ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Характеристика шлифовальных кругов и ее маркировка
Различают следующие абразивные инструменты: шлифовальные круги, головки, сегменты, бруски, абразивные ленты и шкурки. Наиболее широкое применение имеют шлифовальные круги. Шлифовальные круги представляют собой тела вращения. Они имеют сквозное осевое отверстие, предназначенное для крепления круга на шпинделе станка. Их изготавливают из зерен абразивного материала, скрепленных связующим веществам.
Шлифовальные круги характеризуются рядом параметров: типом и размерами, абразивным материалом, его зернистостью, связкой, структурой, твердостью, классом точности, классом дисбаланса.
Типы и размеры шлифовальных кругов стандартизированы. В табл.1 приведены некоторые типы шлифовальных кругов, их назначение и маркировка. Тип круга выбирают в зависимости от конструкции станка, крепежных приспособлений, характера выполняемой работы. При выборе размеров круга следует брать, возможно, большие размеры по диаметру и ширине, так как это улучшает условия шлифования и увеличивает производительность работы.
Абразивные материалы представляют собой природные, искусственные или синтетические вещества, обладающие высокой твердостью и прочностью, зерна и порошки которых способны обрабатывать поверхности других тел путем царапания, скобления или истирания.
Из природных материалов находит применение алмаз, кварц, корунд, наждаки др. К искусственным и синтетическим материалам относятся электрокорунд, карбид кремния, карбид бора, кубический нитрид бора, синтетические алмазы и др. Наиболее широко применяют искусственные электрокорундовые материалы, так как они обладают высокими и стабильными свойствами.
Электрокорунд - искусственный корунд (корунд - минерал, состоящий из кристаллической окиси алюминия AL2O3 с различными примесями). Выпускается несколько разновидностей электрокорунда: электрокорунд нормальный, электрокорунд белый, монокорунд, электрокорунд титанистый, электрокорунд циркониевый, сферокорунд.
Электрокорунд нормальный содержит от 87 до 95% AL2O3; подразделяется на марки I2A, I3A, I4A, I5A, I6A; применяется для обдирочных работ, предварительного и получистового шлифования.
Электрокорунд белый - содержание AL2O3 от 98 до 99% марки 22А, 23А, S4A, 25A; используется для окончательной отделочной обработки, профильного шлифования, заточки инструмента.
Монокорунд - AL2O3 oт 96,5 до 97,4% содержит также сернистое железо; марки 43А, 44А, 45А; находит применение для обработку труднообрабатываемых сталей.
Электрокорунд хромистый - содержит не менее 97% AL2O3 и от 0,4 до 1,2% Cr2O3 марки 32А, ЗЗА, 34А; применяют при окончательном, отделочном и профильном шлифовании сталей.
Электрокорунд титанистый - содержит присадки двуокиси титана; выпускается под маркой 37А; используется при тяжелых и неравномерных нагрузках.-
Карбид кремния (карборунд) - химическое соединение SiC; выпускаются две разновидности: карбид кремния зеленый, марки 62С, 63С, 64С; карбид кремния черный, марки 53С, 54С, 55С; применяется для заточки режущего инструмента и обработке чугунных деталей.
Карбид бора - твердый раствор бора в В4С, используется в порошках и пастах для доводки деталей из твердых сплавов.
Кубический нитрид бора (эльбор) обладает твердостью, износостойкостью; условное обозначение зерен с обычной механической прочностью ЛО, с повышенной - ЛП; применяется для заточки инструментов из быстрорежущей стали и шлифования деталей из шарикоподшипниковой стали.
Синтетические алмазы получают синтезом из графита привысоких давлениях и температуре; шлифпорошки имеют марки АСО, ACP, АСВ, АСС, отличающиеся в основном прочностью и хрупкостью; применяют для заточки и доводки твердосплавного режущего
Типы шлифовальных кругов (ГОСТ 2424-83) Таблица I
| Типы шлифовальных кругов | Профиль круга | Обозначение | Область применения |
| Прямого профиля | 
| ПП | Универсальное применение. Круглое, внутреннее, плоское шлифование периферией круга, заточка резцов |
| С выточкой | 
| ПВ | Круглое шлифование, когда зажимные фланцы могут помещать подводке круга к месту обработки |
| С двусторонней выточкой | 
| ПВД | Круглое шлифование с подрезкой торца обрабатываемой детали |
| С конической выточкой | 
| ПВК | То же |
| С двусторонней конической выточкой | 
| ПВДК | То же |
| Кольцевые | 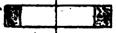
| К | Плоское шлифование торцом круга |
| С двусторонним коническим профилем | 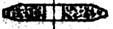
| 2П | Для резьбошлифования, шлицешлифования, зубошлифования |
| Чашечные цилиндрические | 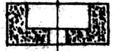
| ЧЦ | Заточка режущего инструмента, плоское шлифование торцом круга |
| Чашечные конические | 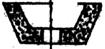
| ЧК | Тоже |
| Тарельчатые | 
| Т | Заточка и доводка зубьев фрез, разверток, протяжек и т.п. |
инструмента, шлифования легированных сталей некоторых марок, правки шлифовальныхкругов.
Зернистость является характеристикой материала, определяющей размер зерна. Зерна подвергаются классификации по крупности частиц путем рассева через сита специальных установок или путем осаждения в жидкости (при разделении частиц размером менее 40 мкм).
По крупности зерна абразивных материалов разделяют на группы со следующими номерами зернистости:
шлифзерно - 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16
шлифпорошки - 12, 10, 8, 6, 5, 4;
микрошлифпорошки и тонкие микрошлифпорошки - М63, М50, М40, М28.
Номер зернистости шлифзерна и шлифпорошков соответствует величине стороны квадрата ячейки сита в сотых долях миллиметра, на котором остается данная фракция зерна. Например, если зерна проходят через ячейки со стороной 400 мкм, но задерживаются на сетке с размером ячейки 320 мкм, то зернистость порошка обозначается номером 33. Микрошлифпорошки и тонкие микрошлифпорошки обозначаются буквой М и числом, указывающим наибольший размер зерна в микрометрах.
В зависимости от процентного содержания основной фракции обозначение зернистости дополняют буквенным индексом В, П, Н, Д (в порядке уменьшения).
Выбор круга по зернистости зависит от вида шлифования, величины срезаемого припуска, требуемой шероховатости и точности обрабатываемой поверхности. Наиболее часто применяют абразивные круги средней зернистости 40-16, обеспечивающие высокую производительность, требуемую шероховатость поверхности и точность ее обработки.
Связка - материал, с помощью которого абразивные зерна закрепляются в абразивном инструменте. Все связки разделяются на три вида: минеральные (керамические), органические и металлические.
Керамические связки состоят из нескольких компонентов - огнеупорной глины, полевого шпата, мела, кварца, жидкого стекла и др. Инструменты на керамической связке обладают высокой прочностью, теплостойкостью, химической стойкостью. Однако круги на керамической связке имеют повышенную хрупкость и не могут применяться при ударной нагрузке и небольшой высоте круга (менее 3 мм). В зависимости от скрепляемого абразивного материала и его зернистости применяется несколько разновидностей керамической связки, имеющей различную маркировку: K1, К2, КЗ и др.
К органическим связкам относятся бакелитовая, вулканитовая и др. Бакелитовая связка изготавливается на основе фенолформальдегидной смолы, которая придает инструменту прочность и эластичность. Вулканитовая связка изготавливается на основе каучука, подвергнутого вулканизации. Инструменты на этой связке имеют большую упругость, хорошую водостойкость; их широко применяют на прорезных и отрезных работах. Недостаток кругов на вулканитовой и бакелитовой связке - низкая теплостойкость (200-3000С). Марки бакелитовой связки Б1, Б2, Б3, вулканитовой - В1, В2, ВЗ и др.
Металлические связки представляют собой сплавы меди, олова, цинка, никеля и других элементов и используются для алмазных кругов. Наиболее часто из металлических связок применяют связку Ml на бронзовой основе и связку М5 на цинково-алюминиевой основе.
Структура абразивного инструмента характеризует его внутреннее строение, т.е. количественное соотношение и взаимное расположение зерен, связки и пор (мелких пустот) в массе круга. Поры служат для размещения в них стружки. Стружка не должна застревать в порах и при выходе из зоны резания необходимо, чтобы она свободно вылетала из них, иначе круг потеряет свою режущую способность. Различают 4 группы структур: плотные (маркируются номерами от 1 до 4), средние (от 5 до 8), открытые (от 9 до 12) и высокопористые (от 14 до 16). Абразивные инструменты плотной структуры имеют очень тесное расположение зерен (малые поры) и применяются ограниченно, в основном для доводочных работ. У инструмента с открытой структурой обеспечивается большее расстояние между соседними абразивными зернами, лучший отвод стружки. Высокопористые круги предназначены для шлифования мягких и вязких материалов, например резины, кожи, дерева, пластмасс. Наиболее часто применяют круги со средней структурой.
Твердость абразивного инструмента характеризуется способностью связки сопротивляться вырыванию абразивных зерен с рабочей поверхности инструмента под действием внешних сил. Чем прочнее держатся зерна, тем тверже считается инструмент. По степени твердости абразивные инструменты подразделяются на группы (табл.2).
Твердость круга выбирается в зависимости от вида шлифования, точности и формы обрабатываемых деталей, физико-механических свойств материала детали, типа станка. В большинстве случаев применяют круги средней твердости, так как они обеспечивают высокую производительность и большую стойкость.
Класс точности инструмента характеризует предельные отклонения его размеров. Шлифовальные круги изготавливают трех классов точности: АА; А; Б (круги класса Б имеют наибольшие предельные отклонения размеров).
Шкала твердости абразивных инструментов Таблица 2
| Наименование | Обозначение | Степень твердости в порядке возрастания |
| Весьма мягкие | ВМ | ВМ1, ВМ2 |
| Мягкие | М | М1, М2, МЗ |
| Среднемягкие | СМ | СМ1, СМ2 |
| Средние | С | С1, С2 |
| Средне твердые | СТ | СТ1, СТ2, СТ3 |
| Твердые | Т | Т1, Т2 |
| Весьма твердые | ВТ | BTI, BT2 |
| Чрезвычайно твердые | ЧТ | ЧТ1, ЧТ2 |
Класс дисбаланса (неуравновешенности) шлифовальных кругов определяет допустимые отклонения от статического баланса. Установлено три класса неуравновешенности (по возрастанию дисбаланса): I, 2, 3.
Маркировкой шлифовального круга называется условное обозначение его характеристики, которая наносится несмываемой краской на нерабочую поверхность круга.

Рис.4. Шлифовальный круг с маркировкой
Например, на рис.4 указана маркировка шлифовального круга:
ЧАЗ ПП 500х50х305 24А 100ПС2 7 К5 35 м/с I кл А ГОСТ 2424-83.
Ее расшифровка: ЧАЗ - завод-изготовитель (товарный знак);
ПП - прямого профиля (тип круга);
500 - наружный диаметр, мм;
50 - высота (толщина) круга, мм;
305 - диаметр отверстия, мм;
24А - электрокорунд белый (марка абразивного материала);
100П - номер и индекс зернистости;
С2 - средний 2 (степень твердости);
7 - номер структуры (средняя);
К5 - керамическая 5 (вид связки);
35 м/с - допустимая рабочая скорость резания;
1 кл - класс неуравновешенности;
А - класс точности;
ГОСТ 2424-63 - номер стандарта на шлифовальные круги.
Руководствуясь полученными сведениями, а также разобранным примером, расшифровать маркировку шлифовального круга по индивидуальному заданию (табл.3).
Варианты заданий для расшифровки маркировки шлифовального круга
Таблица 3
| Номер задания | Условное обозначение характеристики шлифовального круга | ||
| ЧАЗ | ПП | 450 х 80 х 203 144 50П СМ2 8 КЗ 35 м/с 1кл A | |
| КАЗ | МП | 500 X50 х 305 23А 40Н СТ1 5 К23 5 м/с 2 кл Б | |
| КАЗ | ПВ | 500 X63 х 305 16А 40П СМ1 9 KI 40 м/с 1 кл А | |
| КАЗ | ПВ | 600 X63 х 305 44А 32Н СТЗ 4 БЗ 35 м/с 1 кл А | |
| ЧАЗ | пвд | 400 X63 х 305 53С 25П СМ2 7 Б2 35 м/с 2 кл Б | |
| ЧАЗ | пвд | 500 X100 х 400 64С 40Н СТ1 8 К2 35 м/с 2кл А | |
| КАЗ | пвдк | 600 X80 х 305 62С 12П С2 6 КЗ 35м/с1клА | |
| ЧАЗ | ПП | 350 X13 х 127 13А 50Н СМ2 7 В2 40м/с1клА | |
| КАЗ | чк | 300 X20 х 127 3SA 40П С1 4 БЗ 35 м/с1 кл А | |
| ЧАЗ | 2П | 350 X16 х 127 37А 50П СТ2 6 KI 35м/с 1 кл АА | |
| ЧАЗ | т | 500 X40 х 203 15А 25Д СТЗ 5 К2 35м/с 1 кл АА | |
| ЧАЗ | ПП | 300 X 13 х 76 34А 50П С2 7 Б1 35 м/с 1 кл А | |
| КАЗ | чк | 300 X 40 х 127 63С 16Д СМ1 9 В1 40 м/с 1 кл А | |
| КАЗ | к | 300X 100 х 250 22А 25Н СТ2 5К2 35 м/с 2 кл Б | |
| КАЗ | чц | 300X 150 х 150 54С 40П С2 6 КЗ 35 м/с 1кл А |
Не нашли, что искали? Воспользуйтесь поиском: