ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Работа агрегатов на загоне. В соответствии с характеристикой стеблестоя регулируют рабочие органы агрегата
В соответствии с характеристикой стеблестоя регулируют рабочие органы агрегата. Скорость движения ножа должна составлять 1.2…1.4, окружная скорость планок мотовила - 1.3…1.5, скорость транспортера - 1.4…1.7 от скорости поступательного движения агрегата. Частоту вращения мотовила прицепных жаток регулируют сменными звездочками, а у ЖВН-6 - перестановкой вариатора. Планки мотовила должны воздействовать на стебли на расстоянии 2/3 их высоты. Вынос мотовила относительно режущего аппарата при уборке нормального прямостоящего хлебостоя в пределах 60…70мм.
Положение щитка формирования валка при урожайности до 2.5 т/га на 15…20º вправо, при большей урожайности длинносоломистых хлебов щиток устанавливают по направлению движения агрегата. Внешний стеблеотвод должен отводить стебли от боковины, а внутренний, кроме того, подавать их к мотовилу. После прохода 20…25 м останавливают агрегат и проверяют качество его работы: высоту среза, формирование валка и потери за жаткой. При отклонениях от агротехнических требований агрегат регулируют повторно.
При подборе хлебной массы из валков высоту барабанного подборщика 54-102 устанавливают, согласовывая работу башмаков жатки и подборщика. При нормальном хлебостое и высоте стерни 15…18 см башмаки жатки устанавливают на высоту среза 130мм, при подборе с низкой или редкой стерни башмаки жатки устанавливают на высоте 100 мм. Частоту вращения подборщика согласовывают со скоростью движения комбайна так, чтобы не было сгруживания валка перед подборщиком и разбрасывания стеблей. Хлебная масса должна поступать на платформу непрерывной лентой.
Причинами потерь за подборщиком смогут быть также неправильное направление подбора валков (должен подбираться со стороны колосьев) и неуравновешенность подборщика (при излишнем натяжении уравновешивающих пружин подборщик «всплывает» при наезде на неровность, а при слабом натяжении зарывается пальцами в почву).
Регулировку молотильного аппарата начинают с установки средней частоты вращения барабана, рекомендуемой для обмолачиваемой культуры, после чего при необходимости устанавливают зазоры между бичами барабана и планками подбарабанья в зависимости от состояния убираемой культуры, постепенно уменьшая их до оптимального вымолота зерна. Такой порядок регулировок улучшает работу очистки комбайна. При обмолоте однобарабанными комбайнами СК-5 пшеницы частота вращения барабана в пределах 950…1050, при обмолоте овса, ржи и ячменя - 900…1000, при обмолоте гороха - 500…700 мин-1. Зазоры на входе молотильного аппарата для пшеницы, овса и ячменя составляют 18…24, для ржи - 16…24 и для гороха 32…34 мм; зазоры на выходе для пшеницы, ржи и ячменя 2...8, овса - 3…8 и гороха - 16…18 мм.
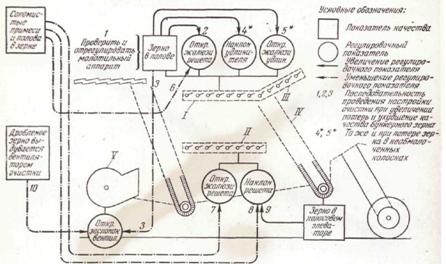
Настройка очистки. В полевых условиях регулируют обороты вентилятора (СК-5), степень открытия жалюзи решет, положение нижнего решета в решетном стане, угол наклона удлинителя решета и степень открытия его жалюзи. Схема настройки очистки по качественным показателям представлена на рис. 5.5.
Для уменьшения потерь зерна после соломотряса, на который обычно поступает 20…30% зерна вместе с соломой, необходимо следить за стабильностью частоты вращения коленчатого вала соломотряса (195…200 мин-1), обеспечиваемой правильным натяжением его приводного ремня. Нередко причина повышенных потерь свободного зерна - забивание решеток клавишей соломотряса. Фартуки, подвешенные над клавишами, также способствуют уменьшению потерь свободного зерна.
Изменение влажности хлебной массы в течение дня требует ежедневной двухкратной перенастройки комбайна: в полдень - на уборку сухой хлебной массы, в 17-18 ч - на уборку увлажненной хлебной массы.
При подборе и обмолоте направление и способ движения комбайна должны совпадать с направлением и способом движения жатвенного агрегата. На подборе сдвоенных валков комбайн направляют по движению первого прохода жатвенного агрегата. Рабочая скорость движения комбайна, м/с, обеспечивающая подачу хлебной массы в соответствии с пропускной способностью его молотилки
 , (5.5)
, (5.5)
где Qм - пропускная способность молотилки комбайна, кг/с; В - ширина захвата жатки, м; U - урожайность зерна, т/га; δ - отношение массы соломы к массе зерна.
|
Рис.5.5. Схема настройки очистки комбайна по показателям качества
Для прямолинейного расположения копен соломы перед выбросом первой копны предохранительную муфту открытия клапана регулируют на меньший крутящий момент, чем для нормальной работы. После автоматического выброса копны устанавливают нормальную затяжку муфты, укладывая копны в ряд путем нажатия на педаль механизма выгрузки. Закрытое состояние клапана копнителя контролируют автоматической сигнализацией на пульт комбайна.
Контроль качества
При уборке зерновых прежде всего контролируют суммарные потери зерна. Широкое распространение получил метод контрольного обмолота, являющийся активной формой контроля за качеством уборочных работ, так как механизаторы уже до начала работы психологически готовы к постоянному самоконтролю. Контрольные обмолоты проводят накануне уборки хлебного массива тщательно отрегулированным комбайном одинаковой марки с комбайнами звена, управляемым высококвалифицированным комбайнером, с целью определения контрольного бункерного урожая массива. В конце уборки массива фактический урожай уравнивают с контрольным и делают вывод о допущенных потерях зерна на данном поле. Эффективность контрольных обмолотов возможна только при тщательном учете намолоченного зерна. Метод контрольного обмолота привлекает своей наглядностью и простотой выполнения, не требуя специальных технических средств при определении потерь.
При операционной технологии контроль качества работ проводится дифференцировано по отдельным операциям, устанавливая основные источники потерь, что позволяет более объективно принимать решения по улучшению работы агрегатов.
Качество работы жатки при двухфазной уборке оценивают высотой среза, потерями за жаткой, равномерностью укладки стеблей в валке относительно его продольной оси, наличием огрехов.
Потери зерна за подборщиком оценивают по величине потерь свободного зерна и зерна в неподобранных колосьях.
Потери за молотилкой оценивают величиной недомолота и невытряса.
Кроме того, учитывается чистота бункерного зерна и его дробление, а также прямолинейность укладки копен соломы и их растянутость.
Не нашли, что искали? Воспользуйтесь поиском: