ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Условные обозначения пайки и склеивания
| Знак | Применение | Обозначение |

| Швы, выполненные пайкой | 
|

| Швы, выполненные склеиванием | 
|
Если швы выполняются припоями или клеями (табл. 2.3.5) различных марок, то швам, выполняемым одним и тем же материалом, присваивают один порядковый номер. В технических требованиях выполняется надпись: «ПОС 40 ГОСТ 21931-76 (№1), ПМЦ 36 ГОСТ…(№ 2), клей БФ-2 ГОСТ 12172-74 (№ 3)» и т.д. Оловянный стандартный припой имеет обозначения «40», «50» и «60», которые указывают процентное содержание олова в этих мягких припоях. Соответственно температура их плавления составляет 235, 210 и 190° С, понижаясь с возрастанием доли олова.
В соединениях, получаемых пайкой и склеиванием, место соединения элементов следует изображать сплошной линией толщиной 2s (рис.2.3.7).

Рис. 2.3.7. Соединение «внахлёст»
Для обозначения паяного и клеёного соединения следует применять условный знак, который наносят на линии-выноске сплошной основной линией:
 – для пайки (рис.2.3.8);
– для пайки (рис.2.3.8);
 – для склеивания (рис. 2.3.9).
– для склеивания (рис. 2.3.9).

Рис. 2.3.8

Рис. 2.3.9
Швы, ограниченные определенным участком, следует обозначать, как показано на (рис.2.3.12).

Рис. 2.3.10

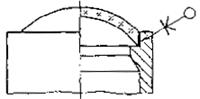
Рис. 2.3.11 Рис. 2.3.12
Таблица 2.3.6
Припои
| Наименование и марка припоя | Металлы, подвергаемые пайке | Назначение припоя |
| Тугоплавкие | Медно-цинковые | ПМЦ 36 | Латунь, медь | Для соединений, не подвергающихся ударам, вибрации и изгибу |
| ПМЦ 48 | Латунь, медь и медные сплавы | |||
| ПМЦ 54 | Сталь, медь, бронза | |||
| Серебряные | ПСр 45 | Латунь, медь, хромистые и нержавеющие стали | Для пайки деталей, подвергающихся ударам и вибрации | |
| ПСр 25 | Сталь, медь и медные сплавы | |||
| Легкоплавкие | Оловянно-свинцовые | ПОС 90 | Латунь, медь | Для пайки медицинской аппаратуры и пищевой посуды |
| ПОС 30 | Латунь, медь | Для пайки и лужения различных деталей | ||
| ПОС 18 | Сталь оцинкованная, свинец, медь и ее сплавы | Для пайки и лужения различных деталей |
На изображении паяного соединения при необходимости следует указывать размеры шва и обозначение шероховатости поверхности.
Швы, выполняемые по замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм, выполняемой тонкой линией (рис.2.3.10, 2.3.11, 2.3.13).
Обозначение припоя или клея (клеящего вещества) по соответствующему стандарту или техническим условиям следует приводить в технических требованиях чертежа записью «ПОС 40 ГОСТ...» или «Клей БФ-2 ГОСТ...».
При необходимости в том же пункте технических требований следует приводить требования к качеству шва. Ссылку на номер пункта следует помещать на полке линии-выноски, проведенной от изображения шва.
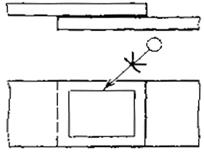
Рис. 2.3.13
При выполнении швов припоями или клеями различных марок всем швам, выполняемым одним и тем же материалом, следует присваивать один порядковый номер, который следует наносить на линии-выноске. При этом в технических требованиях материал следует указывать записью:
Не нашли, что искали? Воспользуйтесь поиском: