное отклонение расположения заготовки после чернового точения:
где Ку – коэффициент уточнения,
 - кривизна заготовки
- кривизна заготовки
 |
Ку=0.06 [1,табл.29, с.190]
2.3 Остаточная погрешность установки при чистовом точении:
Е2=Ку*Е1+Еб2
Так как черновое точение и чистовое производятся в одной установке, то Еб2=0
Е2=0.06*450=27мкм
2.4 Минимальный припуск на чистовое точение:
 |
3 Расчет припуска на шлифование
3.1 Элементы припуска Rzi-1 и hi-1 после чистового точения
Rzi-1=25мкм hi-1=25мкм [1, табл.25, с.188]
Примечание: если деталь подвергается термообработке, то поверхностный слой должен быть сохранен. В этом случае значение hi-1=25мкм в графу 3 не заносят.
3.2
 |
Суммарное отклонение расположения поверхности определяется как остаточное отклонение расположения заготовки после чистового точения.
 Ку=0.04 [1,табл.29, с.190]
Ку=0.04 [1,табл.29, с.190]
 |
3.3Погрешность установки при шлифовании:
Еу=30мкм [1,табл.12,с.41]
 |
3.4 Минимальный припуск на шлифование:
4 Расчетный минимальный размер по переходам:
- шлифование dр3=24,927мм
- чистовое точение dр2=24,927+0,160=25,087мм
- черновое точение dр1=25,087+0,294=25,381мм
- заготовка dрзаг=25,381+2,285=27,666мм
5 Принятый (округленный) минимальный размер:
- шлифование dр3=24,927мм
- чистовое точение dр2=25,09мм
- черновое точение dр1=25,38мм
- заготовка dрзаг=27,67мм
6 Принятый максимальный размер по переходам:
- шлифование dр3=24,927+0,033=24,96мм
- чистовое точение dр2=25,09+0,13=25,22мм
- черновое точение dр1=25,38+0,21=25,59мм
- заготовка dрзаг=27,67+1,8=29,47мм
7 Предельный минимальный припуск по переходам:
- шлифование 25,09-24,927=0,163мм
- чистовое точение 25,38-25,09=0,29мм
- черновое точение 27,67-25,38= 2,29мм
2,743мм
8 Предельный максимальный припуск по переходам:
- шлифование 25,22-24,96=0,26мм
- чистовое точение 25,59-25,22=0,37мм
- черновое точение 29,47-25,59= 3,88мм
4,51мм
9 Проверка:
1800-33=1767мкм
4.51-2.743=1.767мм=1767мкм
-ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 5
Тема занятия: Разработка маршрута обработки заданной детали
Цель работы
Научиться составлять маршрут обработки типовых деталей машин. Ознакомиться с кодированием операций и технологического оборудования. Составить маршрут обработки на заданную деталь.
Содержание работы
Составить технологическую схему изготовления заданной детали. Написать наименование и коды на выбранные операции и технологическое оборудование исходя из ГОСТ 3.1702-79 и ГОСТ 17420-72.
Не нашли, что искали? Воспользуйтесь поиском: