ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Установка параметров
Из начального интерфейса вы можете попасть в интерфейс параметров при нажатии【F3】(Para). Параметры показаны на рисунке 7.1
| сохранить |
| экспорт |
| импорт |
| система |
| плазма |
| огонь |
| общие |
| Размер надреза |
| Ускоренное премещение |
| Скорость резки вручную |
| Тестовая скорость |
| Вид резки |
| Угловая скорость |
| Скорость пыли |
| Скорость назад |
| Скорость резки |
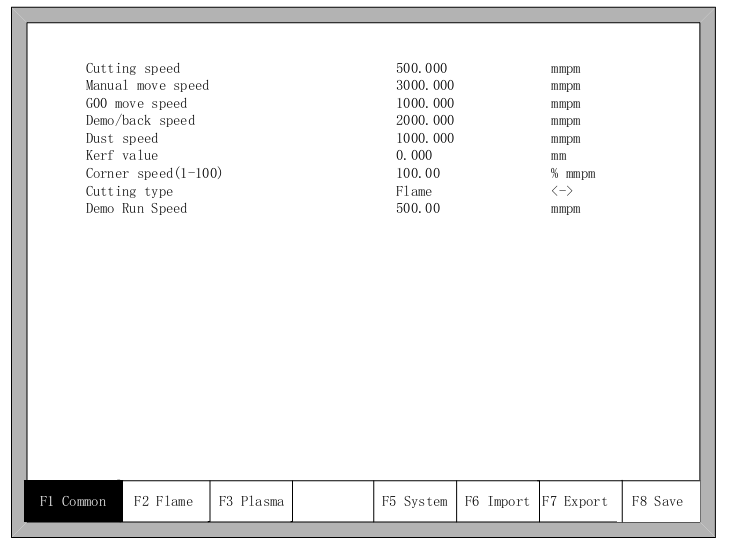
Рис. 7.1 Интерфейс параметров
Вы можете установить пять видов параметров в интерфейсе параметров:
1) Общие параметры: скорость резки, скорость резки вручную, скорость движения G00 (ускоренное перемещение), размер надреза, угловая скорость, вид резки, резка краёв, подогрев.
2) Параметры огня: все параметры, которые используются при резке кислородом
3) Параметры плазмы: все параметры, которые используются при резке плазмой
4) Системные параметры: установка системных пульсов, максимальная скорость, параметры двигателя и параметры запраграмированного предела soft limit parameters.
5) Иные параметры: запал, перфорация, опыливание сухим препаратом
Общие параметры
Самые широко используемые параметры показаны на Рис. 7.1.
· Скорость резки: максимальная скорость мм/м.
· Скорость резки вручную: скорость плазменной струи вручную мм/м.
· Скорость движения G00 (ускоренное перемещение): скорость струи при G00 (ускоренное перемещение) или при возвращении плазменной струи назад мм/м.
· Надрез: в соответствии с шириной надреза необходимо установить функцию компенсации надреза (её значение должно быть равно половине размера режущего отверстия) для обеспечения точности резки, система автоматически сгенерирует новую траекторию движения для функции компенсации. Перед резкой можно изменить значение размера надреза.
· Угловая скорость: Толщина стального листа влияет на значение переменного тока - постоянного тока (ac/dc) режущего наконечника во время его движения. Угол между пресечением касательной к окружности в текущий точке резки и касательной к окружности в следующей точке, и толщина листа определяют скорость резки во время движения.
В случае если скорость резки равна V, угол α, толщина листа h, скорость режущего наконечника равна Vx.

Примечание: Максимальная толщина листа 100 мм, в случае превышения также принимать за 100 мм.
· Вид резки: два вида резки: кислородом и плазмой для их переключения нажмите【←】or 【→】.
Параметры огня
Параметры огня представлены на рисунке 7.2, установите время задержки воспламенения и контроль высоты пламени.

Рис. 7.2 параметры огня
· 1 - Момент воспламенения: небольшая задержка во времени после включения
· 2 - Короткий период предварительного подогрева: время до начала перфорации стального листа. Изделие отмечено s. Введите любое число положительное число. Во время подогрева при низком давлении вы можете увеличить время подогрева, нажав клавишу стоп “stop”, затем процесс приостановится, пока вы не нажмёте клавишу “start” для начала задержки подогрева при высоком давлении.
· 3 - Длинный период предварительного подогрева: так же как и короткий период предварительного подогрева, только откройте новый IO.
· 4 - Время 1 для отверстия: Время для перфорации при низком давлении газового топлива. Введите любое положительное число. Изделие отмечено s.
· 5 - Время 2 для отверстия: Время для перфорации при среднем давлении газового топлива. Введите любое положительное число. Изделие отмечено s.
· 6 - Время 3 для отверстия: Время для перфорации при высоком давлении газового топлива. Введите любое положительное число. Изделие отмечено s.
· 7 – Время выхода газа: Время на открытие выпускной трубы при отключении кислорода. Введите любое положительное число. Изделие отмечено s.
· 8 - Время на поднятие плазменной струи: при отключении кислорода время на поднятие плазменной струи. Введите любое положительное число. Изделие отмечено s.
· 9 – Время на опущение плазменной струи: при отключении кислорода время на опущение плазменной струи. Введите любое положительное число. Изделие отмечено s.
· 10 – Время на поднятие плазменной струи во время перфорации. Различие между Временем на поднятие плазменной струи и Временем на поднятие плазменной струи во время перфорации состоит в том, что Время на поднятие плазменной струи – это время, за которое струе необходимо подняться вверх для перехода на другое место при окончании резки текущего фрагмента, в то время, как Время на поднятие плазменной струи во время перфорации означает время, за которое плазменная струя поднимется вверх после процесса предварительного подогрева в определённом цикле перфорации.
· 11 - Время на опущение плазменной струи во время перфорации. Различие между Временем на опущение плазменной струи и Временем на опущение плазменной струи во время перфорации состоит в том, что Время на опущение плазменной струи – это время, за которое струе необходимо опуститься вниз для перехода на другое место при окончании резки текущего фрагмента, в то время как Время на опущение плазменной струи во время перфорации означает время, за которое плазменная струя опуститься вниз после процесса предварительного подогрева в определённом цикле перфорации.
· Регулировка THC: В соответствии с конфигурацией оборудования установите контроль высоты плазменной струи.
Параметры плазмы
На рисунке 7.3 представлены параметры плазмы, которые зависят от точности приводного вала оборудования.

Рис. 7.3 параметры плазмы
· 1 - Время дуги: перед началом работы дуги, системе потребуется время. В этот момент се I /O выходы отключены. Введите любое положительное число. Изделие отмечено символом s.
· 2 - Время для отверстия: время перфорации. Введите любое положительное число. Изделие отмечено символом s.
· 3 - Время на поднятие плазменной струи: когда пресс дуги отключен, плазменная струя поднимается. Введите любое положительное число. Изделие отмечено символом s.
· 4 - Время на проверку дуги: Введите любое положительное число. Изделие отмечено символом s. Если вы не услышали сигнала, подтверждающего успешного начала работы дуги в установленное время, система выдаст сообщение об ошибке и остановит текущую резку в соответствии с установками памяти в случае остановки.
· 5 - Время на проверку положения: Введите любое положительное число. Изделие отмечено символом s. Время задержки после начала проверки положения.
· 6 - Время на поднятие вверх: Введите любое положительное число. Изделие отмечено символом s. Перед проверкой положения выполняется поднятие вверх плазменной струи.
· 7 - Закрытие арки: во время установки величины X%, откройте выходной порт, отключите сигнал пресса дуги для предотвращения таяния металла под воздействием низкоскоростного режущего кончика из-за высокой температуры.
· 8 - Расстояние на закрытие дуги: на минимальном расстоянии от линии резки начального или конечного сегмента разность потенциалов вблизи дуги увеличивается.
· 9 - Избежание запаздывания дуги: определите время задержки реакции сломанной дуги, если вход напряжения дуги все ещё отсутствует, следовательно, считается, что дуга сломана. Этот параметр позволяет избежать появление сигнала тревоги, предупреждающем о поломке дуги, потому что нахождения поломанной дуги обладает высокой точностью, благодаря использованию метода опережения, гарантирующего продолжение процесса резки и недопущение прерывания процесса из-за постоянного сигнала тревоги.
· 10 - Запуск функции слежения за дугой: поиск напряжения дуги во время резки в режиме реального времени
При выборе да "yes" во время резки система в режиме реального времени ищет обратный сигнал напряжения дуги. При отсутствии сигнала система прекращает текущий процесс резки в соответствии с установками памяти в случае остановки.
При выборе нет "No" во время резки система не ищет обратный сигнал напряжения дуги.
Не нашли, что искали? Воспользуйтесь поиском: