ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
ЧАС ВИКОНАННЯ РОБОТИ. Самостійна підготовка – 2 година;
Самостійна підготовка – 2 година;
Робота в лабораторії – 4 акад. години.
5 ЛІТЕРАТУРА
Основна
5.1.1. Ремонт машин та обладнання. Підручник. /О.І. Сідашенко, О.А. Науменко, Т.С. Скобло, О.В. Тіхонов та ін.; За дер. проф. О.І. Сідашенка, О.А. Науменка. - 2-е вид. перероб. доп. – Х.: «Міськдрук», 2014. – 742 с.
5.1.2. Теоретические основи технологии ремонта машин: Учебник в 3-х т. / Сидашенко А.И., Науменко А.А., Скобло Т.С. [и др.]. Под ред. А.И. Сидашенко, А.А. Науменко. Том 1. (теория и технология производственных процессов ремонта машин). – Харьков: ХНТУСХ, 2005. – 590 с.
5.1.3. Практикум з ремонту машин. За ред. О.І.Сідашенка, О.В.Тіхонов. – Х.: ХНТУСГ, 2007. – 415с.
5.1.4.Ремонт сільськогосподарської техніки. Довідник. За ред. О.І.Сідашенка, О.А.Науменка. – К.:Урожай, 1992. – 304с.
5.1.5. Черновол М.И. Восстановление и упрочнение деталей сельскохозяйственной техники. – К.: УМК ВО, 1989. – 566 с.
5.1.5 Молодик Н.В., Зеленкин А.С. Восстановление деталей машин. Справочник. – М.: Машиностроение, 1989. – 489 с.
Додаткова
5.2.1. Технология ремонта машин. Учебник /Е.А. Пучин, В.С. Новиков, Н.А. Очковский [и др.]. Под ред. Е.А. Пучина. – М.: КолосС, 2007. – 488с.
5.2.2 Бабусенко С.М. Ремонт тракторов и автомобилей. – 3-е изд. Перераб. и доп. М.: Агропромиздат, 1997 – 351с.
5.2.3 Техническое обслуживание и ремонт тракторов Т-150, Т-150К различных модификаций с двигателями СМД, ЯМЗ, ДОЙТЦ. Под ред. А.И. Сидашенко, А.А Науменко. Харьков: СДП ФЛ Стороженко И.А., 2005, С. 280.
5.1.4 Ремонт сільськогосподарської техніки. Довідник / В.К. Аветисян, В.А. Бантковский, В.О. Дєєв та інші; За ред. О.І. Сідашенка, О.А. Науменка. – К.: Урожай, 1992. – 304 с.
5.1.5 Ремонт дизельних двигунів / За ред. Л.С. Єрмолова. – К.: Урожай, 1991 – 248 с.
6 ОСНАЩЕННЯ РОБОЧОГО МІСЦЯ
Обладнання, пристрої та інструменти: зварювальна машина (у комплекті із джерелом струму і зварювальними кліщами) К264; сушильна шафа типу Ш-0,05; робочий стіл з мідним покриттям (власного виготовлення); дриль електричний И-38Б; плита електрична; затискний пристрій фрикційних накладок до ведених дисків зчеплення ПИМ-1468-17-470 і накладки ПИМ-1468-17-490; набір слюсарного інструменту; стальна щітка; дерев'яний шпатель; индикатор годинникового типу 0-10 ГОСТ 577-68 на універсальному штативі; ваги і набір гир; термометр 0—100 °С ОПТ-3353; щітка № 6; свердла діаметром 3 і 4 мм; шліфувальна шкурка на тканинній основі Е5МІА № 16; кінцева фреза діаметром 4 мм; ємкість для епоксидної композіції.
Матеріали. Набір синтетичних матеріалів для ремонту сільськогосподарських машин ТУ 6-09-4090-80; епоксидна смола ЕД-16 ГОСТ 10587—93, дибутилфталат ГОСТ 8728—: 88; поліетиленполіамін ТУ 6-02-1237-85; синтетичний клей ВС-10Т ГОСТ 22345—77 або ВС-350; ацетон технічний ГОСТ 2768—84; розчинник № 647; полісульфідний каучук (тіокол) НВК-2; вінілокс; склотканина ВТУ № М814—59; залізний порошок ГОСТ 9849—86; алюмінієва пудра ПАК-1 ГОСТ 5494—95; чавунний порошок; портландцемент Б В.2.7-88-99; крем для гоління або мильний порошок.
7 ЗАГАЛЬНІ ПОЛОЖЕННЯ ТА ВКАЗІВКИ ДО ВИКОНАННЯ РОБОТИ
7.1 Загальні положення. Полімерні матеріали поділяються на термопластичні і термореактивні. Перші при нагріванні плавляться, а при охолодженні — твердіють. І хоч це не супроводжується реакціями і при повторному нагріванні вони повертаються у пластичний стан, їх фізико-механічні властивості погіршуються.
Термореактивні матеріали під дією тепла спочатку пом'якшуються і частково плавляться, а потім в результаті хімічних реакцій переходять у неплавкий (твердий і нерозчинний) стан (процес незворотний).
У ремонтному виробництві полімерні матеріали в основному застосовують для зарівнювання тріщин, пробоїн, раковин, вм'ятин, усунення інших дефектів на поверхні деталі, приклеювання фрикційних накладок і склеювання деталей, відновлення зношеного шару деталей, фіксації циліндричних і різьбових з'єднань, відновлення нерухомих з'єднань підшипників кочення, герметизації та ущільнення з'єднань спряжених деталей, виготовлення полімерних ремонтних деталей.
Відновлення деталей за допомогою полімерних матеріалів передбачає: підготовку поверхні деталі для нанесення полімерного матеріалу (механічну, хімічну, теплову); виготовлення композицій на основі полімерних смол (хімічну і теплову обробку полімерних матеріалів); нанесення полімерного матеріалу на відновлювану поверхню; затвердіння (полімеризацію); механічну обробку відновленої деталі.
7.2 Приклеювання фрикційних матеріалів виконують за допомогою клеїв ВС-10Т і ВС-350, які являють собою розчин синтетичних фенолформальдегідних смол в органічних розчинниках. У темному закупореному посуді вони можуть зберігатися до 6 місяців.
7.3 Зарівнювання тріщин і пробоїн. Найпоширеніші композиції на основі епоксидних смол. Їх рецептурний склад вибирають залежно від матеріалу ї деталі, що ремонтуються. Після введення в епоксидну композицію затвердника строк її придатності при кімнатній температурі не перевищує 30 хв.
Затвердіння відбувається при температурі 20—100 °С: без тиску і при кімнатній температурі — 72 год., при температурі 40 °С — 48, при 60 °С — 24, при 100 °С — 3 год. Пробоїни зароблюють внапусток або врівень (рис. 1).
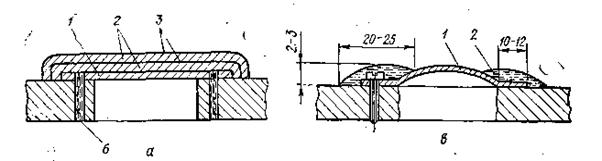
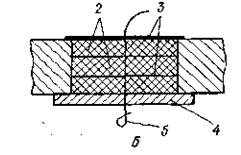
Рисунок 1- Зароблювання пробоїн у деталях епоксидною композицією:
а — внапусток; б— врівень (деталі тонкостінні); в — накладанням металевої накладки на гвинтах; 1 — металева накладка; 2 — епоксидна композиція; З — тканинна накладка; 4 — підтримуюча металева пластина; 5 — дріт; 6 — штифт.
7.4 Зароблювання тріщин клеєзварювальним способом. розроблений спосіб спрямовано на зарівнювання тріщин у чавунних базисних деталях. Він полягає у використанні двох технологічних методів з'єднання деталей: контактного точкового зварювання і склеювання. Поверхню деталі зачищають механічним способом та знежирюють. Кінці тріщини засвердлюють для запобігання її подальшому поширенню. Виготовляють стальну накладку із листової сталі. На підготовлену поверхню деталі наносять клейову композицію, поверхню стальної накладки знежирюють і встановлюють на клейову основу, а потім приварюють контактним точковим способом, який забезпечує формування з'єднання з границею міцності на розтяг 169—178 МПа. Зварювальний шов роблять не суцільний, а точками, які містяться одна від одної на однаковій відстані (рис. 2). Нагрівання відновленої поверхні, яке супроводжує точкове зварювання, поліпшує полімеризацію композиції, яка завершується через 5—6 год.
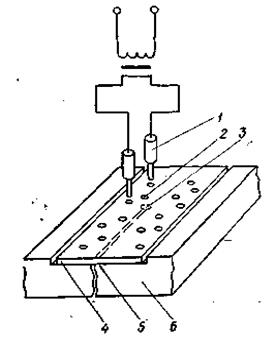
| Рисунок 2 - Схема зароблювання тріщин клеєзварювальним способом: 1 — зварювальні кліщі; 2 — зварювальна точка; 3 — тріщина; 4 — стальна накладка; 5 — клейовий прошарок; 6 — чавунна корпусна деталь |
7.5 Анаеробні клеї - це однокомпонентні матеріали, які твердіють при кімнатній температурі за умови відсутності контакту з киснем. Рідкий компонент затвердіння залишається неактивним до тих пір, поки він знаходиться у контакті з атмосферним киснем. Якщо клей позбавлений доступу атмосферного кисню, наприклад, при з'єднанні деталей, відбувається швидке затвердіння - особливо при одночасному контакті з металом. Це затвердіння може бути представлене таким чином: при припиненні надходження атмосферного кисню формуються вільні радикали під дією іонів металу (Cu, Fe), ці вільні радикали сприяють початку процесу полімеризації (див. рис. 3).
Капілярний ефект дозволяє проникати анаеробним клеям навіть в дуже маленькі зазори. Затверділа склеювальна речовина "уклинюється" в шорсткі поверхні деталей. Процес полімеризації також стимулюється контактом клеїв з металевими поверхнями, виступаючими як каталізатор. Оскільки пасивні матеріали мають нульовий або мінімальний каталітичний ефект, то для прискорення і досягнення остаточної полімеризації потрібні активатори. У таких випадках на одну або обидві склеювані поверхні заздалегідь наноситься рідкий активатор, а потім - склеювальна речовина. Наперед змішувати компоненти неактивного клею і активатора не можна.
Анаеробні клеї володіють наступними властивостями: дуже висока міцність, хороша термостійкість (від -50°C до +250 °C),· швидке затвердіння, легкість нанесення автоматичним дозатором, оскільки вони однокомпонентні, не потрібна фінішна обробка частин; допустима шорсткість поверхні 8 - 40 мкм (Ra), одночасний ефект герметизації і високої хімостійкості, хороша вібростійкість, хороша стійкість до динамічних навантажень при постійній дії кисню клей залишається в рідкому стані (1). При попаданні клеїв в зазор припиняється надходження кисню (2), пероксиди перетворюються у вільних радикали, вступаючи в реакцію з іонами металу. Вільні радикали стимулюють формування полімерних ланцюжків (3). Затверділий стан (4) є твердою структурою із зшитими полімерними ланцюжками.
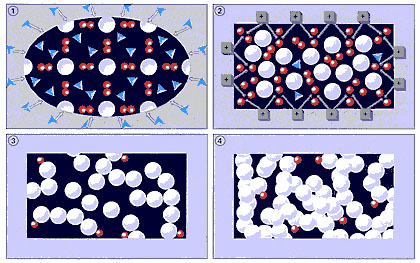
Рисунок 3 - Полімеризація клеїв при анаеробній реакції
Швидкість затвердіння анаеробних продуктів, головним чином, залежить від типу склеювання поверхонь, величини зазору між деталями
7.6 Анаеробні герметики Рідкі ущільнювачі, або анаеробні герметики використовуються для герметизації пор литва і зварних швів, ущільнення плоских роз'ємних з'єднань, фіксації гладких циліндричних з'єднань, а також контрення різьбових трубних з'єднань. Область застосування рідких ущільнювачів і фіксаторів украй широка: це і будівництво, і автомобільна промисловість, і ремонт різноманітного устаткування.
До групи фіксаторів і ущільнювачів відносяться анаеробні клеї, цианокрилатні клеї, силіконові герметики. Позитивні якості, якими володіють рідкі ущільнювачі і фіксатори, очевидні: це широкі можливості застосування, мінімальна витрата, стійкість до деформацій і повна герметизація. (Рис. 4). Технічні характеристики анаеробних клеїв наведені у додатку А.
| Рисунок 4 - Схема застосування анаеробних герметиків для різьбових з'єднань |
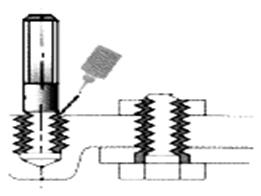
7.7 Анаеробні клеї для посадочних з'єднань (втулок, підшипників і ін.) Використовуються для фіксація ковзаючих з'єднань - підшипників, заглушок, шестерень, втулок і інших видів з'єднання металевих поверхонь(рис.5.).

| Рисунок 5 - Схема застосування анаеробних клеїв для посадочних місць |
Посадка з натягом при з'єднанні деталей вимагає дорогої механічної обробки з жорсткими допусками, важкого пресового устаткування. При збиранні виникають напруга, деформація валів, втулок, підвищується відсоток браку. Використання анаеробних герметиків (таблиця 1) дозволяє перейти на посадку із зазором, відмовитися від накатки валів при одночасному збільшенні межі міцності на зрушення.
Таблиця 1- Технічні характеристики анаеробних клеїв для посадочних місць
| Марка | УГ-7 | УГ-8 | УГ-9 | АН-103 | АН-111 | АН-112 | АН-6В | |
| Максимальный зазор, мм | 0.1 | 0.35 | 0.2 | 0.2 | 0.25 | 0.15 | 0.3 | |
| Температура, оС | -60....+150 | -60...120 | -60....+150 | -60....+175 | -60....+150 |
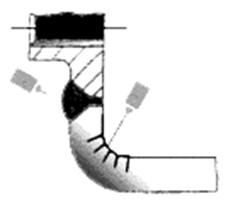
7.8 Анаеробні клеї для фланцевих з'єднань і трубних різьб. Звичайні засоби ущільнення (механічні, пристосування з металу, гуми і ін.), як правило, виготовляються із дефіцитних матеріалів, вимагають великих витрат праці і засобів. Вони часто виявляються технічно непридатними: руйнуються під дією вібрації і навантажень, розчиняються в агресивних рідинах, забруднюють робоче середовище. Анаеробні герметики в чистому (матеріалом ущільнювача є тільки анаеробний герметик) або комбінованому (при нанесенні складу на металеву прокладку) вигляді забезпечують ущільнення, що витримує тиск газів до 40, рідин до 60 МПа, трясіння, вібрацію(Рис.6, Таблиця 2.ДОДАТОК Б).

| Рисунок 6 - Схема ущільнення трубних різьб і фланцевих з'єднань анаеробними клеями |
Таблиця 2- Технічні характеристики анаеробних клеїв що використовуються для трубних різьб та фланцевих з'єднань
| Марка | АН-501 | АН-8 | АН-8К | АН-17 | АН-17М | АН-18 | |
| Максимальний зазор, мм | 0.2 | 0.15 | 0.15 | 0.1 | 0.1 | 0.1 | |
| Температура, оС | -60....+150 |
7.9 Акрилові клеї. Клеї призначені для склеювання і герметизації плоских і гладких циліндричних з'єднань. Акрилові клеї відрізняються великою швидкістю затвердіння і високою міцністю при відриві (таблиця 3, таблиця 4).
Застосовуються для склеювання різних матеріалів: металу, стекла, багатошарового скла, кераміки, пластмаси.
Клеї є в'язкі однорідні рідини, здатні тривалий час залишатися в початковому стані, а.присутності кисню повітря і швидко твердіють у вузькому зазорі між склеюваними поверхнями з утворенням міцного клейового з'єднання.
Таблиця 3- Технічні характеристики акрилових клеїв
| Марка | АН-103 | АН-111 | АН-105АБ | АН-106АБ | АН-110АБ | Квант-401 |
| Час схоплювання | 15 - 20 хв. (10 - 20 с з активатором) | 5 - 10 хв. | 2 - 3 хв. | 2 - 3 хв. | 15 - 90 с | 10 - 20 с (УФ-опромі-нювання) |
| Міцність при відриві, МПа | 5 (метал-з склом) | |||||
| Температура експлуатації, оС | -60....+120 | -60....+150 | -60....+150 | -60....+175 | -60....+150 | -40....+80 |
Таблиця 4 - Цианакрілатні клеї швидкого затвердіння
| Марка | ТК-200 | ТК-201 | МИГ | КМ-200 | ТК-300 |
| Час схоплювання хв, не більш | |||||
| Межа міцності при відриві, МПа | |||||
| Температура експлуатації, оС | -60....+125 | -60....+125 | -60....+100 | -60....+100 | -60....+200 |
7.10 Просочуючі сполуки для ліквідації течі в зварних швах, литві, прокаті, металокераміці Анаеробні герметики застосовуються для усунення мікродефектів (пор, тріщин) в місцях зварювання деталей, виготовлених з прокату, литва або пресуванням. Для цієї мети використовуються низьков´язкі герметики (в'язкість 10 - 20 мпа). За наявності дефектів більше 0,07 мм можливе комбіноване просочення. Вироби, заздалегідь просочені низьков´язким герметиком, ущільнюються додатково герметиком з в'язкістю до 200 мпа (Рис.7, таблиця 5).
| Рисунок 7- Просочення пористого литва, пресованих виробів |
Таблиця 5 -Технічні характеристики анаеробних герметиків які застосовуються для усунення мікродефектів
| Марка | АН-ПК80* | АН-1 | АН-1У | ДН-1 | АН-50У | АН-260 | |
| Максимальний зазор, мм | 0,1 | 0,1 | 0,1 | 0,15 | 0,1 | 0,15 | |
| Температура, оС | -60....+150 | -60....+200 |
Примітка: * Твердіє при 95 - 120 оC
7.11 Еластоміри Для відновлення гумової поверхні, а також усунення її дефектів використовують еластоміри. Найбільш зрозуміле пояснення слову "еластоміри" дає тлумачний словник: це полімери, що володіють при звичайних температурах високоеластичними властивостями, тобто, здібні до величезних оборотних деформацій розтягування. Типові еластоміри - каучук і гума. Ті ж еластоміри, про які ми говоримо, є двокомпонентними ("база" - "затверджувач") рідкими (90ф, 75ф) матеріалами і тиксотропними пастоподібними (90т, 75т) матеріалами на основі гуми хімічного затвердіння з каучуковими і волоконними наповнювачами. Завдяки своїй будові, еластомери дуже швидко повертаються в початковий стан - тобто, володіють великою еластичністю. Саме тому еластоміри широко використовуються, коли потрібне відновлення устаткування: обгумування, виготовлення (відливання) нестандартних форм ущільнень і прокладок, відновлення гумових валів і ланок, гумованих поверхонь циліндрів насосів і роторів.
Еластоміри відносяться до матеріалів багатоцільового призначення. Крім вже вказаних функцій: відновлення устаткування, ремонт устаткування, обгумування і т.д., полімери даної групи також можуть використовуватися як захисне покриття. Вони стійкі і до високих температур, і до хімічної дії: хімічна стійкість є однією з головних характеристик еластомерів. Крім цього, еластомери прості в застосуванні - головне, правильно підготувати поверхню, на яку наноситиметься еластомір. Рідкі еластомери наносяться кистю, пастоподібні - шпателем, причому, наносяться тільки на ретельно очищену і знежирену поверхню, на якій не повинно бути ніяких домішок. Після нанесення еластомери висихають приблизно за 20 хвилин
7.12 Сучасні тенденції щодо застосування полімерних матеріалів
У теперішній час окрім традиційних способів використання полімерних матеріалів їх застосовують при відновлення кульових з'єднань за технологією SJR (Додаток Д), ремонті автостекол (Додаток Е), при виготовлені деталей з високими антифрикційними якостями (Додаток Ж) та якості плівкових клеїв (Додаток З).
Не нашли, что искали? Воспользуйтесь поиском: