ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Производство чугуна
Производство чугуна. Материалы для плавки чугуна в доменной печи называют шихтой. Шихта состоит из железной руды, которая предварительно подготовляется к плавке, известняка, необходимого для образования шлака, топлива, которым служит металлургический кокс.
Железная руда — основной материал для производства чугуна — представляет собой горные породы сложного состава. Обычно железные руды содержат окислы железа Fe2O3, Fe3O4, а также окислы кремния, марганца, фосфора, серы, кальция, магния и других элементов, которые называют пустой породой, потому что в них нет железа. Чтобы понизить температуру плавления пустой породы и золы, получающейся от сгорания кокса, в доменную печь добавляют известняк СаСО3 — флюс. Пустая порода и зола кокса сплавляются с известняком и образуют шлак.

Рис. 4. Схема доменной печи:
1 — летка для выпуска жидкого чугуна, 2 — шлак, 3 — загрузочное устройство, 4 — железная руда, 5— известняк, 6 — кокс, 7 — капли расплавленного чугуна, 8 — капли расплавленного шлака, 9 — фурмы, 10 — летка для выпуска жидкого шлака, 11 — жидкий чугун
В доменную печь (рис. 4) сверху с помощью устройства 3 загружается определенными порциями шихта. Сначала загружают кокс, затем флюсы и железную руду. В такой последовательности загружается весь объем печи. Для розжига кокса и создания в печи высоких температур, обеспечивающих процесс плавления шихты, по специальным каналам, называемым фурмами 9, вдувают горячий воздух.
Плавление начинается выше фурм, в результате появляются капли расплавленного чугуна 7 и шлака 8. Стекая на днище печи по кускам раскаленного кокса, жидкий чугун 11 и шлак 2 нагреваются до температур 1400... 1450 °С и собираются на подине, которая называется лещадью. Периодически чугун и шлак выпускают из печи через специальные отверстия — летки 1 и 10.
При плавке в доменной печи железо восстанавливается из руды углеродом кокса и науглероживается. Вместе с железом восстанавливается часть окислов пустой породы (окислы кремния, марганца, серы, фосфора). Поэтому доменный чугун представляет собой сплав железа с углеродом, кремнием, марганцем, серой и фосфором.
Влияние химических элементов на свойства чугуна. Свойства чугунов зависят от химического состава, т. е. от содержания в них углерода, кремния, марганца, фосфора, серы.
Углерод, химически связанный с железом, образует цементит Fc3C. Цементит придает чугуну хрупкость, но значительно повышает твердость. Такой чугун, имеющий в изломе блестящий металлический оттенок, называют белым. Белые чугуны не обрабатываются режущим инструментом.
Углерод в чугуне может находиться в свободном состоянии в виде графита. Цементит в таких чугунах не образуется, поэтому их твердость значительно ниже твердости белых чугунов; такие чугуны хорошо обрабатываются резанием. Присутствие графита придает чугуну в изломе серый, матовый оттенок; чугун в данном случае называют серым.
Кремний способствует выделению углерода в чугуне в виде графита, улучшает литейные свойства чугуна, понижает его твердость.
Марганец препятствует выделению углерода в чугуне в виде графита и способствует образованию цементита, поэтому повышает твердость чугуна и при определенном содержании его увеличивает прочность.
Фосфор, соединяясь с железом, образует легкоплавкую хрупкую и твердую составляющую, которая располагается по границам зерен чугуна, вследствие чего у чугуна значительно повышаются хрупкость и твердость, увеличивается износостойкость. Образующаяся легкоплавкая составляющая улучшает заполняемость литейных форм жидким чугуном. Фосфор — вредная примесь.
Сера тормозит выделение углерода в чугуне в виде графита. Образуя по границам зерен чугуна хрупкую составляющую, сера снижает механические свойства, способствует образованию трещин в отливках. Вредное влияние серы может быть нейтрализовано повышенным содержанием марганца, с которым сера легко образует тугоплавкое соединение.
Продукты доменного производства. Продуктами доменного производства служат чугун, доменные ферросплавы, доменный газ и доменный шлак. В зависимости от назначения чугун подразделяется на передельный и литейный.
Передельный чугун (ГОСТ 805—80), используемый преимущественно для выплавки стали, имеет следующий химический состав (%): углерод 4...4,5; кремний не более 1,2; марганец не более 1,5; фосфор не более 0,3; сера не более 0,5. Все передельные чугуны, как правило, белые.
Литейный чугун (ГОСТ 4832—80), предназначенный для производства чугунных отливок различного назначения, имеет следующий химический состав (%): углерод 3,5...4,5; кремний 1...3,6; марганец 0,5...1,5; фосфор 0,08...1,2; сера 0,02...0,06. Все литейные чугуны содержат большее количество кремния, чем белые, и не содержат структурно свободного цементита, поэтому они относятся к серым чугунам.
Доменные ферросплавы содержат большое количество кремния или марганца. Доменный ферросилиций, который включает в себя 9... 13 % кремния, используют при плавке в литейных цехах для повышения содержания кремния в серых чугунах. Доменный ферромарганец, в который входит до 75 % марганца, применяют для повышения содержания марганца при производстве стали.
Доменный газ, содержащий до 30 % СО, хорошо горит, поэтому его используют для подогрева воздуха, подаваемого в доменную печь, и как промышленное топливо. Из доменной печи газ отводят сверху по трубопроводам.
Доменный шлак как отход металлургической промышленности используют в промышленности строительных материалов для изготовления цемента, шлакобетоа, шлаковой ваты и других материалов. Металлургический шлак находит широкое применение в дорожном строительстве.
Серые чугуны
Серые чугуны получают из литейных доменных чугунов с добавкой в состав шихты чугунного лома. Химический состав серых чугунов (%): углерод 2,8...3,5, кремний 1,5...2,8, марганец 0,4...0,8, фосфор 0,2... 1, сера 0,08...0,12. Применяют серые чугуны для производства отливок деталей различных машин и механизмов, труб, санитарно-технического оборудования. Серые чугуны маркируют в зависимости от их механических свойств (табл.2).
Таблица 2. Механические свойства серого чугуна (ГОСТ 1412—79)

В марке чугуна буквы СЧ обозначают, что чугун серый; цифры показывают предел прочности чугуна при растяжении.
Для изготовления отливок, обладающих прочностью на растяжение до 200..250 Н/мм2, используют обычные серые чугуны; для изготовления отливок более высокой прочности — чугуны со специальными добавками хрома, никеля и других элементов. Такие чугуны называют л егированными.
В зависимости от технологии производства серые чугуны подразделяются на высокопрочные и ковкие.
Высокопрочные серые чугуны получают путем введения в расплавленный чугун небольшого количества магния и редкоземельных элементов — церия, лантана, ниодима или их смеси. Процесс введения этих добавок в жидкий чугун с целью изменения структуры называют модифицированием. В результате модифицирования графит кристаллизуется в виде шара, а не в виде пластинок. Поэтому показатели механических свойств чугуна значительно повышаются (табл. 3).
Таблица 3. Механические свойства высокопрочного чугуна (ГОСТ 7293—79)
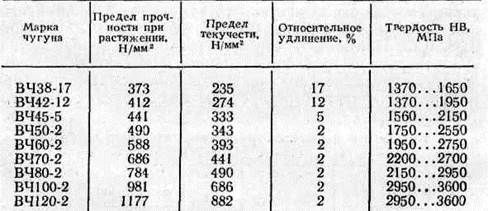
В марке чугуна буквы ВЧ обозначают, что чугун высокопрочный; первые цифры показывают предел прочности при растяжении, вторые — относительное удлинение.
Высокопрочный чугун широко применяют для изготовления коленчатых валов двигателей, тяжелонагру-женных отливок деталей строительных и дорожных машин и т. д. В настоящее время многие детали, изготовляемые ранее из стальных литых и кованых заготовок, отливают из высокопрочного чугуна.
Ковкие чугуны получают путем термической обработки отливок из доэвтектического белого чугуна, в структуре которого содержится большое количество цементита. Отливки из доэвтектического белого чугуна обладают очень высокой твердостью и хрупкостью и не обрабатываются режущим инструментом. Чтобы снизить твердость и повысить пластические свойства, отливки подвергают длительному нагреванию при высокой температуре в специальных термических печах. Такой процесс называют отжигом. При отжиге цементит разлагается на углерод (графит), который выделяется в виде хлопьев, и железо. В зависимости от химического состава белого доэвтектического чугуна и режима его отжига металлическая основа отливки может состоять из феррита или перлита.
Ферритная или перлитная металлическая основа и углерод хлопьевидной формы обеспечивают ковким чугунам высокие прочность и пластичность. Если после отжига чугуна металлическая основа состоит из феррита, то такой чугун называется ферритным ковким, если же из перлита, то перлитным ковким. На практике чаще получают отливки из ферритного ковкого чугуна.

Рис. 5. Режимы отжига белого чугуна при получении ковкого чугуна:
а — ферритного, б — перлитного;
1...5 — этапы отжига
Отжиг для получения ферритного ковкого чугуна состоит из пяти этапов (рис. 5, а):
1. Нагревание до температуры 900...1000 °С.
2. Выдержка при температуре 900...1000 °С, во время которой цементит распадается на аустенит и углерод отжига.
3. Охлаждение до температуры ниже эвтектоидного превращения (690...700°С); при этих температурах из аустенита выделяется углерод отжига; аустенит же пре
вращается в перлит.
4. Выдержка при температуре 690...700°С, во время которой из перлита получаются феррит и углерод отжига; к концу выдержки образуется структура феррит +; углерод отжига.
5. Охлаждение до нормальной температуры. Общий пикл отжига составляет 50...60 ч.
Отжиг для получения перлитного ковкого чугуна состоит из четырех этапов (рис. 5, б):
1. Нагревание до температуры 1000...1050 °С.
2. Выдержка при температуре 1000...1050 °С, во время которой цементит распадается на аустенит и углерод отжига.
3. Охлаждение до температуры ниже эвтектоидного превращения (690...700 °С); при охлаждении из аустенита выделяется углерод отжига; аустенит превращается в перлит.
4. Минуя выдержку при температуре 690...700 °С, отливки охлаждают до нормальной температуры. Образуется структура перлит+углерод отжига. Цикл отжига составляет 100...110 ч.
Совершенствование технологии отжига и использование электрических печей позволяют сократить время отжига отливок на ковкие чугуны до 30...40 ч.
Механические свойства ковкого чугуна в зависимости от марок приведены в табл. 4.
Таблица 4. Механические свойства ковкого чугуна
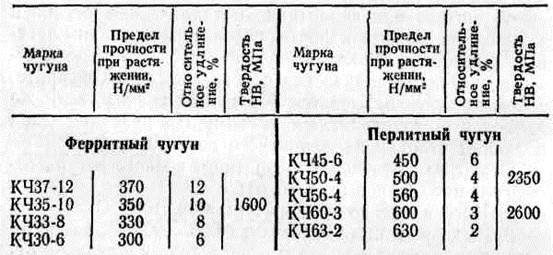
В марке чугуна буквы КЧ обозначают, что чугун ковкий; первые цифры показывают предел прочности при растяжении, вторые — относительное удлинение.
Из ковких чугунов изготовляют небольшие тонкостенные отливки, картеры автомобилей, детали тракторов, арматуру и другие детали массового производства.
Производство стали
Общие сведения. На металлургических заводах сталь получают из жидкого передельного чугуна с добавкой стального лома в кислородных конвертерах и мартеновских печах. На машиностроительных заводах сталь плавят из стального лома с добавкой твердого передельного чугуна в мартеновских, электрических дуговых и индукционных печах. В процессе плавки во все плавильные агрегаты добавляют флюсы для осуществления окислительно-восстановительных реакций и защиты расплавленного металла от воздействия окислительной воздушной среды.
По сравнению с чугуном в стали содержится меньше углерода и примесей кремния, марганца, серы и фосфора. Следовательно, чтобы из чугуна получить сталь, надо удалить значительную часть углерода и примесей, что делают путем окисления этих элементов. В процессе плавки окислы элементов удаляют из стали вместе со шлаком. В конце плавки из расплавленной стали отбирают растворившийся в ней кислород — сталь раскисляют. Раскислителями служат ферросплавы.
Сталь, выплавленную в конвертерах и мартеновских печах, по степени раскисления подразделяют на кипящую, спокойную и полуспокойную.
Кипящей называют сталь, раскисленную только марганцем, т. е. неполностью раскисленную. При разливке и охлаждении такой стали из нее выделяются пузырьки газов, которые создают впечатление кипения стали. Не успевшие выделиться газы образуют внутри металла пузырьки, которые распределяются по всему объему слитка. При горячей прокатке слитков кипящей стали эти пузырьки, имеющие чистые неокисленные стенки, хорошо завариваются. Стоимость кипящей стали меньше, чем спокойной и полуспокойной сталей, что объясняется меньшим расходом раскислителей при плавке и меньшим количеством отходов металла при прокатке. Кроме того, кипящая сталь лучше прокатывается и штампуется. Листовой металл для глубокой вытяжки, сварные трубы делают из слитков кипящей стали. Кипящими выпускают только малоуглеродистые стали.
Спокойную сталь разливают полностью раскисленной. Спокойная сталь содержит меньше растворенных газов. Она более однородна по составу, чем кипящая сталь, поэтому обладает более высокой прочностью. Спокойную сталь используют преимущественно для изготовления тяжелонагруженных деталей машин, от которых требуется высокая стабильность и равномерность свойств по всему их сечению. Стали с содержанием углерода выше 0,2 % разливаются полностью раскисленными.
Полуспокойная сталь по степени раскисления занимает промежуточное положение между кипящей и спокойной. Раскисляется неполностью марганцем и частично кремнием. Применяют такую сталь ограниченно при производстве листового металла и профилей проката, обладающих требуемой прочностью. Полуспокойными выпускают только малоуглеродистые стали (с содержанием углерода не выше 0,2 %).
Выплавка стали в кислородном конвертере. Этот способ производства стали получил широкое распространение, так как в конвертерах можно перерабатывать чугун, а также железный лом.

Рис. 6. Схема кислородного конвертера
1 — конвертер. 2—перерабатываемый металл, 3 — зонт,
4 — направляющая для опускания и подъема фурмы, 5—фурма
Кислородный конвертер 1 (рис. 6) представляет собой стальной сосуд грушевидной формы, выложенный изнутри огнеупорными материалами. В конвертер сначала загружают стальной лом в количестве до 20 % от массы плавки и разогревают его. Затем заливают жидкий чугун и добавляют флюсы (известь и железную руду) для образования шлака, после чего через водоохлаждаемую медную трубу (фурму 5) в конвертер вдувают кислород под давлением около 1 МПа. Фурма может перемещаться в вертикальном направлении с помощью направляющей 4. Газообразные продукты горения (СО, СО2 и др.) удаляются через вытяжной зонт 3.
При продувке кислородом происходит интенсивное окисление кремния, марганца, углерода и частично железа. Окисляются также вредные примеси — сера и фосфор. Окислы переходят в шлак и удаляются из конвертера. Реакции окисления идут с выделением тепла, поэтому температура металла в конвертере повышается до 1650 °С. Продувку продолжают до тех пор, пока содержание углерода в стали не достигнет заданного предела. После раскисления стали добавляют легирующие элементы и производят выпуск стали. Общая продолжительность одной плавки около 45 мин.
В кислородных конвертерах можно получить углеродистые стали практически любого химического состава, не уступающие по качеству стали, получаемой в мартеновских печах. В настоящее время мощность кислородных конвертеров составляет 360 т; проектируются конвертеры мощностью 500 т. Выплавка стали в кислородных конвертерах—высокопроизводительный и перспективный процесс.
Выплавка стали в мартеновских печах. Мартеновская печь (рис. 7)—это сложный металлургический агрегат, состоящий как бы из двух этажей: верхнего и нижнего, На верхнем этаже находится специальная ванна, выложенная из огнеупорного кирпича, в которой ведется плавка. На нижнем этаже расположены четыре камеры-регенератора 8, 8', 10, 10', стены которых выложены огнеупорной кладкой в виде решеток.
В плавильное пространство печи через окна 3 сначала загружают холодные твердые материалы (стальной лом и передельный чугун) и разогревают их. Затем заливают жидкий чугун, подают флюсы и железную руду для окисления примесей. По каналам б и 7 в верхнюю часть печи подводятся предварительно подогретые в регенераторах 8, 10 газ и воздух, которые смешиваются и сгорают, выделяя тепло для расплавления шлака 4 и металла /. Продукты горения отсасываются из плавильного пространства с противоположного торца печи, проходят через вторую пару регенераторов 8', 10', нагревая их, проходят через фильтры и выбрасываются в дымовую трубу 12.

Рис. 7. Схема мартеновской печи:
1 — расплавленный металл, 2 — свод. 3 — загрузочные окна, 4 — расплавленный шлак, 5 — под. 6, 6' — каналы для подвода газа и отвода продуктов горения, 7, Т — каналы для подвода воздуха и отвода продуктов горения, 8, 8' — газовые регенераторы, 9 — рабочий уровень площадки, 10, 10' — воздушные регенераторы, Л — перекидные клапаны, 12 — дымовая труба
При повороте перекидных клапанов // направление продуктов горения изменяется на обратное и они нагревают регенераторы 8, 10. В это же время регенераторы

 8', 10' отдают накопленное тепло воздуху и газу, поступающим в печь.
8', 10' отдают накопленное тепло воздуху и газу, поступающим в печь.
В процессе плавки клапаны несколько раз переключаются. В результате продукты горения нагревают то одну, то другую пару регенераторов, а топливо (газ и воздух), также меняя направление, подаются в печь только через раскаленную пару регенераторов.

Рис. 8. Схема трехфазной дуговой электросталеплавильной печи:
1 — футеровка, 2 — желоб для выпуска металла, 3 — свод, 4 — электроды,
5 — вторичные обмотки печного трансформатора, 6 — дверца рабочего окна,
7 — расплавленный металл, 8 — кожух, 9 — механизм для наклона печи
На последнем этапе плавки происходит раскисление металла. Готовую сталь выпускают, окончательно раскисляя при выпуске алюминием. Процесс плавки длится 5...7 ч; вместимость печей достигает 900 т стали.
В мартеновских печах плавят качественные углеродистые и легированные стали, из которых изготовляют прокат различных профилей, трубы, балки и другие изделия.
Выплавка стали в электрических печах. Электрические сталеплавильные печи подразделяются на дуговые и индукционные. Дуговая электросталеплавильная печь (рис.8) имеет цилиндрическую форму и состоит из стального кожуха 8, выложенного изнутри огнеупорным кирпичом 1. Сверху печь накрывается крышкой, называемой сводом 3. Через специальные отверстия в своде в печь опускают три графитовых электрода 4 (по числу фаз трехфазного электротока) и включают ток. Между электродами и металлом 7 в печи возникает электрическая дуга, которая создает высокую температуру, и шихта плавится. Далее процесс ведется подобно плавке в мартеновских печах.
Качество стали, выплавленной в дуговых электрических печах, выше, чем качество конвертерной и мартеновской сталей, что достигается следующим: меньшей насыщенностью газами, так как в электрической печи значительно слабее газовая окислительная атмосфера и меньше продуктов горения; созданием благоприятных условий для применения более химически активных шлаков, с которыми лучше удаляются вредные примеси.

Рис. 9. Схема индукционной печи:
1 — крышка, 2 — индуктор, 3 — огнеупорный тигель,
4 — подъемный механизм, 5 — ковш
В дуговых электрических печах выплавляют высококачественные легированные стали, содержащие тугоплавкие элементы,—вольфрам, молибден, ванадий. В настоящее время большинство сортов специальных высококачественных сталей выплавляется в электрических печах, вместимость которых колеблется от 1 до 200 т.
Индукционная печь (рис. 9) представляет собой мно-говитковый спиральный индуктор 2, изготовленный из медной водоохлаждаемой трубки. Внутри индуктора помещается огнеупорная набивная футеровка в виде тигля 3, куда закладывается строго дозированный по расчету металл. На индуктор подается переменный ток, который создает вокруг него магнитное поле. Магнитный поток пронизывает металл и возбуждает в нем мощные вихревые индукционные токи, которые нагревают металл до высоких температур. Шлак, не обладающий магнитной проницаемостью (т. е. ток в нем не индуцируется), нагревается от металла; в результате температура шлака ниже температуры металла, вследствие чего шлак малоактивен и окислительно-восстановительные реакции протекают медленно. Шлак служит защитным слоем от окисления и поглощения газов из воздуха. Поэтому плавку в индукционной печи ведут преимущественно методом переплава высоколегированных сталей и сплавов. При переплаве легирующие элементы слабо окисляются и химический состав металла почти не изменяется. Качество стали получается очень высокое. Расход электроэнергии 700...900 кВт-ч/т стали. Применяют печи вместимостью до 10 т.
Разливка стали. Когда плавка в конвертерах, мартеновских печах и электропечах закончится, сталь выпускают в специальный ковш, из которого ее разливают одним из приведенных ниже способов.
Разливку сверху (рис. 10, а) производят в изложницы 2 — высокие металлические формы. После того как металл застынет, получаются слитки, с которых снимают изложницы. Этим способом изготовляют крупные слитки.

Рис. 10. Схема разливки стали:
а — сверху, б — снизу (сифонный способ), в — непрерывная разливка;
1 — ковш, 2 — изложница, 3 — литник, 4 — металлическая плита, 5 — воронка, 6 — кристаллизатор, 7 — жидкая сталь, 8 — кристаллизующийся слиток, 9 — дождевальное устройство, 10 — валки, 11 — затвердевший непрерывный слиток, 12 — газорезка, 13 — тележки, 14— отрезанный мерный слиток
При разливке снизу (рис. 10, б)—сифонный способ — изложницы 2 устанавливают на металлические плиты 4. Изложницы соединяются между собой и с центральным литником 3, в который заливают из ковша 1 сталь. Изложницы заполняются по методу сообщающихся сосудов. Через один литник отливают до 30 некрупных слитков.
Непрерывная разливка стали (рис. 10, в) — наиболее прогрессивный способ, разработанный советскими металлургами. Установка для непрерывной разливки стали была пущена впервые в нашей стране в 1956 г. Жидкая сталь из ковша 1 через промежуточную воронку 5 поступает в медную водоохлаждаемую форму — кристаллизатор 6. Дно кристаллизатора перед заливкой закрыто крышкой — затравкой с ласточкиным хвостом. Жидкая сталь 7, попав в кристаллизатор, быстро затвердевает, приваривается к затравке и вместе с ней вытягивается из кристаллизатора валками 10 со скоростью 1...5 м/мин. При выходе из кристаллизатора слиток 8, поверхность которого затвердела, подвергается дополнительному охлаждению дождевальным устройством 9. Окончательно затвердевший непрерывный слиток 11 валками 10 подается к газорезке 12, разрезается на отрезки 14 заданной длины, которые тележками 13 транспортируются в цехи для прокатки на сортовых станах. По сравнению с разливкой в изложницы непрерывная разливка стали обеспечивает уменьшение потерь металла, не требует прокатки слитков на блюмингах и слябингах и изготовления изложниц.
Углеродистые стали
Углеродистые стали — сплавы, содержащие железо, углерод и небольшое количество примесей кремния, марганца, фосфора и серы. По содержанию углерода такие стали подразделяются на низкоуглеродистые (до 0,2 % углерода), среднеуглеродистые (от 0,3 до 0,65 углерода), высокоуглеродистые (от 0,65 до 2 % углерода). По назначению углеродистые стали бывают конструкционные и инструментальные.
Углеродистые конструкционные стали обладают высокой прочностью, пластичностью и вязкостью в сочетании с хорошими технологическими свойствами: легко обрабатываются давлением хорошо свариваются и термо-обрабатываются.
 Такие стали бывают обыкновенного качества и качественные.
Такие стали бывают обыкновенного качества и качественные.
Сталь углеродистая обыкновенного качества (ГОСТ 380—71) выплавляется в мартеновских печах и кислородных конвертерах. По назначению такая сталь подразделяется на группы А, Б и В.
Сталь группы А поставляют с гарантированными механическими свойствами без уточнения химического состава, поэтому ее не подвергают термической обработке. Сталь этой группы изготовляют марок: СтО, Ст1 и т. д. до Стб. Буквы «Ст» означают сталь, цифра — номер стали. Чем больше цифра, тем больше содержится углерода в стали. Для обозначения раскисления к обозначению марки стали после номера добавляют индексы: кп — кипящая, пс—полуспокойная, сп — спокойная. Например, Ст3кп, Ст4сп.
Сталь группы Б поставляют с гарантированным химическим составом, поэтому ее можно подвергать термической обработке. Сталь этой группы изготовляют марок: БСтО, БСт1, БСт1кп и т.д. до БСтб, БСтбсп. В марке сталей указывается группа Б.
Сталь группы В поставляют с гарантированными механическими свойствами и химическим составом. Подвергается термической обработке. Сталь этой группы изготовляют марок (группа стали указывается в марке)з ВСт2сп, ВСт3пс и т. д.
Из сталей обыкновенного качества изготовляют горячекатаный прокат: балки, прутки, швеллеры, уголки, листы, трубы, некоторые поковки, болты, заклепки, арматуру, которые широко используют для сварных строительных конструкций и неответственных деталей машин.
Углеродистая качественная конструкционная сталь (ГОСТ 1050—74) выплавляется в мартеновских и электрических печах и кислородных конвертерах. Поставляется сталь с гарантированными механическими свойствами и химическим составом. Подвергается термической обработке.
По сравнению с углеродистыми сталями обыкновенного качества качественные стали содержат меньше вредных примесей серы и фосфора. В зависимости от содержания марганца стали выпускают с нормальным (0,25...0,7 %) и повышенным (0,7...1 %) содержанием марганца.
Качественные конструкционные стали маркируются: 0,5кп; 0,8кп; 0,8пс; 0,8; 10кп; 10пс; 10; 15кп; 15; 20кп; 20; 25; 30; 35 и т. д. до 85, 15Г, 20Г, 25Г, 30Г и т. д. до 70Г. В марках двузначные числа показывают среднее содержание углерода в сотых долях процента, буква Г обозначает повышенное содержание марганца.
Низкоуглеродистые качественные конструкционные стали широко применяют для штампованных изделий. Штампуемость стали тем хуже, чем больше в ней углерода. Для глубокой вытяжки применяют кипящие стали 0,8кп, Юкп, 15кп. Малоуглеродистые стали применяют для изделий, подвергающихся цементации. Эти стали хорошо свариваются, обрабатываются резанием на металлорежущих станках.
Из качественных конструкционных сталей изготовляют зубчатые колеса, шатуны, валы, оси, кулачки, муфты, толкатели клапанов, пальцы рессор, вилки и валики переключения передач и т. д.
Углеродистые инструментальные стали (ГОСТ 1435 — 74) выплавляются в мартеновских и электрических печах; они содержат от 0,7 до 1,35 % углерода. Такие стали подразделяются на качественные и высококачественные.
Инструментальные качественные стали изготовляют марок: У7, У8, У9,..., У13. Число в обозначении марки указывает на среднее содержание углерода в десятых долях процента.
К марке инструментальных высококачественных сталей добавляют букву А: У7А, У8А,..., У13А. Такие стали содержат меньше серы и фосфора, чем качественные.
Из углеродистых инструментальных сталей изготовляют разнообразные слесарные инструменты, подвергаемые термической обработке. Из сталей марок У7А, У8, У8А делают зубила, молотки, штампы, измерительный инструмент; из стали марок У8, У8А — ножи и ножницы по металлу, кернеры, ролики труборезов. Из сталей марок У10А, У11, У11А, У12, У12А изготовляют инструменты, обладающие высокой твердостью: напильники, шаберы, ножовочные полотна для механических ножовок.
Легированные стали
Легированные стали в отличие от углеродистых кроме углерода, железа и обычных примесей содержат определенное количество добавок, придающих сталям особые свойства и называемых легирующими элементами. К легирующим элементам относятся хром — X, вольфрам — В, молибден — М, медь — Д, кремний — С, алюминий— Ю, бор — Р, цирконий — Ц, никель — Н, ванадий— Ф, марганец—Г, кобальт — К, титан — Т, фосфор— П, ниобий — Б. Каждый легирующий элемент имеет свое назначение.
По назначению легированные стали подразделяются на конструкционные, инструментальные и стали со специальными свойствами.
Влияние легирующих добавок на свойства сталей. Свойства легированных сталей зависят от содержания в них легирующих элементов.
Никель и хром улучшают механические свойства, повышают жаростойкость и коррозионную стойкость сталей.
Вольфрам повышает твердость, прочность, улучшает режущие свойства стали при высоких температурах (красностойкость).
Марганец повышает твердость, износостойкость, сопротивление ударным нагрузкам сталей.
Кремний повышает упругие свойства стали, увеличивает кислотостойкость сталей.
Титан увеличивает жаропрочность и кислотостойкость сталей.
Молибден улучшает механические свойства при нормальной и повышенной температурах, несколько повышает свариваемость сталей.
Ванадий улучшает пластические свойства стали, измельчает ее микроструктуру.
Кобальт увеличивает ударную вязкость и жаропрочность сталей.
Конструкционные стали (низколегированные) содержат углерод не более 0,6%. Основные легирующие элементы таких сталей — хром, никель, кремний, марганец. Другие легирующие элементы вводят в сталь в небольших количествах, чтобы дополнительно улучшить ее свойства. Общее количество легирующих элементов у большинства сталей не превышает 5%.
Конструкционные низколегированные стали (ГОСТ 19281—73, ГОСТ 19282—73) обладают наилучшими механическими свойствами после термической обработки.
При маркировке легированных сталей первые две цифры показывают содержание углерода в сотых долях процента, следующая за ними буква — условное обозначение легирующего элемента, входящего в сталь. Если количество легирующего элемента составляет 2 % и более, то после буквы ставится еще цифра, указывающая это количество. Например, 15Х — сталь содержит 0,15% углерода и до 1 % хрома, 20Х2Н4А — сталь содержит 0,20 % углерода, около 2 % хрома, 4 % никеля, высококачественная (А), т.е. содержит меньше вредных примесей серы и фосфора.
Легированные конструкционные стали 19Г, 14Г, 17ГС, 14ХГС широко применяют при строительстве нефтегазопроводов высокого давления диаметром до 820 мм. Сталь 14ГС используют для крупных листовых сварных конструкций доменных печей, пылеуловителей, воздухонагревателей. Сталь 17ГС предназначается для корпусов аппаратов, днищ, фланцев и других деталей паровых котлов, работающих при температурах до 450 °С.
Хромокремненикелевые стали 10ХСНД, 15ХСНД используют для сварных ферм, конструкций мостов, вагонов, рам, аппаратов и сосудов химической промышленности. Стали 35ХС и 25Г2С служат для изготовления арматуры гладкого и периодического профилей, для армирования обычных и предварительно напряженных железобетонных конструкций.
Легированные конструкционные стали хорошо свариваются, не образуют при сварке горячих и холодных трещин. Механические свойства сварных соединений аналогичны свойствам основного металла.
В машиностроении применяют большое количество марок легированных конструкционных сталей, главным образом для изготовления ответственных деталей машин и металлических конструкций: валов двигателей, тяже-лонагруженных зубчатых колес экскаваторов, автокранов и других строительных машин, деталей и арматуры, работающих при повышенных температурах. Из кремнистых сталей изготовляют рессоры и пружины.
Инструментальные стали подразделяются на низколегированные с содержанием легирующих элементов до 5 % и высоколегированные с содержанием легирующих элементов более 10 %.
Низколегированные инструментальные стали (ГОСТ 5950—73) 11Х, 13Х, ХСВГ, 9ХС, ХВГ после термической обработки обладают более высокими показателями механических свойств по сравнению с углеродистыми инструментальными сталями: имеют более высокую твердость после термообработки (62...65 HRC), повышенные износостойкость и теплостойкость (до 200...250°С), меньшую чувствительность и склонность к перегреву и короблению при термообработке.
Низколегированные инструментальные стали применяют для изготовления режущих инструментов большого сечения, работающих при небольших скоростях резания: ручных сверл, протяжек, разверток, гребенок.
Высоколегированные инструментальные стали (ГОСТ 19265—73) содержат большое количество легирующих элементов, образующих в структуре стали химические соединения с углеродом (преимущественно карбиды). Основной легирующий элемент таких сталей — вольфрам. Изделия, изготовленные из высоколегированных инструментальных сталей с большим количеством карбидов, сохраняют высокие твердость, прочность и износостойкость режущей кромки инструмента при температурах 600...620°С в процессе резания металлов с большой скоростью. Такие стали называют быстрорежущими.
В состав быстрорежущих сталей входят, % углерод 0,7...0,95; хром 3,1...4,4; вольфрам 8,5...19; ванадий 1......2,5. Маркируются быстрорежущие стали следующим образом: Р9, Р18, Р12, где буква Р обозначает, что сталь быстрорежущая; цифры 9, 18, 12 показывают среднее содержание вольфрама, предусмотренное стандартом.
Быстрорежущие стали обладают высокими показателями механических свойств после сложной термической обработки. Из таких сталей изготовляют сверла, фрезы, долбяки, протяжки, развертки, пилы, напильники для твердых металлов и другой инструмент.
К быстрорежущим относятся также стали: высокованадиевые Р9Ф5, Р14Ф4, кобальтовые Р9К5, Р9К10, кобальто-ванадиевые Р10К.5Ф5, Р18К5Ф2 и вольфрамо-молибденовая Р6МЗ. Эти стали обладают повышенной теплостойкостью, меньшей хрупкостью. Применяют их для изготовления режущих инструментов, предназначенных для обработки жаропрочных и нержавеющих сталей с высокой вязкостью, титановых сплавов и пластмасс.
Стали со специальными свойствами (ГОСТ 5632—72) в зависимости от основных свойств бывают коррозион-ностойкие, жаростойкие, жаропрочные и износостойкие. Такие стали содержат большое количество легирующих элементов (10...35 %).
Коррозионностойкие нержавеющие стали обладают высокой стойкостью против электрохимической коррозии. По содержанию основных легирующих элементов — хрома и никеля — коррозионностойкие стали бывают хромистые и хромоникелевые: 1Х18Н9Т, 5Х18Н9, 15Х25Н19С, 45Х17ПЗНЗЮ, 55Х18П4СТ и др. Из коррозионностой-ких сталей изготовляют арматуру, коллекторы выхлопных систем, детали паровых и газовых турбин, детали химического машиностроения и т. п.
Жаростойкие стали, обеспечивающие длительную стойкость деталей при небольших нагрузках, можно использовать при температурах выше 550 °С. Такие стали устойчивы против химического разрушения в газовых средах. К жаростойким сталям относятся стали марок 25Х23Н7С, 30Х24Н12С, 15Х6С10, 12X13, 09Х14Н16Б, 15X28. Из них изготовляют клапаны двигателей внутреннего сгорания, лопатки компрессоров, детали котельных установок, газовые турбины, трубы пароперегревателей и других деталей, работающих при высоких температурах и небольшом давлении.
Жаропрочные стали, обеспечивающие длительную стойкость деталей в работе, можно применять при высоких температурах и больших нагрузках; при этом они сохраняют жаростойкость и высокие показатели механических свойств (прочность, пластичность).
К жаропрочным сталям относятся стали марок 12Х8ВФ, 10Х11Н20ТЗР, 09Х16Н4Б; их применяют для изготовления деталей турбин, трубопроводов установок сверхвысокого давления и других деталей.
Износостойкая сталь (ГОСТ 2176—77) марки 110Г13Л, получившая наибольшее распространение, содержит в среднем 1,1 % углерода и 13 % марганца. Такая сталь очень трудно обрабатывается режущим инструментом, поэтому ее используют для получения деталей, требующих незначительной механической обработки. Детали изготовляют методом литья, поэтому в маркировке стали на конце стоит буква Л. Из этой стали отливают стрелки железнодорожных путей, гусеницы бульдозеров, щеки каменных дробилок, зубья ковшей экскаваторов, черпаки и козырьки землечерпательных машин, драг и другие детали.
Список литературы
http://ximik.biz/prakticheskaya-himiya/86-splavy-zhelesa
http://bibliofond.ru/view.aspx?id=468884
Не нашли, что искали? Воспользуйтесь поиском: