ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Глава 2. Технологическая часть. Расчет потоков (процессов)
2.1. Выбор методов обработки и оборудования
В основу выбора методов обработки и оборудования должны быть положены: требования НТД, использование прогрессивных методов обработки и оргтехоснастки, позволяющих повысить качество проектируемого изделия при сокращении затрат времени на обработку.Выбор методов обработки и оборудования должен быть увязан с назначением проектируемого изделия, технологическими и физико-химическими свойствами применяемых материалов. Методы обработки основных узлов изделия представляют в виде сборочных схем с указанием последовательности выполнения операций путем цифровой нумерации.
Характеристика рекомендуемого оборудования, оборудования для выполнения влажно-тепловой обработки и средства оргтехоснастки должны быть представлены в табличной форме (таблицы 5. 6, 7)
Таблица 5
| Модель | Тип ткани | Тип стежка | Длина стежка мм | Частота вращения главного вала об/мин | Номер иглы |
Таблица 6
| Модель | Температура Нагрева | Мощность | Время нагрева | Масса,кг | Номер иглы | |||
| Таблица 7 | ||||||||
| Наименование приспособления | Класс швейной машины | Область применения | Рисунок | |||||
Пример оформления раздела «Выбор методов обработки»
Обработка бокового прорезного кармана с листочкой
с настроченными концами
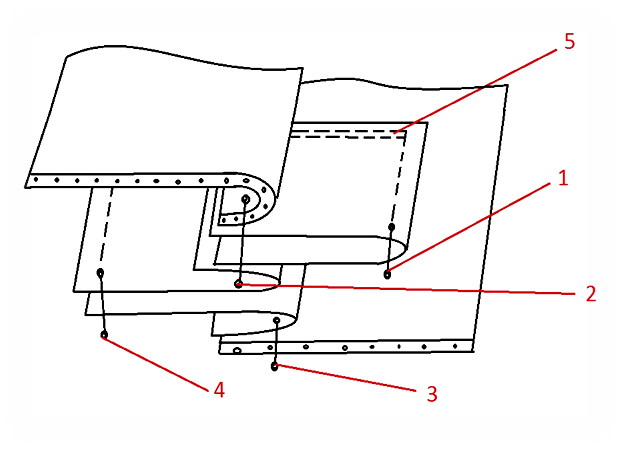 1- Настрачивание отделочной строчки по листочке
1- Настрачивание отделочной строчки по листочке
2 – Притачивание листочки и подкладки к основной детали
3- Притачивание 2й части подкладки к основной детали
4- Стачивание деталей подкладки с одновременным закреплением концов кармана
5- Настрачивание концов листочки на основную деталь
2. 2. Составление технологической последовательности обработки
проектируемого изделия
Технологическая последовательность обработки проектируемого изделия составляется в виде таблицы, в которой указаны технологические операции, составляющие процесс изготовления данного изделия, специальность или вид работ (обозначаются заглавными буквами Р- ручные работы, М- машинные, У- утюжильные, ПР- прессовые, П/а- полуавтоматы). Разряд операции определяется по тарифно - квалификационному справочнику. Затрата времени определяется по отраслевым нормативам. В графе «оборудование, инструменты и приспособления» указывается страна производитель, фирма, класс оборудования, виды и номера приспособлений для выполнения технологических операций (оргтехоснастка). В итоге подсчитывается общая затрата времени на изготовление изделия в секундах (Тд.) Также в курсовой работе представлен граф, который дает наглядное графическое представление о последовательности выполнения технологических операций при пошиве изделия, выявляет все недостатки и неточности табличной формы составления последовательности. Для построения графа необходимо выделить основную сборочную единицу (деталь), к которой предполагается прикреплять остальные сборочные
единицы. За основную сборочную единицу, как правило, принимают ту,
которая имеет наибольшее число связей со всеми другими сборочными единицами. Граф строится отдельно по заготовительной и монтажной секции.
Таблица 8
Технологическая последовательность обработки швейного изделия
| № п/п | Наименование операций, узла обработки | Специальность (вид работ) | Разряд | Затрата времени С. | Оборудование, инструменты, приспособления |
2.3.Предварительный расчет технологического потока (процесса)
Цель предварительного расчета потока состоит в том, чтобы на
начальной стадии проектирования на основе анализа исходных данных и показателей работы потока произвести размещение его в цехе, определить наиболее целесообразные и эффективные формы организации потока. При расчете определяют следующие основные параметры потока:
· такт потока Ʈ - средняя затрата времени на выполнение организационной операции, с, рассчитывается по формуле: Ʈ = Т/N, где Ʈ – такт потока, с; Т – затрата времени на изготовление изделия
· (трудоемкость), с; N – количество рабочих в потоке, чел; или Ʈ=R/М, где R – продолжительность смены, 28800 с, М – мощность потока (выпуск изделий в смену), ед.
· выпуск изделий в смену М (мощность потока), ед. рассчитывается по формуле: М= R/ Ʈ, ед.
· количество рабочих в потоке N, чел., рассчитывается по формуле: N= Т/ Ʈ, чел., или N= ТМ/R, или N= S/Sн, где S – площадь потока м2, Sн – норматив площади, м2 на одного рабочего с учетом проходов, проездов
· для транспортных средств, вспомогательного оборудования. Величина Sн зависит от вида ассортимента, мощности потока, организационной формы потока. Значения Sн приведены в таблице
Таблица 9
Типовые нормы площади на одного
производственного рабочего швейного цеха, м2
| Группа изделий | Поток неконвейерный | ||
| Секция | Всего по потоку | ||
| Заготовительно-монтажная | ВТО и отделки | ||
| Пальто, полупальто,мужские, женские и для мальчиков | 7,2 | 7,8 | |
| Пальто для мальчиков и девочек дошкольного и ясельного возраста | 5,8 | 6,6 | |
| Костюмы мужские шерстяные, женские и для мальчиков-школьников | 6,1 | 6,8 | |
| Платья, блузки женские, сорочки мужские и детские | 5,4 | 6,1 | |
| Плащи мужские, женские, детские | 6,2 | 6,2 | 6,25 |
| Рабочая и бытовая многокомплектная одежда | 6,5 | 6,5 | 6,5 |
| Белье, корсетные изделия | 4,8 | 5,3 |
· Количество рабочих мест в потоке Крм – рассчитывается по формуле: Крм= N Кср, где Кср – коэффициент, характеризующий среднее количество рабочих мест в потоке, приходящих на одного рабочего.
Для выполнения предварительного расчета потока необходима затрата
времени на изготовление изделия Т, которая берется из технологической последовательности и задания на проектирование, которое может быть задано одним из параметров потока (Ʈ, М, N,S).
2.4.Комплектование технологических операций
Деление технологического процесса на операции, согласованные по времени выполнения, называют комплектованием операций. Комплектование операций осуществляется последовательным подбором и объединением одной или нескольких технологических операций в организационные с затратой времени, равной или кратной такту. В связи с тем, что технологические операции значительно различаются между собой по
продолжительности, по виду применяемого оборудования, скомплектовать
их в организационные с равной или кратной такту продолжительности времени невозможно. Опытным путем установлено, что отклонение расчетной затраты времени на выполнение организационной операции t р от такта может составлять от  5 до 10 %. Эти отклонения носят название условий согласования.
5 до 10 %. Эти отклонения носят название условий согласования.
Расчетную затрату времени на выполнение организационной операции определяют:
Для конвейерных потоков  Ʈ(0,95 – 1,05) К
Ʈ(0,95 – 1,05) К
Для групповых потоков Ʈ(0,90 – 1,1) К,где
(0,95 – 1.05) и (0,9 - 1,1) – коэффициенты, определяющие допускаемые отклонения расчетной затраты времени на операцию от такта в потоках со строгим и свободным ритмом. В потоках со свободным ритмом
допускается до + 20%; К – количество рабочих, занятых на выполнение одной организационной операции (целое число).
При комплектовании операций кроме основного условия комплектования
должны быть соблюдены основные производственные требования.
1.Сохранние технологической последовательности обработки изделия (иногда допускается нарушение последовательности, если это не ведет к ухудшению качества изделия).
2.Объединение технологических операций одинаковых по виду работ и типу применяемого оборудования(допускается объединять ручные работы (если для их выполнения не требуется рабочее место)со всеми видами работ; операции на швейных машинах различных классов.
Выполненное комплектование входит в содержание технологической схемы потока и оформляется в табличной форме.
Таблица 10
2.5.Технологическая схема одномодельного потока
Наименование изделия______________ Такт потока, с_________________
Расчетный выпуск в смену, ед.________ Время изготовления изделия,с____
Количество рабочих в потоке_________
| Номер органи- зационной операции | Номер техноло- гической операции | Содержание технологических операций | Вид работ | Разряд работ | Норма времени с | Нормаввыра ботки за сме ну,шт | Рас ценка за ед руб. | Кол-во рабочих | Обо рудо вание | |
| Рас четное | Фак тическое | |||||||||
Номер организационной операции проставляется последовательно в возрастающем порядке; номер технологической операции соответствуетномеру операции в технологической последовательности; содержание организационной операции состоит из описания технологических операций, вошедших в данную организационную операцию.
Специальность указывают по виду выполняемых работ.
Разряд работы устанавливается по тарифно-квалификационному справочнику и указывается по каждой технологической операции. Разряд по организационной операции, если разряды технологических операций разные, не указывается.
Норма времени на выполнение организационной операций складывается из суммы времени на выполнение технологических операций.
Норма выработки за смену определяется делением продолжительности рабочей смены на время выполнения организационной операции.
Нвр.=R/tр R=28800с время смены (с) 13
tp время операции (с)
Расценка по организационной операции определяется умножением секундной тарифной ставки на норму времени выполнения операции. Если организационная операция состоит из нескольких технологических, то расценка по организационной определяется путем суммирования расценок технологических операций, входящих в состав организационной.
Р = С t, С – секундная тарифная ставка соответствующего разряда (руб.)
t – время выполнения технологической операции (с)
Расчетное количество рабочих определяется делением времени выполнения организационной операции на такт потока.
Np = t/ Ʈ, где t – время выполнения организационной операции потока (с)
Ʈ - такт потока (с)
Фактическое количество рабочих определяют путем округления
расчетного количества рабочих до целого числа.
В графе «Оборудование» указываются страна производитель, фирма, класс оборудования, приспособления.
В конце технологической схемы подводятся итоги по следующим графам: 6, 7,8. 9. 10. Итоги определяются путем суммирования числовых значений организационных операций.
2.6. Сводная таблица численности рабочих
по специальностям в потоке
Таблица 11
Наименование изделия______ Такт потока__________________________
Выпуск в смену, ед._________ Количество рабочих в потоке___________
| Разряд | Норма времени на обработку по специальности, с | Количест рабочих N | Сумма Разрядов Ʃr | Тарифный коэффиц. Q | Сумма тарифных коэффиц. Ʃ Q | |||||
| М | С/М | Р | У | П | Общ. Т | |||||
| Итого по специал: | ||||||||||
| время | - | |||||||||
| Кол-во рабочих | - | |||||||||
| Удел.вес Кол.рабоч | - |
Графы 1, 2, 3, 4, 5, 6 заполняются по данным технологических операций технологической схемы потока. Расчетное количество рабочих данного разряда Ni (графа 8) определяется по формуле Ni= Ti/ Ʈ, где Тi – затраты времени на работы данного разряда, Ʈ - такт потока. Итоговое количество рабочих по специальностям должно соответствовать данным технологической схемы. Сумму разрядов Ʃr определяют как произведение разряда (графа 1) на количество рабочих данного разряда (графа 8). Сумму тарифных коэффициентов определяют как произведение тарифного коэффициента (графа 10) на количество рабочих данного разряда (графа 8). Удельный вес количества рабочих по специальности определяют из отношения количества рабочих, занятых на работах данного вида, например ручных, к общему количеству рабочих потока, умноженному на 100. Тарифный коэффициент устанавливается в соответствии с каждым разрядом
| подкладка |
| полочка |
| спинка |
| рукава |
| воротник |
Заключение
В выводе кратко излагаются результаты выполненной работы, обосновывается новизна и конкурентоспособность разработанной модели, рациональность её конструктивного решения, выбранных методов обработки и оборудования, эффективность выполненной работы, умение использовать современные информационные системы в будущей практической деятельности
Не нашли, что искали? Воспользуйтесь поиском: