ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Технология производства стали
Технология плавки состоит из окислительного периода и периода внепечной обработки. Основное производство быстрорежущих, конструкционных, инструментальных, нержавеющих, трансформаторных, жаропрочных, подшипниковых сталей базируется на использовании дуговых сталеплавильных печей.
Технологическая схема приведена на рисунке 1.
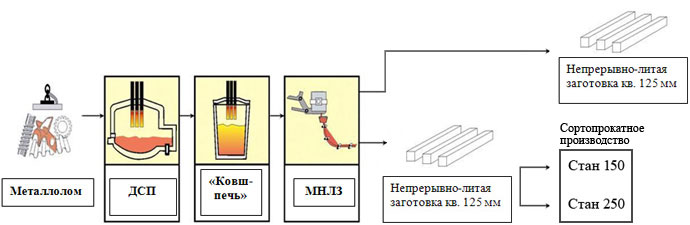
Рисунок 1 - Технологическая схема производства
Плавка состоит из периодов:
1) заправка печи;
2) загрузка шихты;
3) плавление;
4) окислительный период;
5) выпуск металла;
6) период внепечной обработки.
Заправка заключается в том, что после выпуска плавки на поврежденные участки набивки пода или на всю ее поверхность забрасывают магнезитовый порошок (иногда порошок с добавкой пека или смолы), что позволяет поддерживать постоянной толщину изнашивающегося слоя набивки. Заправку ведут вручную и с помощью различных заправочных машин. Одна из них состоит из бункера, под которым имеется горизонтально расположенный вращающийся диск; машину опускают сверху в открытую печь и высыпающийся из бункера порошок разбрасывается диском по окружности. Длительность заправки 10 – 20 мин.
Загрузка шихты. Печь работает с загрузкой шихты сверху. Свод печи вместе с электродами поднимается над печью, и отводится в сторону на угол 80о, открывая при этом рабочее пространство печи. Затем в печь с помощью крана опускают бадью шихтой. Вся шихта загружается в один – два приема, длительность загрузки составляет 5 – 10 минут, в зависимости от объема загружаемой шихты, одной или двумя бадьями.
Плавление. После окончания завалки электроды опускают почти до касания с шихтой и включают ток. Под действием высокой температуры дуг шихта под электродами плавится, жидкий металл стекает вниз, накапливаясь в центральной части подины. Электроды постепенно опускаются, проплавляя в шихте «колодцы»и достигая крайнего нижнего положения. В дальнейшем по мере увеличения количества жидкого металла электроды поднимаются.
Плавление ведут при максимальной мощности трансформатора. Когда электроды проплавят в шихте три «колодца», свод и электроды приподнимают, печь поворачивают сначала в одну сторону на 40°, проплавляют колодцы в новых местах, а затем поворачивают печь в другую сторону на 80°. Таким образом, проплавляют девять колодцев.
В период плавления необходимо обеспечить раннее образование шлака, предохраняющего металл от насыщения газами и науглероживания электродами. С этой целью, если в завалку не давали известь, в проплавляемые электродами колодцы несколькими порциями присаживают известь (1 – 3 % от массы металла).
Во время плавления происходит окисление составляющих шихты, формируется шлак, происходит частичное удаление в шлак фосфора и серы. Окисление идет за счет кислорода воздуха, окалины и ржавчины, внесенных металлической шихтой. За время плавления полностью окисляется кремний, 40 – 60 % марганца, частично окисляется углерод и железо. Для ускорения плавления иногда применяют газокислородные горелки, вводимые в рабочее пространство через свод или стенки печи. За счет тепла, выделяющегося от сжигания газа, сокращается длительность плавления и расход электроэнергии (на 10 – 15 %). С этой же целью часто применяют продувку кислородом, вводимым в жидкий металл после расплавления 3/4 шихты с помощью фурм или стальных футерованных трубок. Окисление железа, а также марганца, кремния и других примесей металла газообразным кислородом протекает с выделением значительного количества тепла, которое ускоряет расплавление лома. При расходе кислорода 4 – 6 м3/т длительность плавления сокращается на 10 – 20 мин.
Продолжительность периода плавления определяется в первую очередь мощностью трансформатора и составляет от 60 до 120 мин.
Окислительный период. Задачи окислительного периода плавки:
а) уменьшить содержание в металле фосфора до 0,01 – 0,015 %;
б) уменьшить содержание в металле водорода и азота;
в) нагреть металл до температуры, близкой к температуре выпуска (на 120 – 130 °С выше температуры ликвидуса;
г) окислить углерод до нижнего предела его требуемого содержания в выплавляемой стали. Особо важную роль в этом периоде играет процесс окисления углерода, поскольку с образующимися при этом пузырями СО удаляются растворенные в металле водород и азот, и пузыри вызывают перемешивание ванны, ускоряющее нагрев металла и удаление в шлак фосфора.
Окисление примесей ведут, используя железную руду (окалину) и технического кислорода.
Окислительный период начинается с того, что из печи сливают 65 – 75 % шлака, образовавшегося в период плавления. Шлак сливают не выключая ток, наклонив печь в сторону рабочего окна на 10 – 12°. Слив шлака производят для того, чтобы удалить из печи перешедший в шлак фосфор. Удалив шлак, в печь присаживают шлакообразующие: 1 – 1,5 % извести и при необходимости 0,15-0,25 % плавикового шпата, шамотного боя или боксита. В течение всего окислительного периода идет дефосфорация металла по реакции:
2[P]+5(FeO)+3(CaO) = (ЗСаО  P2O5)+5Fe+767290 Дж/моль.
P2O5)+5Fe+767290 Дж/моль.
Окислительный период заканчивается тогда, когда углерод окислен до нижнего предела его содержания в выплавляемой марке стали (0,035), а содержание фосфора снижено до 0,010 – 0,015 %. Окислительный период длится от 30 до 90 мин.
Период внепечной обработки
Задачами периода являются:
а) раскисление металла;
б) удаление серы;
в) доведение химического состава стали до заданного;
г) корректировка температуры.
Задачи решаются параллельно в течение всего периода внепечной обработки; раскисление металла производят одновременно осаждающим и диффузионным методами. После удаления окислительного шлака в ковш присаживают ферромарганец в количестве, необходимом для обеспечения содержания марганца в металле на его нижнем пределе для выплавляемой стали (0,8 %), а также ферросилиций из расчета введения в металл 0,10 – 0,15 % кремния и алюминий в количестве 0,03 – 0,1 %. Эти добавки вводят для обеспечения осаждающего раскисления металла и легирования стали. Так как марганец обладает большим сродством к кислороду, чем железо, то металл легируют марганцем после слива окислительного шлака в начале восстановительного периода. Далее наводят шлак, вводя в печь-ковш известь, плавиковый шпат и шамотный бой в соотношении 5:1:1 в количестве 2 – 4 % от массы металла.
В шлаке протекают следующие реакции раскисления:
(FeO) + С = Fe + CO; 2(FeO) + Si = 2Fe + (SiO2) и т.п.
По мере диффузионного раскисления постепенно уменьшается содержание FeO в шлаке и пробы застывшего шлака светлеют, а затем становятся почти белыми. Белый цвет шлака характеризует низкое содержание в нем FeO. При охлаждении такой шлак рассыпается в порошок. Во время периода внепечной обработки успешно идет десульфурация, что объясняется высокой основностью шлака (CaO/SiО2 = 2,7 – 3,3) и низким (< 0,5 %) содержанием в нем FeO, обеспечивающими сдвиг равновесия реакции десульфурации
[S] + Fe + (СаО) = (CaS) + (FeO)
вправо (в сторону более полного перехода серы в шлак). Коэффициент распределения серы между шлаком и металлом (S)/[S] составляет 20 – 60.
Длительность периода внепечной обработки составляет 40 – 100 мин. За 10 – 20 мин до выпуска проводят корректировку содержания кремния в металле до 0,60 – 0,90 %, вводя в печь кусковой ферросилиций. Для конечного раскисления за 2 – 3 мин. до выпуска в металл присаживают 0,4 – 1,0 кг алюминия на 1 т стали, расход алюминия в этих пределах возрастает при снижении содержания углерода в выплавляемой стали. Общая длительность плавки колеблется в пределах от 3 до 5 часов.
Не нашли, что искали? Воспользуйтесь поиском: