ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Стоматологические боры, применяемые для препарирования кариозных полостей
Для препарирования твердых тканей зубов, обработки пломб и т.д. используют режущие (боры) и абразивные инструменты.
В зависимости от формы и размеров стержня (хвостовика) они бывают предназначены для углового, прямого или турбинного наконечника (табл. 9).
Форма рабочей части бора может быть различной. Наиболее часто применяются шаровидные, цилиндрические (фиссурные), конусовидные, обратноконусовидные, грушевидные, колесовидные боры (рис. 38).
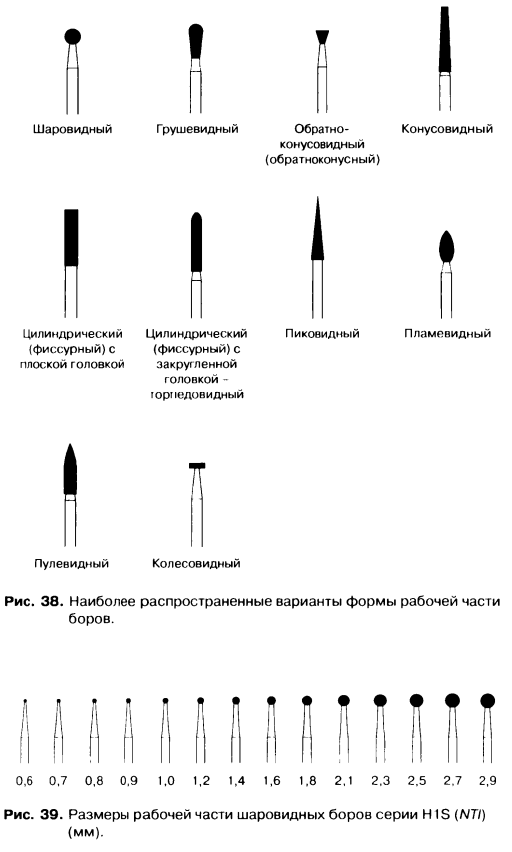
Боры имеют различный размер рабочей части. Обычно диаметр головок боров, применяемых в терапевтической стоматологии, колеблется от 1 до 3 мм (рис. 39), однако выпускаются боры как больших, так и меньших размеров. 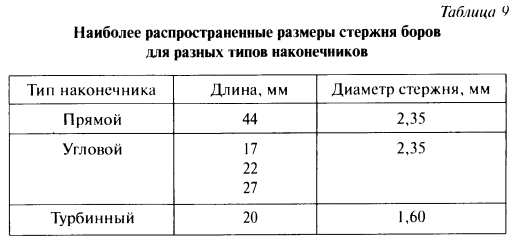
В зависимости от того, из какого материала изготовлена рабочая часть бора, они бывают стальные (в том числе — упроченные), твердосплавные с алмазным покрытием рабочей части. Некоторые боры, предназначенные для выборочного удаления более мягких тканей и материалов, делаются с рабочей частью из специального пластика. Например, бор «OptiClean» (Kerr), предназначен для удаления с поверхности культи зуба загрязнений и временных фиксирующих материалов. Рабочая поверхность стальных и твердосплавных боров обеспечивает удаление твердых тканей за счет их послойного срезания (режущая рабочая поверхность). Она состоит и направленных соответственно оси вращения бора граней — ножей. Грани имеют определенную заточку режущих поверхностей относительно оси вращения бора. Эффективную работу по удалению твердых тканей зуба выполняет лезвие ножа. Рабочие свойства бора определяются твердостью металла рабочей части, количеством и высотой режущих граней, углом наклона лезвий относительно оси бора, остротой лезвий, шагом (расстоянием) между ножами.
Стандартные стальные боры (рис. 40, а) имеют 6—8 режущих лезвий на рабочей части. Они могут эффективно иссекать только дентин и только при небольших скоростях вращения. При высоких скоростях (более 10—12 тысяч оборотов в минуту, что соответствует 2 и 3 скорости установки УС-30), а также при препарировании эмали на режущих гранях стального бора создаются очень высокие температуры, приводящие к их оплавлению и полной потере эффективности, а также повреждению тканей зуба.

Стальные боры с мелкими насечками — финиры (рис. 40, б), а также вовсе без насечек — полиры (рис. 40, в) применяются для обработки (шлифования и полирования) металлических пломб.
Рабочая часть твердосплавного бора изготавливается из карбида вольфрама («победит»). На ней нарезаются 6-8 лопастей с острыми рабочими гранями (рис. 41). Твердосплавные боры обладают высокой режущей способностью, могут выдерживать тепловые перегрузки и эффективно обрабатывать эмаль, дентин, амальгаму, композиты и другие материалы на больших скоростях, в том числе и на турбинных бормашинах. Режущая эффективность твердосплавных боров больше, чем алмазных, однако, как правило, они менее долговечны. 
Недостатком большинства твердосплавных боров является то, что у них рабочая часть припаяна к стержню из нержавеющей стали. Эта пайка — слабое место твердосплавных боров, при боковых нагрузках может происходить отлом рабочей части от стержня. Поэтому при работе с твердосплавными борами следует избегать сильного давления на бор, особенно рычагообразных движений.
Чтобы избежать этого недостатка, фирмы-производители выпускают боры, которые изготавливаются из цельного куска карбида вольфрама. Примером могут служить твердосплавные боры-разрезагели металлических, керамических и металлокерамических коронок серий КМ К (Kronenfrenner Metall-Keramik) (рис. 42, а) и Н34 (рис. 42, б) компании «NTI». За счет дополнительной насечки на рабочей части ли боры имеют повышенные режущие свойства. Конструкция рабочей части не дает инструменту забиваться опилками, предотвращая его перегревание.
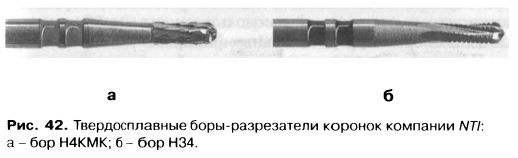
Кроме того, специальная конфигурация режущих граней позволяет врачу работать в полости рта пациента не только эффективно, но и максимально атравматично. Боры серии КМ К применяются при работе в условиях повышенных нагрузок: для трепанирования интактной эмали, удаления старых пломб (в том числе металлических и композитных), разрезания отслуживших свой срок металлических коронок, коронок из низкотемпературной керамики и т.д. Твердосплавные боры серии Н34 рекомендуется использовать для разрезания металлокерамических коронок в комбинации с агрессивными алмазными борами (например, турбоборами): сначала алмазным бором разрезается керамика, затем твердосплавным бором Н34 - металлическая основа.
Наряду с традиционными видами твердосплавных боров выпускаются многогранные боры, число граней на которых колеблется от 10 до 32. Эти грани имеют малую высоту, поэтому они менее агрессивны при резке. Такие боры применяют для финирования краев эмали, шлифования и полирования пломб из композитов и амальгам (финальная или финишная обработка), поэтому обычно их называют твердосплавными финирами. Спиральный дизайн граней финиров (рис. 43) обеспечивает постоянный контакт рабочей части с обрабатываемой поверхностью, что снижает вибрацию инструмента и улучшает качество обработки.

Чем больше граней имеет финир, тем меньше его режущая способность и тем выше качество полирования.
В настоящее время, в связи с развитием прямых реставрационных технологий, возросла потребность стоматологов в инструментах для быстрого и эффективного шлифования и полирования композитов. Многие стоматологические школы рекомендуют использовать с этой целью твердосплавные финиры, отдавая им предпочтение перед алмазными борами. Эти рекомендации основываются на результатах сравнительных научных исследований качества финишной обработки композитных реставраций с использованием мелкозернистых алмазных боров и твердосплавных финиров.
По данным электронно-микроскопического анализа, при прочих одинаковых параметрах обработки, наибольшая шероховатость поверхности композита отмечена при использовании алмазных боров. Это происходит за счет того, что в процессе финишной обработки алмазными инструментами из-за раздавливания полимерной матрицы композита на его поверхности формируются микротрещины и нарушается пространственная структура полимерной матрицы. В микротрещинах впоследствии адсорбируются пищевые красители, и что особенно важно, формируется микробная бляшка, которая ухудшает, при наличии множественных пломб, общую гигиеническую ситуацию в полости рта и способствует возникновению рецидивного кариеса на границе реставрации с тканями зуба. Кроме того, установлено, что использование алмазных боров при финишной обработке пломбы в области границы композитного материала с эмалью зуба может привести к краевым микросколам эмали. Это ухудшает краевое прилегание пломбы, способствует отслоению истонченного участка композитного материала и приводит к образованию пигментированного канта по краю реставрации.
В то же время установлено, что финиры из карбида вольфрама позволяют сохранить структуру полимерной матрицы, обеспечивают быстрое, точное снятие излишков композита и максимально качественную обработку. Это обеспечивает длительную цветостойкость и высокую износоустойчивость реставрации.
Твердосплавные финиры с 10—12 гранями применяются для финирования краев эмали, конкурирования и шлифования пломб из композитов и амальгам. Однако их не рекомендуется применять для обработки керамики, которая от этою может треснуть.
Твердосплавные финиры с 20—32 гранями обеспечивают еще более высокое качество обработки. Они применяются для полирования композитных пломб, особенно в случаях, когда необходимо добиться высокого качества поверхности и «сухого блеска» реставрации.
При шлифовании и полировании поверхности композитной реставрации твердосплавными финирами движения руки с наконечником должны быть круговыми и паправлепыми против часовой стрелки. Давление на бор должно быть очень небольшим, по силе сравнимым с давлением на карандаш при письме. Обработка должна проводиться с адекватным воздушно-водяным охлаждением. В области границы композита с эмалью движения фипира должны быть направлены от реставрации к эмали зуба.
Одним из аспектов эстетической стоматологии является обработка придесневой зоны реставрации в месте перехода композита в твердые ткани зуба. Проблема эта, несомненно, актуальна, так как примерно у половины пациентов маргинальный край десны в области передних зубов виден при улыбке. Кроме того, нависающий на десну край пломбы является травмирующим фактором, вызывая воспаление маргинального пародонта и развитие локализованного паро-донтита. Поэтому качественная обработка данного участка является не только важным фактором, обеспечивающим гармоничное сочетание эстетичной реставрации и здорового десневого края, но и способствует поддержанию общего стоматологического здоровья пациента.
Для обработки придесневых участков реставраций необходим очень тонкий и в то же время эффективный и безопасный инструмент.
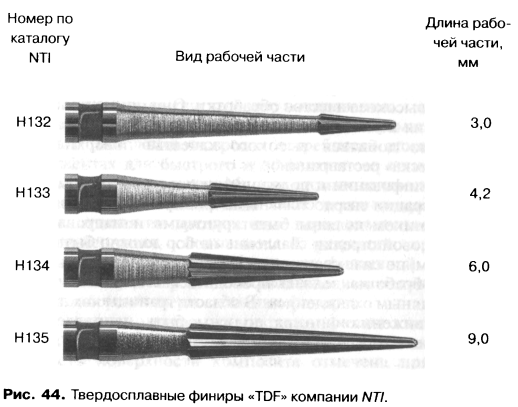
В этой связи интерес, по нашему мнению, представляют твердосплавные финиры с неагрессивной вершиной рабочей части «TDF» (Top Defined Finishing) компании «NTI». Семейство твердосплавных финиров «TDF» состоит из 4 типов боров трех степеней абразивности. Они имеют длину рабочей части от 3 до 9 мм (рис. 44). Длина рабочей части финиров «TDF» позволяет при шлифовании и полировании перекрыть всю обрабатываемую поверхность одним движением. Это предупреждает образование ступенек и неровностей в месте соприкосновения верхушки бора с поверхностью композита.
8-гранные финиры «TDF» маркируются красным кольцом на хвостовике. Они предназначены для удаления излишков композита, придания поверхности реставрации окончательной формы.
16-гранные финиры «TDF» маркируются желтым кольцом на хвостовике. Они применяются для микроконтурирования и шлифования поверхности композитной реставрации. Необходимо отметить, что 16-гранные фипиры снимают лишь незначительные неровности, создавая гладкую поверхность. Попытка провести ими макрокоптурирование реставрации и удаление излишков композита приводит к непродуктивной работе, повреждению рабочей части финира, ухудшению качества поверхности композитного материала.
30-гранпые финиры «TDF» маркируются белым кольцом на хвостовике. Они использую гея для окончательной обработки и полирования поверхности композитной реставрации до глянцевого «сухого блеска». Эти фипиры практически не удаляют композит и не повреждают прилежащую эмаль.
В связи с згим в клинических условиях обработку реставраций рекомендуется проводит ь поэтапно: сначала — 8-гранными финирами до получения необходимой формы реставрации, а затем - последовательно 16- и 30-гранными финирами для достижения «сухого блеска» и хорошего краевого прилегания.
Важной для стоматологов особенностью финиров «TDF» является утонченное, но закругленное, безопасное окончание рабочей головки (см. рис. 45). Благодаря такой конструктивной особенности, эти инструменты позволяют- эффективно и безопасно обрабатывать композитную реставрацию в ггод-десневой области без травмы маргинальной десны и круговой связки зуба (см. рис. 46).
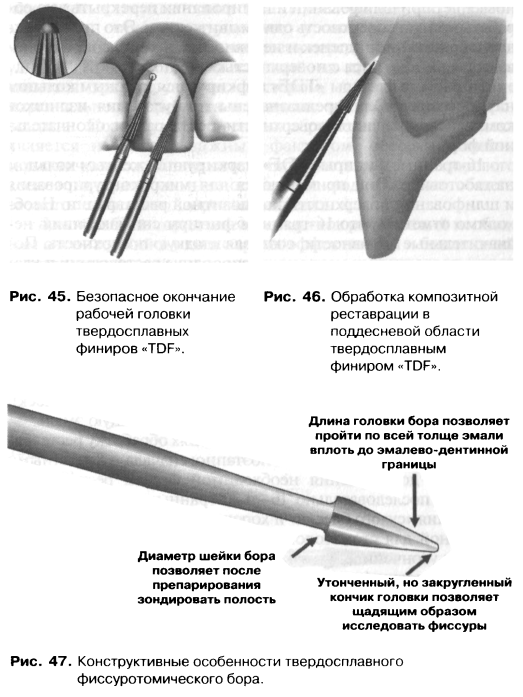
Среди других оригинальных разработок в области совершенствования твердосплавных боров следует отметить фиссуротомические боры, предназначенные для диагностического и лечебного препарирования фиссур и естественных углублений зубов (см. рис. 47).
Особенность конструкции этих боров заключается в том, что конфигурация их рабочей головки соответствует размеру и форме фиссур жевательных зубов, а режущая эффективность обеспечивает оптимальное препарирование как пигментированных, так и деструктивно-измененных участков эмали и дентина. При этом максимально сохраняются здоровые эмаль и дентин, что соответствует принципу минимальной инвазии и щадящего отношения к непораженным тканям зуба.
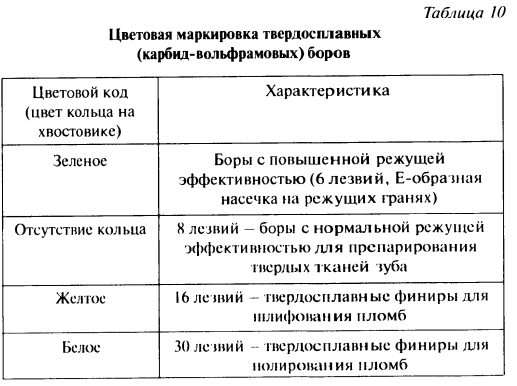
Некоторые фирмы-производители применяют цветовое кодирование твердосплавных боров (табл. 10).
В настоящее время наибольшее распространение получили алмазные боры, изготовленные путем гальванической фиксации абразивного слоя. Чтобы обеспечить прочную фиксацию алмазного покрытия, связующим слоем покрывают 40-65% поверхности алмазного зерна (рис. 49). Для повышения прочности и долговечности алмазного абразивного слоя проводят дополнительное покрытие рабочей части бора нитридом гитана (например, боры линии Abacus 2000 компании NTI). Некоторые фирмы-производители используют золочение боров. Однако установлено, что золочение бора выполняет лишь декоративную роль и влияния на качество препарирования не оказывает. Такое покрытие быстро разрушается в процессе препарирования, приводя к дополнительному засорению рабочей поверхности, а также влечет за собой неоправданный риск нарушения требований к точности диаметра хвостовика.
Основной рабочей характеристикой алмазного бора является его абразивность, определяемая: размером рабочей поверхности, свойствами алмаза, плотностью посадки зерна, прочностью сцепления зерен в связке, ориентацией граней зерна по отношению к рабочей поверхности и т.д.
Ассортимент алмазных боров очень велик и зачастую перед стоматологом встает вопрос: «Какой бор выбрать?» Рассмотрим несколько критериев, которыми мы рекомендуем руководствоваться при выборе алмазных боров.
У алмазных боров применяется цветовое кодирование размера алмазного зерна в виде цветного ободка на хвостовике. Эти данные, а также информация о назначении различных боров приведены в таблице 11.
2.
При заказе боров по каталогу следует учитывать, что в их описании используется Международная классификация ( ISO ) 1986 года. Эта система кодирования дает всю информацию о боре. Она строится следующим образом (рис. 57):

А — материал, из которого изготовлена рабочая часть.
310-350 — различные марки стали (обычные стальные боры имеют обозначение 3 10); 500 — карбид вольфрама; 806 - алмаз (прикрепление кристаллов гальваническое);
613-695 - различные абразивные материалы (корунд, силикон, керамика и т.д.).
В — информация о хвостовике.
31 — для турбинного наконечника (d - 1,60 мм);
К) - для прямого наконечника (d = 2,35 мм);
12 - дли прямого зуботехнического наконечника (d- 3,00 мм);
20 дли углового наконечника (d = 2,35 мм).
С — информация об общей длине бора при мелена в таблице 12.
Не нашли, что искали? Воспользуйтесь поиском: