Для изготовления сварных конструкций требуется правильная сборка деталей свариваемого изделия, т.е. их правильная взаимная установка и закрепление. Сборка может осуществляться прихватками или в специальных сборочно – сварочных приспособлениях. Прихватки представляют собой короткие швы, расстояние прихватки 10мм расстояние между прихватками 20мм. Количество прихваток и их размер определяются технологическими условиями.
Процесс сборки сварного изделия состоит из последовательных операций. Прежде всего необходимо подать детали к месту сборки. Затем необходимо установить эти детали в сборочном приспособлении в определённом положении. В этом положении детали должны быть закреплены, после чего их сваривают.
Узлы фермы сваривают последовательно от середины фермы к опорным узлам. Сначала выполняют стыковые, а затем угловые швы. Каждый элемент при сборке прихватывают швом длинной 20мм. Близко расположенные швы нельзя выполнять сразу. Вначале дают остыть тому участку основного металла, где будет накладываться близко расположенный шов. Это снизит перегрев металла и пластические деформации. Конец продольного шва выводят на торец привариваемого элемента на длину 20мм.
Режим сварки конструкции
Параметры режима ручной дуговой сварки.
Сварочный ток устанавливают в зависимости от диаметра электрода а диаметр электрода выбирают в зависимости от толщины свариваемого изделия.
Ориентировочный расчет сварочного тока
Напряжение на дуге зависит от её длины. Оптимальная длинна дуги выбирается между минимальной и максимальной. Длинную дугу применять не рекомендуется.
Скорость сварки выбирается так, чтобы сварочная ванна заполнялась электродным металлом и возвышалась над поверхностью кромок с плавным переходом к основному металлу без подрезов и наплывов.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
3.5 Вероятные дефекты и их предупреждения
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
Дефекты сварных швов и соединений, выполненных сваркой плавлением, возникают из-за нарушения требований нормативных документов к подготовке, сборке и сварке соединяемых узлов, механической и термической обработке сварных швов и самой конструкции, к сварочным материалам.
Дефекты сварных соединений могут классифицироваться по различным признакам: форме, размеру, размещению в сварном шве, причинам образования, степени опасности и т. д.
Каждому типу дефекта соответствует цифровое обозначение, а также возможно буквенное обозначение, рекомендованное международным институтом сварки (МИС).
По ГОСТ 30242-97 трещиной называется несплошность, вызванная местным разрывом шва или околошовной зоны, который может возникнуть в результате охлаждения или действия нагрузок. Они могут быть расположены в металле сварного шва, в зоне термического влияния, в основном металле
Рис.3.5.1. Трещины
К продолговатым полостям (2015, Ab) относятся несплошности, вытянутые вдоль оси сварного шва. Свищи (2016, Ab) – продолговатые трубчатые полости, вызванные выделением газа.
Рис. 3.5.2. Свищ
К полостям также относятся усадочные раковины (202, R) и кратеры (2024, K). Усадочная раковина (по ГОСТ 30242-97) – это полость, которая образуется вследствие усадки при затвердевании. Кратером называется незаваренная усадочная раковина в конце валика сварного шва.
Рис. 3.5.3. Кратер
Твердые включения (300) – это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного шва. Остроугольными включениями называются включения с хотя бы одним острым углом.
Несплавлением (401) называется отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва.
Непровар (402, D) или неполный провар – это несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения (заполнить зазор между деталями).
Рис. 3.5.4 Несплавление и непровар
Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей шва или геометрии соединения от заданного значения.
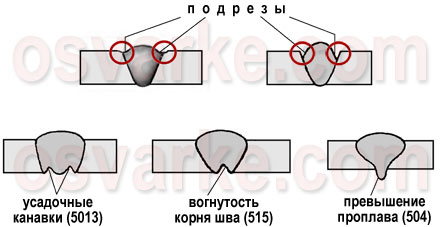
Подрезы – это продольные углубления на наружной поверхности валика шва. Подрезы со стороны корня одностороннего шва из-за усадки вдоль границы называются усадочными канавками.
Превышение проплава – избыток наплавленного металла на обратной стороне стыкового сварного шва. Вогнутость корня шва т– неглубокая канавка со стороны корня шва, возникшая из-за усадки.
Рис. 3.5.5. Подрезы
Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, а при расположении кромок элементов под углом – угловым смещением. Чрезмерной асимметрией углового шва называется значительное превышение размеров одного катета над другим.
Рис. 3.5.6. Смещение
Наплав – это избыток наплавленного металла шва, натекший на поверхность основного металла. Натек – это металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести.
Рис. 3.5.7. Наплав
Данную классификацию целесообразно применять при статическом учете дефектов и оценке их опасности, расшифровке результатов неразрушающего контроля, а также в ряде других случаев. В то же время она не отражает должным образом механизм образования дефектов в металлах. Поэтому при анализе металлургических и технологических причин образования ндефектов используют другую классификацию. Например, трещины подразделяются на горячие и холодные. Горячие трещины подразделяются на кристаллизационные, дисперсионного твердения, подсолидусные, а холодные трещины – на мартенситные, интерметаллидные, ламелярные и т.д.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
3.6 Контроль сварных швов
Существуют различные методы контроля сварных швов: гидравлические, пневматические, вакуумные, керосиновый. Сварные швы рамы контролируются внешним осмотром. Он заключается в том, что это простейший и не обходимый способ проверки качества сварки в готовом изделий. Внешний осмотр выявляет несоответствие шва требуемых геометрическим размерам, наплывы подрезы, прожоги. Размеры швов должны соответствовать указным на чертеже. При выявлений наружных дефектов (поры, трещины) – нужно удалить шлак, зачистить место сварки удалить поры и трещины с помощью шлифмашинки, а после удаления и зачистки переварить шов сначала.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
Руковод.
Белова И.Г
Консульт
Белова И.Г.
Студент
Гараев З.Г
Техника
безопасности
Лит.
Листов
ГАПОУ КамСК
им. Е.Н.Батенчука гр. 185
4 Техника безопасности при сварочных работах
Все сварочные работы должны выполняться в соответствии с требованиями «Правил безопасности при работе с инструментом и приспособлениями».
К электросварочным и газосварочным работам допускаются лица не моложе 18 лет, прошедшие специальную подготовку и проверку теоретических знаний, практических навыков, знаний по технике безопасности и имеющих удостоверение сварщиков. Все сварщики должны проходить проверку знаний инструкции по охране труда.
Проходы между источниками сварочного тока должны быть не менее 0,8 м. Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Запрещается установка сварочного трансформатора над регулятором тока.
Запрещается производство электросварочных работ во время дождя и снегопада, при отсутствии навесов на электросварочным оборудованием и рабочим местом. При электросварочных работах в сырых местах сварщик должен находиться на настиле из сухих досок или на диэлектрическом ковре.
При любых отлучках с места работы сварщик обязан отключить сварочный аппарат. При электросварочных работах сварщик должен пользоваться индивидуальными средствами защиты: щиток, служащий для защиты лица и глаз, рукавицы для защиты рук. Одежда должна быть из несгораемого материала с низкой электропроводностью, кожаные ботинки.
При газосварочной работе запрещается хранить баллоны с кислородом в одном помещении с баллонами для горючих газов, а также с карбидом кальция, красками и маслами (жирами). Баллоны необходимо перемещать на специальных тележках, контейнерах и других устройствах, обеспечивающих устойчивое положение баллонов. Запрещается переноска баллонов на плечах
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
и руках. Баллон с утечкой газа не должен применяться для работы или транспортирования.
Запрещается подогревать баллоны для увеличения давления. При проведении газосварочных работ запрещается курить и пользоваться открытым огнем на расстоянии менее 10 метров от баллонов с газом. Общая длинна шлангов должна быть не более 30 м. До присоединения шланга к горелке, его необходимо продуть рабочим газом. Каждые пять лет баллон для газа должен проходить освидетельствование. По окончанию работы вентили баллонов должны быть закрыты.
Сварочные работы относятся к категории работ с повышенной степенью опасности, что обуславливает повышенные требования к организации рабочих мест, обслуживанию аппаратуры и оборудования. Нарушение этих требований запрещено, чтобы избежать травматических случаев (отравлений газом, поражения электрическим током и др.). Сварщику при выполнении работ приходится работать при электрическом токе силой свыше 1000А и напряжении от 24 до 220/380В. Применяемые при газовой сварке, наплавке и резке металлов кислород и горючие газы подаются к месту работы в сжатом состоянии, чаще под высоким давлением. Горючие газы, смешиваясь с воздухом или кислородом, взрываются от искры любого происхождения, открытого пламени, нагретого тела и других тепловых импульсов. Широко используемый газ – ацетилен, даже если отсутствует кислород и воздух, взрывоопасен. Серьезная опасность возникает при получении ацетилена в специальных генераторах на месте производства работ.
Высокой химической активностью обладает кислород, находящийся под большим давлением в баллоне, особенно при соприкосновении с различными маслами и жирами – животными, минеральными и растительными. Резка металлов сопровождается выбросом из места резки большого количества расплавленного металла и шлака.
Все это делает место выполнения сварочных работ зоной повышенного
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
риска.
Электробезопасность
При электросварочных работах проходы между однопостовыми источниками сварочного тока для сварки плавлением, резки, наплавки должны иметь ширину не менее 0,8 м., между многопостовыми источниками – не менее 1,5 м., расстояние от одно – и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Регулятор сварочного тока может размещаться рядом со сварочным трансформатором или над ним. Запрещается установка сварочного трансформатора над регулятором тока.
Запрещается производство электросварочных работ во время дождя и снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом.
При электросварочных работах в производственных помещениях рабочие места сварщиков должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При электросварочных работах в сырых местах сварщик должен находиться на настиле из сухих досок или на диэлектрическом ковре.
При электросварочных работах сварщик и его подручные должны пользоваться индивидуальными средствами защиты: защитной каской из токонепроводящих материалов, которая должна удобно сочетаться со щитком, служащим для защиты лица и глаз: защитными очками с бесцветными стеклами для предохранения глаз от осколков и горячего шлака при зачистках сварочных швов молотком или зубилом; рукавицами с крагами или перчатками, специальной одеждой из искростойких материалов с низкой электропроводностью, кожаными ботинками.
Пожаробезопасность
Причинами пожара при сварочных работах могут быть искры и капли расплавленного металла и шлака, неосторожное обращение с пламенем
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
горелки при наличии горючих материалов вблизи рабочего места сварщика.
Для предупреждения пожаров необходимо соблюдать следующие противопожарные меры: нельзя хранить вблизи от места сварки огнеопасные или легковоспламеняющиеся материалы, а также производить сварочные работы в помещениях, загрязненных промасленной ветошью, бумагой, древесными отходами;
Запрещается пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горючих жидкостей; нельзя выполнять сварку и резку свежевыкрашенных масляными красками конструкций до полного их высыхания;
Запрещается выполнять сварку аппаратов, находящихся под электрическим напряжением, и сосудов, находящихся под давлением.
Нужно постоянно иметь противопожарные средства – огнетушители, ящики с песком, лопаты, ведра, пожарные рукава и следить за их исправным состоянием, а также содержать в исправности пожарную сигнализацию; после окончания сварочных работ необходимо выключить сварочный аппарат, а также убедиться в отсутствии горящих или тлеющих предметов.
Изм.
Лист
№ докум.
Подпись
Дата
Лист
15.01.05
Руковод.
Белова И.Г
Консульт
Белова И.Г.
Студент
Гараев З.Г
Заключение
Лит.
Листов
ГАПОУ КамСК
им. Е.Н.Батенчука гр. 185
Список используемой литературы
1. Б. Д. Малышев, В. И. Мельник, И. Г. Гетия «Ручная дуговая сварка» Стройиздат, 2011 год, 320 стр
2. Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве – М Стройиздат, 2011 –377 с
3. Алешин Н. П. Щербинский В. Г. Контроль качества сварочных работ –М Высш школа, 2016 – 167 с
4. Безопасность производственных процессов/Под ред С В Белова – М Машиностроение, 2013 – 448 с
5. Блинов А. Н., Лялш К. В Организация и производство сварочно-монтажиых работ–М Стройиздат, 2013 –343 с
6. Думов С. И. Технология электрической сварки плавлением – Л Машиностроение, 2011 –468 с
7. Корольков П. М., Хананетов М. В. Современные методы термической обработки сварных соединений –М Высш школа, 2016 –182 с
8. Мусияченко В. Ф., Миходуй Л. Н. Дуговая сеарка высокопрочных легированных сталей – М Машиностроение, 2010 – 74 с.
9. Новиков О. В Охрана окружающей среды –М Высш школа, 2013 –287 с
10. Рыбаков В. М, Дуговая и газовая сварка – М Высш школа, 2016 – 127 с