ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Розбирання пресових з'єднань
Пресові з'єднання — це з'єднання циліндричних деталей з гарантованим натягом. Натяг створюється завдяки тому, що охоплювана деталь має зовнішній діаметр більший, ніж діаметр отвору охоплюючої деталі.
Втрата працездатності пресового з'єднання викликається ослабленням деталей в посадці і частіше за все у з'єднань, деталі яких відчувають при роботі ударне або циклічне навантаження. При ослабленні деталей в посадці в одному випадку відбувається наклеп, в іншому — проворот однієї деталі щодо іншої, який супроводжується зношуваням деталей, а в окремих випадках і задиром контактуючих поверхонь.
Ослаблення деталей в посадці можна визначити як за зовнішніми ознаками, так і іншими способами. Зовнішніми ознаками іноді служать зсув контрольних рисок, наприклад рисок на бандажі і колісному центрі, скупчення бруду у вигляді вала або іржі в місцях з'єднання.
У деяких випадках, ефективним виявляється обстукування молотком (акустичний спосіб). Іноді ослаблення посадки деталей в зібраних вузлах вдається знайти по їх зсуву (навкруги осі) при зміні напряму обертання вала. У процесі розбирання ослаблення посадки деталей можна помітити по зусиллю розпресовування, а після роз'єднання — по наявності наклепу, корозії, а також шляхом обміру діаметрів деталей.
Роз'єднання деталей пресових з'єднань можна вести трьома способами: холодним, гарячим і нагнітанням масла. При холодному способі використовують різні гвинтові та гідравлічні знімачі, пневматичні і гідравлічні преси (рис. 1.63).

Рис. 1.63 – Гвинтове пристосування для спресовування шестерні з вала
При гарячому способі охоплюючу деталь з'єднання швидко нагрівають тим або іншим шляхом, щоб вона розширилася і відбулося ослаблення посадки. Спосіб нагнітання масла полягає в тому, що в зону сполучення деталей подається масло під великим тиском.
Холодний спосіб використовується якнайменше, оскільки при його застосуванні не виключені випадки задиру поверхонь, що сполучаються. Крім того, повторюваність розбирання і складання з'єднання скорочується через втрату натягу унаслідок згладжування шорсткості поверхонь, що сполучаються. Тому коли деталь може бути випресована в обидві сторони, наприклад втулка верхньої головки шатуна дизеля або інша втулка без заплечиків в крізному отворі, її випресовують у напрямі запресовки. У цьому випадку, потрібне менше зусилля для роз'єднання і краще зберігаються мікронерівності на поверхнях деталей, що сполучаються. Як найкращі результати досягаються, коли пресові з'єднання роз'єднують гарячим способом або нагнітанням масла. При цьому, практично усувається тертя між деталями, а шорсткість поверхонь деталей, що сполучаються, зберігається, що дозволяє збільшувати повторюваність розбирання і збирання з'єднання. До гарячого способу вдаються тоді, коли охоплююча деталь має меншу масу, ніж охоплювана, або теплопровідність металу охоплюючої деталі вище, ніж у охоплюваної, наприклад, бандаж—центр колісної пари, алюмінієве колесо — сталевий вал ротора турбокомпресора, внутрішнє кільце буксового роликового підшипника — шийка осі колісної пари тощо.
Досконаліший спосіб розпресовування за допомогою нагнітання масла. При цьому способі масло під великим тиском 400МПа (4000 кГс/см2) подається до місця сполучення двох поверхонь. Розглянемо цей процес на прикладі розпресовування шестерні з вала якоря тягового електродвигуна. Шестерня як би спливає і знімається з вала. Для цього на валі тягового електродвигуна є горизонтальний уздовж осі і вертикальний отвори, по яких масло від масляного пресу подається на поверхню вала. На поверхні конуса в місці виходу вертикального отвору є кільцева проточка, яку і заповнює масло. При цьому способі корпус масляного насоса 1 (рис. 1.64) своєю різьбовою частиною вкручують в хвостовик вала якоря.
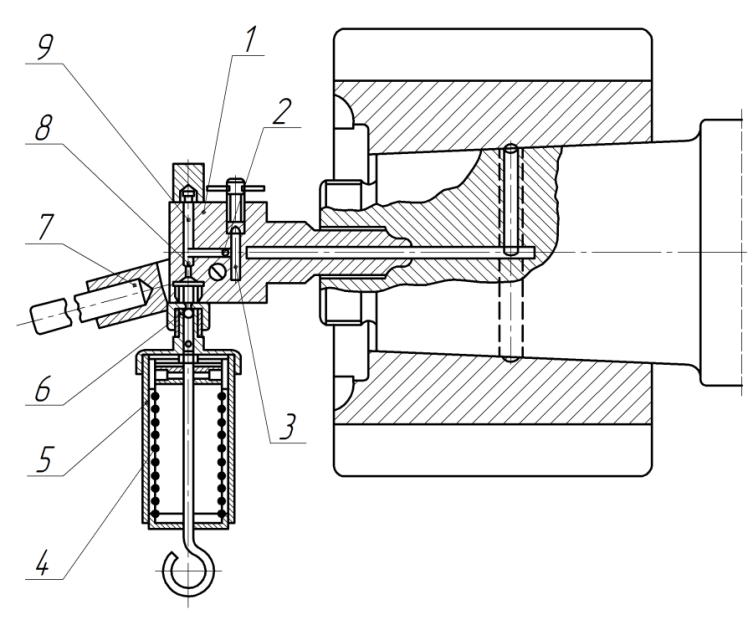
Рис. 1.64 – Масляний насос для розпресовування деталей з конусною посадкою
Рукояткою 7 переміщають вгору плунжер 9, і масло з резервуару 5 під дією пружини 4, відкривши клапан 8, поступає в простір під плунжером. При переміщенні плунжера вниз масло закриває клапан 8 і відкриває клапан 2 (насос створює тиск). Корпус резервуару 5 заздалегідь заповнений маслом, вкручують в штуцер 6. Голка 3 обмежує підйом клапана. Знімання шестерні за допомогою насоса високого тиску можна проводити при умові, якщо на конусі вала є спеціальна канавка і горизонтальне свердлення вала. Таку будову мають, практично, всі якоря тягових електродвигунів, за винятком невеликої кількості старих типів машин. Крім того, шестерня і конус вала повинні бути добре притерті і не мати рисок, пошкоджень поверхонь, через які може бути витікання масла. Обробка конуса, форма проточки кільцевої канавки повинні забезпечувати рівномірний розподіл тиску масла по всій поверхні.
Не нашли, что искали? Воспользуйтесь поиском: