ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Требования к изготовлению текстильного стропа
3.3.1. Соединение концов лент следует выполнять сшивкой нитями.
3.3.2. Ветви ле нточных стропов должны изготавливаться из лент одного материала. Сращивание лент из различных материалов, разной ширины, конструкции и разных предприятий-изготови телей не допускается.
3.3.3. Для предохранения лент стропа от истирания они мог ут быть обшиты защитными оболочками, состоящими из кожи, тка ни или другого материала, обеспечивающего дополнительную защиту лент, но не оказывающего влияния на разрывное усилие ст ро па (приложение 7).
Допускается обшивать материалом, препятствующим истиранию, также несущую часть петли стропа.
3.3.4. Петли стропа, получаемые при сшивании свободных концов лент, могут быть следующих типов:
1) плоская петля: петля, получаемая посредством пришивания ленты, повернутой без скручивания (рис. 5);
2) скрученная петля: петля, полученная посредством приш и вания свободного конца ленты [предварительно повернутого на 180° так, что лицевая сторона ленты ложится на изнаночную (рис. 6)] к основной ленте;
3) сложенная петля: петля, полученная путем сложения вдво е той части ленты, которая образует петлю. Такая петля вдвое уже ленты и позволяет применять широкий строп для навески его на крюк грузоподъемной машины. Обе кромки ленты после сложения могут быть совмещены и сшиты между собой (рис. 7а) или сложены на ленте и прошиты (рис. 7б).
Сложенная петля может быть снабжена «оболочкой», например, из кожи или ткани для лучшей защиты ленты от повреждений.
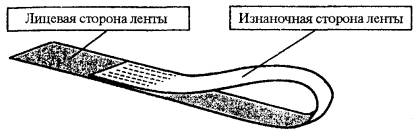
Рис. 5. Плоская петля стропа
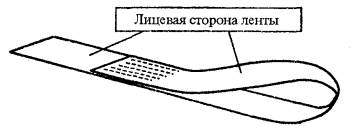
Рис. 6. Скрученная петля стропа
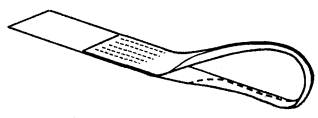
Рис. 7а. Сложенная петля - исполнение «А»

Рис. 7б. Сложенная петля - исполнение «Б»
3.3.5. Швы, несущие нагрузку, должны иметь суммарную проч ность не ниже разрывного усилия стропа в целом.
3.3.6. Швы должны быть сделаны на швейной машине закр ы ты м стежком. Повреждения нитей лент (проколы), вы званные иглой при сшивке, не должны оказывать значительного воздей ствия на разрывное усилие стропа в целом, а при испытаниях стро па с семикратной нагрузкой не должно происходить разрушения стропа по швам и местам прохождения стежков.
3.3.7. Швы должны быть плоскими и охватывать ленту на всю толщину таким образом, чтобы ни одна часть стежка нити не о т делялась от поверхности. Соединение стежков не должно быть видимым ни на одной из сторон ленты.
3.3.8. Стежки не должны касаться или повреждать край и должны располагаться в 2 - 4 мм от края для лент толщиной до 10 мм и 4 - 8 мм от края для лент большей толщины.
3.3.9. Стежки должны начинаться и кончаться рядом так наз ы ваемой изнаночной строчки длиной не менее 25 мм. Допускается один дефект в шве длиной 100 мм, например пропущенный сте жок, разорванная нить и т.д., при этом каждый подобный дефект должен обязательно компенсироваться изнаночной строчкой длиной не менее 25 мм.
3.3.10. Концы разрезанной ленты должны быть обработаны таким образом, чтобы избежать распускания, расслоения. Допус кается не обрабатывать концы ленты в случаях, если лента предварительно была пропитана раствором, предохраняющим нити от распускания и расслоения. Разрешается концы ленты опл авлять и ли обшивать нитью через край. Концы, оплавленные при нагреве, не должны повреждать нити ленты и обшиваться нитью через край.
3.3.11. Длина петли L должна быть не менее следующих размеров (рис. 8):
100 мм - для лент шириной до 35 мм;
тройной ширины ленты - для лент шириной от 50 до 15 0 мм;
2,5 ширины ленты - для лент шириной более 150 мм.
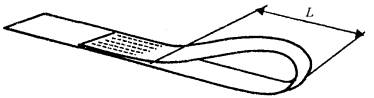
Рис. 8. L - длина петли стропа
3.3.12. Изготовление сшивок лент стропа.
3.3.1 2.1. Требования данного подраздела распространяются только на сшивку параллельных лент по длине стропа и не распространяются на сшивку (заделку) концов стропа.
3.3.1 2.2. Количество необходимых швов по длине лент определяется в зависимости от ширины ленты. Для лент шириной до 50 мм используется дву хш овная сшивка с размерами, указанными на рис. 9.
Рис. 9
Форма сечения каждой из сшиваемых лент аналогична приведенному в правой части рис. 10.
Для лент шириной от 50 до 10 0 мм включительно используется трехшовная сшивка с размерами, указанными на рис. 10.
3.3.13. Изготовление сшивок концов лент1.
1 Короткими стрелками на рисунках данного подраздела показаны направления наложения швов.
3.3.1 3.1. Требования данного подраздела распространяются только на сшивку (заделку) концов стропа.
3.3.1 3.2. Поперечные швы не допускаются.
3.3.1 3.3. Для лент любой ширины могут применяться прямые продольные швы с размерами, указанными на рис 12.
Для лент шириной более 100 мм используется пятишовная сшивка с размерами, указанными на рис. 11.

Рис. 10
3.3.13.4. Для лент шириной свыше 50 мм могут применятьс я зигзагообразные и волнообразные швы с числом проходов, кратным отношению ширины ленты к размеру «5 мм». Такие типы швов рекомендуется применять для стропов длиной более 10 м, а также для стропов большой (свыше 2 т) грузоподъемности.
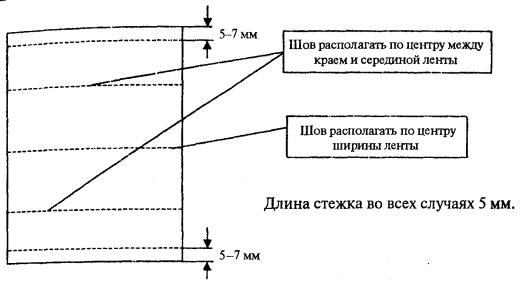
Рис. 11
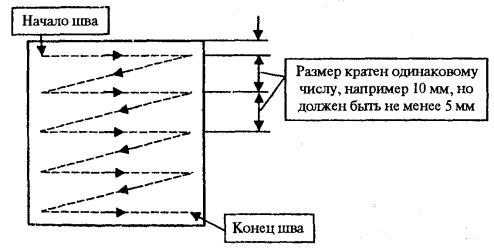
Рис. 12
3.3.1 3.5. Зигзагообразные и волнообразные швы применяют для и зготовления стропов из эластичного и мягкого материала (н априм ер, капрона).
3.3.1 3.6. Примеры конструктивного выполнения зигзагообразных и в олнообразных швов приведены на рис. 13 и 14.
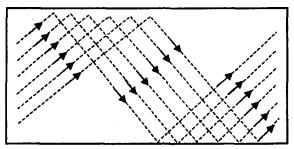
Рис. 13. Зигзагообразные швы

Рис. 14. Волнообразные швы
3.3.1 4. Формирование петель на конце (на концах) стропа.
3.3.14.1. Формирование петель на конце (на концах) с т ропа производится одним из приведенных ниже способов в зависимости от ширины и толщины лент.
3.3.14.2. Петли с шириной ленты более 50 мм и толщиной в одну ленту складываются вдвое вдоль ленты (согласно принципам, приведенным на рис. 7а и 7б настоящего РД), прошиваются не менее чем двумя швами и при необходимости дополнительно обшиваются прочной тканью.
3.3.1 4.3. Петли стропов, состоящие из двух лент и более, изготавливают одним из способов, приведенных на рис. 5 и 6. Петли в этих случаях допускается не обматывать и не обшивать прочной тканью.
Не нашли, что искали? Воспользуйтесь поиском: