ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Разработка маршрутного технологического процесса изготовления зубчатого колеса
| Наименование опеации | Описание | Оборудование | ||
| 005 Штамповка | Изготовление заготовки (штамповка) | |||
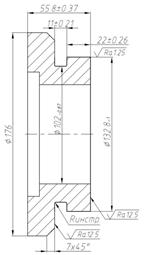
| 010 Токарная | Черновая токарная обработка Подрезать торец выдерживая размер 57,6±0,37мм Точить поверхности диаметром 176-0,43 мм напроход Расточить отверстие диаметром 89,43мм Расточить отверстие диаметром 108+0,35мм на длине 11,2±0,21мм Установ 2 Черновая токарная обработка: Подрезать торец выдерживая размер 55,8±0,37мм Прорезать канавку под выход долбяка шириной 11±0,21мм Точить наружную поверхность диаметром 132,8-1мм на длине 22±0,2мм Точить фаску 7х45о |  Установ 1
Установ 1
|  Установ 2
Установ 2
| Станок 16К20 3-х кулачковый патрон |
| 015 Термическая | Нормализация и отпуск | Печь | ||
| 020 Токарная | Чистовая токарная обработка Подрезать торец выдерживая размер 54,8±0,37мм Поверхности диаметром 175-0,43 мм Расточить отверстие диаметром 89,75мм Расточить отверстие диаметром 110+0,35мм на длине 10±0,21мм Точить фаску 1х45о в отверстиях диаметром 110мм и 89,75мм Установ 2 Чистовая токарная обработка: Подрезать торец выдерживая размер 53,8±0,37мм Прорезать канавку под выход долбяка шириной 15±0,21мм Точить наружную поверхность диаметром 132-1мм на длине 22±0,2мм Точить 3 фаски 1х45о |  Установ 1
Установ 1
|  Установ 2
Установ 2
| Станок 16К20 3-х кулачковый патрон |
| 025 Сверлильная | Сверлить отверстие диаметром 6мм, выдерживая размер 25 | 
| ||
| 025 Шлифовальная | Шлифовать торец выдерживая размер 53,7±0,37мм и наружный диаметр выдерживая размер Æ132-0,25 | 
| Торцекруглошлифовальный станок ХШ4-31, центровая оправка | |
| 030 Шлифовальная | Шлифовать торец выдерживая размер 53±0,37мм и центральное отверстие, выдерживая размер Æ89,97-0,25 | 
| Внутришлифовальный станок с двумя кругами 3К227В, 3-х кулачковый патрон | |
| 035 Контрольная | Спец приспособление | |||
| 040 Зубонарезная | Нарезать 64 зуба с модулем 2мм | 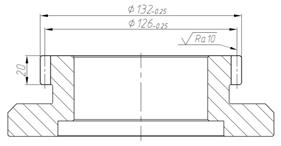
| Зубодолбежный станок 5В12 | |
| 050 Термическая | цементация, закалка. Отпуск низкий | Печь | ||
| 060 Хонингование | Притереть центральное отверстие 90,035мм | 
| Хонинговальный станок 3к833 | |
| 065 Шевинговальная | Обкатать косозубое зубчатое колесо | Зубошевинговальный станок 5Б702В центровая оправка. | ||
| 070 Контрольная |
2.10 Расчёт режимов резания
2.10.1 Настройка сверлильного станка на обработку отверстия
Исходные данные: на радиально-сверлильном станке 2Н125 сверлят сквозное отверстие диаметром D = 6Н14. Материал обрабатываемой заготовки – сталь 40Х с пределом прочности σв = 610HB. Обработка без охлаждения. Необходимо: выбрать режущий инструмент, назначить режим резания, определить основное время.
Выбор сверла, назначение его геометрических и кинематических параметров. Выбираем сверло диаметром D = 6 мм с рабочей частью из быстрорежущей стали Р6M5 ([1], табл. 2, стр. 115), с коническим хвостовиком по ГОСТ10903-77. Длина сверла L = 150 мм, длина рабочей части l = 80 мм ([1], табл. 42, стр. 146).
Назначение режима резания.
Определяем глубину резания.

Назначаем подачу. При сверлении отверстий без ограничивающих факторов выбираем максимально допустимую по прочности сверла подачу ([1], табл. 25, стр. 277) S = 0,15–0,2 мм/об. При сверлении отверстия глубиной  > 3D вводится поправочный коэффициент. Для сверления отверстия = 14 мм, d = 6 мм, отношение l/D = 2,2, принимают
> 3D вводится поправочный коэффициент. Для сверления отверстия = 14 мм, d = 6 мм, отношение l/D = 2,2, принимают  = 0,85, тогда рекомендуемая величина подачи составит (0,15–0,2)∙0,9 = 0,153–0,18 мм/об. Корректируем принятую подачу по паспортным данным станка: S0 = 0,15 мм/об ([3], стр. 422).
= 0,85, тогда рекомендуемая величина подачи составит (0,15–0,2)∙0,9 = 0,153–0,18 мм/об. Корректируем принятую подачу по паспортным данным станка: S0 = 0,15 мм/об ([3], стр. 422).
Проверяем принятую подачу, допускаемую прочностью механизма подачи станка, по осевой составляющей силы резания. Осевая составляющая силы резания определяется по формуле:  .
.
Выписываем из ([1], табл. 32, стр. 281) значение коэффициента Ср и показателей степени qp, уp для операций сверления конструкционной стали с σв = 610HB инструментом из быстрорежущей стали Р6М5: Ср = 68, qp = 1,0, уp = 0,7 (данные приведены для сверл с подточенной перемычкой, как в рассматриваемой задаче). Учитываем поправочный коэффициент на силу резания Кр =  ([1], табл. 9, стр. 264) np = 0,75.
([1], табл. 9, стр. 264) np = 0,75.
 ,
,  ,
,
P0 = 10∙16,2∙60,4∙0,150,5∙0,656 = 1158 Н.
Необходимо выполнить условие Pо < Pmax, где Pmax – максимальное значение осевой составляющей силы резания, допускаемой механизмом подачи станка. По паспортным данным станка 2Н125 ([3], стр. 422) Рmax = 9000 Н, т. к. 1158 < 9000, то назначенная подача Sо = 0,15 мм/об вполне допустима.
Назначаем период стойкости сверла ([1], табл. 30, стр. 279). Для сверла диаметром D = 12,5 мм при обработке конструкционной стали сверлом из быстрорежущей стали, рекомендуется период стойкости Т = 45 мин.
Определяем скорость главного движения резания, допускаемую режущими свойствами сверла:  .
.
Значения коэффициента Сv и показателей степени m, qv, уv для сверления выбираем из ([1], табл. 28, стр. 278) для стали конструкционной σв = 610 HB,
S0 < 0,2 мм/об, Cv = 7,0, qv = 0,4, yv = 0,7, m = 0,2 (данные действительны для сверл с двойной заточкой и подточенной перемычкой).
Общий поправочный коэффициент на скорость резания КV, учитывающий фактические условия резания, определяется по формуле:
 ,
,
где KmV – коэффициент, учитывающий обрабатываемый материал,
 ,
,
nv = -0,9 ([1], табл. 2, стр. 262).
 .
.
Коэффициент KnV – учитывает инструментальный материал режущей части инструмента, KnV = 1,0 для стали Р6М5 ([1], табл. 6, стр. 263). Коэффициент KlV учитывает глубину сверления, для l = 3D, KlV = 0,85.
Определяем скорость резания: 
Частота вращения шпинделя, соответствующая найденной скорости главного движения резания вычисляется по формуле:

Корректируем частоту вращения шпинделя по паспортным данным станка ([3], стр. 422) и устанавливаем действительную частоту вращения n∂ = 500 мин -1.
Действительная скорость резания определяется так:


Определяем крутящий момент от сил сопротивления резанию при сверлении:  .
.
Значения коэффициентов и показателей степени См, qм, ум при сверлении для конструкционной стали σв = 610HB, выбираем из ([1], табл. 32, стр. 281), Cм = 0,0345, qм = 2,0, yм = 0,8.
Коэффициент, учитывающий фактические условия обработки, зависит только от материала обрабатываемой заготовки:
 ,
,  .
.
Определяем мощность, затрачиваемую на резание (кВт):


Проверяем, достаточна ли мощность привода станка при условии Nрез ≤ Nшп, где Nшп = N∂·η, для станка 2Н125 N∂ = 2,8 кВт, η = 0,8; Nшп = 2,8 · 0,8 = 2,24 кВт, следовательно, обработка возможна (0,37 < 2,24).
Определение основного времени.
 ,
,
где  , при сверлении сверлом с одинарной заточкой
, при сверлении сверлом с одинарной заточкой
y = t·ctgφ = 6,25·ctg 59° = 4,5 мм, величина перебега ∆ = 2мм, тогда


2. 10.2 Расчет режимов резания при точении
1.Исходные данные: на токарно-винторезном станке 16К20 производится обтачивание заготовки диаметром D=180 мм. До диаметра d=175h9. Длина обрабатываемой поверхности l = 53 мм., общая длина заготовки l 1=59.4 мм. Материал заготовки сталь 40ХС ГОСТ 4543-71. Вид заготовки – отливка без корки, способ крепления - в патроне с поджатием центром задней бабки, обтачивание - чистовое в упор:  =2 мкм., система СПИД средняя. 2.Выбираем резец и устанавливаем его геометрические элементы. Тип резца – токарный, проходной, упорный, отогнутый, правый, с углом в плане 90о. Материал рабочей части пластины – твёрдый сплав ВК3 ([1], табл.3, стр. 116); материал корпуса резца – сталь 45.
=2 мкм., система СПИД средняя. 2.Выбираем резец и устанавливаем его геометрические элементы. Тип резца – токарный, проходной, упорный, отогнутый, правый, с углом в плане 90о. Материал рабочей части пластины – твёрдый сплав ВК3 ([1], табл.3, стр. 116); материал корпуса резца – сталь 45.
Выбираем размеры поперечного сечения резца. У станка 16К20 размер державки В×Н= 16×25. Длина резца 140 мм., n= 7 мм., r = 1мм., l=16 мм.рис2.  .
.
Рис.2 Эскиз резца
Геометрические элементы резца. Передний угол  = 10º; передний угол на упрочняющей фаске f = -5º; главный задний угол
= 10º; передний угол на упрочняющей фаске f = -5º; главный задний угол  = 10º; угол наклона главной режущей кромки
= 10º; угол наклона главной режущей кромки  = 0° ([1], табл. 30, стр. 188); главный угол в плане φ= 90° ([1], табл. 31, стр. 190).
= 0° ([1], табл. 30, стр. 188); главный угол в плане φ= 90° ([1], табл. 31, стр. 190).
3. Назначаем режим резания.
3.1. Определяем глубину резания в мм. Припуск на обработку снимаем за один проход, т. е. принимаем i= 1.
Тогда t=  t=
t=  = 1 мм
= 1 мм
3.2. Назначаем подачу. При обработке детали с диаметром в пределах 160-180 мм, при глубине резания t= 1 мм, материале заготовки- серый чугун и размерах поперечного сечения державки резца 16×25 мм, принимаем величину подачи So= 0.8 ([1], табл. 11, стр. 266). Уточняем по паспортным данным станка 16К20 So= 0.8 мм/об ([2], стр. 421).
3.3. Назначаем период стойкости резца
Т= 50 мин ([1], стр.261)
3.4. Определяем скорость главного движения резания, допускаемую режущими свойствами резца:
V = (Cv/ T ͫ ·t ͯ ͮ ·Soʸ ͮ)·Kv
В ([1], табл. 17, стр.269) находим значение коэффициента Сv и показателей степеней m, xv, yv формулы. Для наружного точения резцом с пластиной из твёрдого сплава BK3 и So=0.8 мм/об; Сv= 243; xv= 0.15; yv= 0.4; m= 0.2.
Учитываем поправочные коэффициенты на скорость резания:
Kv= 
Где Кv – общий поправочный коэффициент, учитывающий изменение условий обработки;
 - поправочный коэффициент, учитывающий изменение свойств обрабатываемого материала ([1], табл. 1, стр. 261).
- поправочный коэффициент, учитывающий изменение свойств обрабатываемого материала ([1], табл. 1, стр. 261).
 =
= 
При условии серый чугун HB160; nv= 1.25.
= (180/160)1.25= 1.24
 - поправочный коэффициент, учитывающий состояние поверхности заготовки ([1], табл. 5, стр. 263).
- поправочный коэффициент, учитывающий состояние поверхности заготовки ([1], табл. 5, стр. 263).
= 1 т.к. заготовка – отливка без корки;
 - поправочный коэффициент, учитывающий материал рабочей части инструмента ([1], табл. 6, стр. 263),
- поправочный коэффициент, учитывающий материал рабочей части инструмента ([1], табл. 6, стр. 263),
= 1.15
Определяем общий поправочный коэффициент на скорость главного движения резания.
 = 1.24∙1∙1.15= 1.426
= 1.24∙1∙1.15= 1.426
Подставив все найденные величины в формулу, получим:
V=  ∙ 1.426 = 173.3 м/мин
∙ 1.426 = 173.3 м/мин
В единицах СИ V= 173.3/60= 2.9 м/сек
3.5. Определяем частоту вращения шпинделя, соответствующую найденной скорости.
n=  ; n=
; n=  = 689.9 минˉˡ
= 689.9 минˉˡ
Корректируем частоту вращения шпинделя по паспортным данным станка мод. 16К20 ([1], стр. 421) и устанавливаем действительное значение частоты вращения n  = 630 минˉˡ.
= 630 минˉˡ.
3.6. Определяем действительную скорость главного движения резания.
V =  V =
V =  =158.3 м/мин
=158.3 м/мин
В единицах СИ V = 158.3/60= 2.6 м/сек
3.7. Определяем главную составляющую силы резания.
 =
= 
В ([1], табл. 22, стр. 273) находим значение коэффициента  и показателей степеней
и показателей степеней  . Для наружного продольного точения резцом из твёрдого сплава заготовку из серого чугуна 180НВ:
. Для наружного продольного точения резцом из твёрдого сплава заготовку из серого чугуна 180НВ:  = 92;
= 92;  = 1;
= 1;  =0.75;
=0.75;  = 0.
= 0.
Учитываем поправочные коэффициенты на силу резания:

Где  – общий поправочный коэффициент, учитывающий изменения условий обработки;
– общий поправочный коэффициент, учитывающий изменения условий обработки;  – поправочный коэффициент, учитывающий изменение механических свойств обрабатываемого материала;
– поправочный коэффициент, учитывающий изменение механических свойств обрабатываемого материала;
Показатели степени  определяем в ([1], табл.9, стр.264), = 0.4
определяем в ([1], табл.9, стр.264), = 0.4
 0.93
0.93
 поправочный коэффициент, учитывающий отличие главного угла в плане
поправочный коэффициент, учитывающий отличие главного угла в плане  ([1], табл. 23, стр. 275), для = 90º и при твёрдом сплаве ВК3
([1], табл. 23, стр. 275), для = 90º и при твёрдом сплаве ВК3  = 0.89.
= 0.89.
 поправочный коэффициент, учитывающий изменение переднего угла - для
поправочный коэффициент, учитывающий изменение переднего угла - для  = 12º ([1], табл. 23, стр. 275).
= 12º ([1], табл. 23, стр. 275).  =1.
=1.
 поправочный коэффициент учитывающий изменение угла режущей кромки λ, при λ = 0,
поправочный коэффициент учитывающий изменение угла режущей кромки λ, при λ = 0,  = 1, ([1], табл. 23 стр. 275).
= 1, ([1], табл. 23 стр. 275).
Определяем общий поправочный коэффициент, влияющий на силу резания:

Подставляя все найденные величины в формулу, получим:
 = 633.7 H
= 633.7 H
3.8. Определяем радиальную составляющую силы резания.

В ([1], табл. 22, стр. 273) находим значение коэффициента  и показателей степеней формулы
и показателей степеней формулы  . Для наружного продольного точения резцом из твёрдого сплава заготовки из серого чугуна 160НВ:
. Для наружного продольного точения резцом из твёрдого сплава заготовки из серого чугуна 160НВ:

Учитывая поправочные коэффициенты на силу резания:

Определяем общий поправочный коэффициент:

Подставляя все найденные величины в формулу, получим:

3.9. Определяем осевую составляющую силы резания.

В ([1], табл. 22, стр. 273) находим значение коэффициента  и показателей степеней формулы
и показателей степеней формулы  . Для наружного продольного точения резцом из твёрдого сплава заготовки из серого чугуна 60НВ:
. Для наружного продольного точения резцом из твёрдого сплава заготовки из серого чугуна 60НВ:

Учитывая поправочные коэффициенты на силу резания:

Определяем общий поправочный коэффициент по формуле:

Подставляя все найденные величины в формулу, получим:

3.10. Определяем мощность, затрачиваемую на резание:


3.11. Проверяем, достаточна ли мощность привода станка. Необходимо проверить выполнение условия:  . Мощность на шпинделе станка определяется по формуле:
. Мощность на шпинделе станка определяется по формуле:  , в паспортных данных станка 16К20 находим
, в паспортных данных станка 16К20 находим  ([2], стр. 421)
([2], стр. 421)
N= 10  0.75= 7.5 кВт, следовательно, 1.64
0.75= 7.5 кВт, следовательно, 1.64  7.5 кВт обработка возможна.
7.5 кВт обработка возможна.
4. Определение основного времени:
Где i- число рабочих ходов.
Длина рабочего хода резца определяется по формуле: L= l + y+ Σ. Врезание резца y= t ctg  , y= 1 ctg90º = 1 (-0.5)= -0.5
, y= 1 ctg90º = 1 (-0.5)= -0.5
Пробег резца Σ= 1-3 мм, принимаем Σ=2 мм, тогда:
L= 240+(-0.5)+2=241.5 мм
 =
=  мин
мин
2.10.3 Табличное назначение режимов резания
Для каждой операции и перехода по таблицам назначаем режимы резания и заносим в таблицу 2.5.
Таблица 2.7- Режимы резания
Не нашли, что искали? Воспользуйтесь поиском: