ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
СВАРОЧНЫЕ ПРЕОБРАЗОВАТЕЛИ
Сварочные преобразователи подразделяют на следующие группы:
по количеству одновременно подключенных постов — однопостовые, предназначенные для питания одной сварочной дуги; многопостовые, питающие одновременно несколько.сварочных дуг;
по способу установки — стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках;
по роду двигателей, приводящих генератор во вращение — машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным);
по способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены в единой рамке, а привод осуществляется через специальную соединительную муфту.
Однопостовые сварочные преобразователи состоят из генератора и электродвигателя или двигателя внутреннего сгорания. Сварочные генераторы изготовляют по электромагнитным схемам, которые обеспечивают падающую внешнюю характеристику и ограничение тока короткого замыкания. Внешняя вольт-амперная характеристика (рис. 15) показывает зависимость между напряжением и током на клеммах сварочной цепи генератора. Для устойчивости горения сварочной дуги характеристика генератора должна пересекать характеристику дуги. Возбуждение, дуги осуществляется при соприкосновении электрода и изделия. При этом напряжение изменяется от точки 1 к точке 2.

|
При возникновении и устойчивом горении сварочной дуги ее характеристика смещается с положения // занимает положение ///, напряжение возрастает дс значения, указанного точкой 3. Эта точка соответствует режиму устойчивого горения сварочной дуги. Ток короткого замыкания (точка 4) не должна превышать сварочный ток (точка 5) более чем в 1,5 раза, т. е.
Наибольшее распространение в строительстве получили однопостовые генераторы с расщепленными полюсами и генераторы с размагничивающей последовательной обмоткой. Генераторы с расщепленными полюсами работают по принципу использования магнитного потока якоря для получения падающей внешней характеристики.
На рис. 16 показана схема сварочного генератора такого типа. Генератор имеет четыре основных (М-, Sr главные; Mi, Sn — поперечные) и два дополнительных (N, S)j полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс. Обмотки возбуждения имеют две секции: регулируемую / и нерегулируемую 2. Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая помещена только на поперечных полюсах генератора. В цепь регулируемой обмотки возбуждения включен реостат 3. На дополнительных полюсах расположена сериесная обмотка 4. По нейтральной линии симметрии О — О между разноименными полюсами на коллекторе генератора расположены основные щетки а и с, к которым подключается сварочная цепь. Дополнительная щетка г служит для питания обмоток возбуждения.

|

|
При холостом ходе генератора (рис. 17, а) обмотки полюсов создают два магнитных потока главного Фг и поперечного Фп полюсов, которые индуцируют э.д.с. в обмотке якоря.1 При замыкании сварочной цепи (рис. 17,6) по обмотке якоря потечет ток, который создает магнитный поток якоря Фя, направленный по линии основных щеток и замыкающийся через полюсы! генератора. Магнитный поток якоря можно разложить на два составляющих потока Фяг и Фяп. Поток Фяг по направлению будет совпадать с потоком Фг главных полюсов, но усилить его1 не может, так как главные полюсы генератора имеют вырезы, уменьшающие площади их поперечных сечений, и поэтому он работают при полном магнитном насыщении (магнитный поток этих полюсов независимо от нагрузки остается практически постоянным). Поток: Фяп направлен против потока Фп поперечных полюсов и поэтому ослабляет его и даже может изменить направление суммарного потока. Такое действие магнитного потока якоря приводит к ослаблению суммарного магнитного потока генератора, а отсюда к уменьшению напряжения на основных щетках генератора. Чем больший ток протекает по обмотке якоря, тем больше магнитный поток Фя и тем больше снижается! напряжение. При коротком замыкании сварочной цепи напряжение на основных щетках почти достигает нулевого значения.
Сварочный ток регулируют в два приема — грубо и точно. Грубое регулирование производят смещением щеточной траверсы на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и сварочный ток уменьшается. При обратном сдвиге размагничивающее действие уменьшается и сварочный ток увеличивается. Таким образом устанавливают интервалы больших и малых токов. Плавное и точное регулирование тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом ток возбуждения в обмотке поперечных полюсов, изменяют магнитный поток Фп, тем самым изменяют напряжение генератора и сварочный ток.
В генераторах с расщепленными полюсами поздних выпусков регулирование сварочного тока производится изменением числа витков секционированных обмоток полюсов генератора и реостатом, включенным в цепь обмотки возбуждения. Реостат устанавливается на корпусе генератора и имеет шкалу с делениями А По такой схеме работают генераторы СГ-ЗООМ-1, используемые в преобразователях ПС-ЗООМ-1.
Генератор с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь и принципиальную схему, представленную на рис. 18.
Генератор имеет две обмотки: обмотку возбуждения 1 и размагничивающую последовательную обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (вис), либо от специального источника постоянного тока (от сети переменного тока через селеновый выпрямитель). Магнитный поток Фв, создаваемый этой обмоткой, постоянен и не зависит от нагрузки генератора, размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток фп, направленный против потока Фв. Следовательно, э.д.с. генератора будет индуцироваться результирующим магнитным потоком Фв—Фп. С увеличением сварочного тока магнитный поток Фп возрастает, а результирующий магнитный поток Фв—Фп Уменьшается. Как следствие, уменьшается индуцируемая э.д.с. генератора. Таким образом, размагничивающее действие обмотки 2 обеспечивает получение падающей внешней характеристики генератора.
 Сварочный ток регулируют переключением витков последовательной обмотки (грубая регулировка—два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО-120, ГСО-300, ГСО-500, ГС-500 и др.
Сварочный ток регулируют переключением витков последовательной обмотки (грубая регулировка—два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО-120, ГСО-300, ГСО-500, ГС-500 и др.
Краткая техническая характеристика сварочных преобразователей представлена в табл. 1.
Таблица 1
| Марка пре- образователя | Марка гене- ратора | Напряжение, В | Пределы регу-лирования сварочного тока, А | Потреб- ная мощ- ность, кВ-А | Масса, кг | |
| холосто- го хода | рабочее | |||||
| ПСО-300-2 | ГСО-300 | 115...315 | ||||
| ПСО-315М | ГСО-300 | 115...315 | ||||
| ПСО-500 | ГСО-500 | 120... 600 | ||||
| ПД-305 | ГД-312 | 40...350 | 10,4 | |||
| ПД-501 | ГСО-500 | 125...600 |
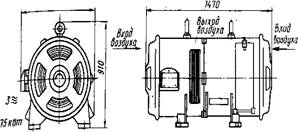
На рис. 19 представлен сварочный преобразователь этой группы типа ПСО-500, выпускаемый серийно и нашедший широкое применение в строительно-монтажных работах. Он состоит из генератора ГСО-500 и трехфазного асинх-ронного электродвигателя АВ-72-4, смонтированных в едином корпусе на колесах Для перемещения по строительной площадке. Преобразователь предназначен Для ручной дуговой сварки, полуавтоматической шланговой и автоматической сварки под флюсом. Грубое регулирование сварочного тока производят переключением секционированной последовательной обмотки генератора.
 Для этого на клеммовую доску генератора выведены один отрицательный и два положительных контакта. если необходим сварочный ток в пределах 120...350 А, то сварочные провода присоединяют к отрицатели ному и среднему положительному контактам. При работе на токах 350...600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно регулируют сварочный ток реостатом, включенным в цепь обмотки независимого возбуждения. Реостат расположен на корпусе машины и имеет маховик с токоуказателем. Шкала имеет два ряда цифр, соответствующий подключаемым контактам: внутренний ряд до 350 и наружный ряд до 600 А.
Для этого на клеммовую доску генератора выведены один отрицательный и два положительных контакта. если необходим сварочный ток в пределах 120...350 А, то сварочные провода присоединяют к отрицатели ному и среднему положительному контактам. При работе на токах 350...600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно регулируют сварочный ток реостатом, включенным в цепь обмотки независимого возбуждения. Реостат расположен на корпусе машины и имеет маховик с токоуказателем. Шкала имеет два ряда цифр, соответствующий подключаемым контактам: внутренний ряд до 350 и наружный ряд до 600 А.
Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных работах в полевых условиях, при сварке газонефтепроводов, при установке мачт электропередач высокого напряжения и других работах) применяют подвижные сварочные агрегаты, состоящие из сварочного генератора и двигателя внутреннего сгорания.
Краткая техническая характеристика сварочных агрегатов двигателями внутреннего сгорания представлена в табл. 2,1
Таблица
| Марка агрегата | Напряжение, В | Пределы регу- лирования сва- рочного тока, А | Потребная мощность, кВ-А | Масса, | |
| холостого хода | рабочее | ||||
| АДБ-3122 | 32,6 | 15...350 | |||
| АСД-ЗООМ | 32,6 | 100...315 | |||
| АДД-303 АДД-3114 АДД-4001 ПАС-400-VIII | 32,0 32,6 | 100...315 15...350 50...450 120...600 | 19,5 |
На рис. 20 представлен сварочный агрегат этой группы типа ПАС-400-VIII Агрегат состоит из генератора СГП-3-VI и двигателя внутреннего сгораний ЗИЛ-120 или ЗИЛ-164. Генератор работает по схеме с размагничивающей последовательной обмоткой. Регулирование тока производят реостатом цепи основной обмотки возбуждения. Двигатель сварочного агрегата специально переоборудован для режима длительной стационарной работы. Он имеет автоматический центробежный регулятор скорости вращения, ручное регулирование для работы при малых скоростях, автоматическое выключение зажигания при внезапном увеличении скорости. Сварочный агрегат смонтирован на жесткой металлической раме с катками для перемещения. Наличие крыши и боковых металлических штор, защищающих от атмосферных осадков, позволяет работать на открытом воздухе на монтажно-строительной площадке.

Для сварки в защитных газах, а также для полуавтоматической и автоматической сварок применяют генераторы с жесткой или возрастающей внешней характеристикой. Такие генераторы имеют обмотки независимого возбуждения и подмагничивающую последовательную обмотку. При холостом ходе эгд. с. генератора наводится магнитным потоком, который создается обмоткой независимого возбуждения. При рабочем режиме сварочный ток, проходя через последовательную обмотку, создает магнитный поток, совпадающий по направлению с магнитным потоком обмотки независимого возбуждения. Тем самым обеспечивается жесткая или возрастающая вольт-амперная характеристика.
На рис. 21 представлен преобразователь такого типа ПСГ-350, состоящий из сварочного генератора постоянного тока ГСГ-350 и трехфазного асинхронного электродвигателя АВ-61-2 мощностью 14 кВт. Генератор имеет обмотку независимого возбуждения и подмагничивающую последовательную обмотку. Обмотка независимого возбуждения питается от внешней сети через селеновые выпрямители и стабилизатор, который исключает влияние колебания напряжения в сети на ток возбуждения. Последовательная обмотка разделена на две секции: при включении в сварочную цепь части витков генератор работает на режиме жесткой характеристики, а при использовании всех витков обмотки генератор дает возрастающую внешнюю характеристику. Генератор и двигатель размещены в общем корпусе и смонтированы на тележке
Универсальные преобразователи
ПСУ-300 и ПСУ-500-2 предназначены Для ручной сварки, автоматической сварки под флюсом, а также автоматической и полуавтоматической сварок в защитных газах. В генераторах типов ГСУ-300 и ГСУ-500-2 этих преобразователей, переключая независимую и последовательную обмотки, можно создавать размагничивающий и подмагничивающий поток и таким образом получать падающий или жесткую характеристику. При работе на строительной площад

|
ке или заводе нескольких сварочных постов, расположенных недалеко друг от друга, применяют многопостовые сварочные преобразователи. Внешняя характеристика многопостового генератора должна быть жесткой, т. е. независимо от количества работающих постов напряжение генератора должно быть постоянным. Для получения постоянного напряжения многопостовой генератор (рис. 22) имеет параллельную обмотку возбуждения /, создающую магнитный поток Фь4 и последовательную обмотку, создающую магнитный поток Ф2 того же направления.
При холостом ходе э. д. с. генератора индуцируется только магнитным потоком Ф, так как в последовательной обмотке ток отсутствует. Напряжение генератора достаточно для зажигания дуги. Во время сварки появляется ток в обмотке якоря и следовательно, в последовательной обмотке возбуждения. При этом появляется магнитный поток Фч и э. д. с. будет индуцироваться суммарным потоком Фг+Ф2. Падение напряжение внутри генератора при рабочем режиме компенсируется увеличивающимся магнитным потоком, и поэтому напряжение остается равным напряжению холостого хода. Для получения падающей внешней характеристики сварочные посты включают в цепь генератора через балластные реостаты 4. Напряжение генератора регулируют реостатом 2, включенным в цепь параллельной обмотки возбуждения. Сварочный ток устанавливают изменением сопротивления балластного реостата.
Многопостовой сварочный преобразователь ПСМ-1000 (рис. 23) состоит из сварочного генератора постоянного тока типа СГ-1000 и трехфазного асинхронного двигателя, смонтированных в одном корпусе. Генератор СГ-1000 шестиполюсной с самовозбуждением имеет параллельную и последовательную обмотки, создающие магнитные потоки одинакового направления.


|
|
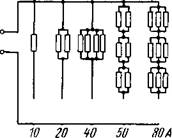
В комплект сварочной машины входят девять балластных реостатов РБ-200, позволяющие развернуть девять постов. Реостатом РБ-200 можно устанавливать сварочный ток в пределах 10...200 А
Преобразователи ПСМ-1000-I и ПСМ-1000-П существенных конструктивных отличий не имеют. Обмотки возбуждения генератора у ПСМ-1000-I изготовлены из меди, а у ПСМ-1000-11 — из алюминия. Последней модификацией является ПСМ-1000-4, состоящий из генератора ГСМ-1000-4 и электродвигателя А2-82-2 мощностью 75 кВт. В комплект преобразователя могут быть включены балластные реостаты РБ-200-1 (9 шт.) или РБ-300-1 (6 шт.)
Балластный реостат РБ-200 (рис. 24) имеет пять рубильников, переключением которых устанавливают сопротивление реостата. Эти переключения позволяют регулировать сварочный ток ступенчато через каждые 10 А в пределах 10...200 А.
Применение многопостовых сварочных преобразователей позволяет значительно уменьшить площади под сварочным оборудованием, сократить расходы на ремонт, уход и обслуживание. Однако кпд сварочного поста значительно ниже, чем при одно-постовом преобразователе, вследствие больших потерь мощности в балластных реостатах. Поэтому выбор многопостовых или однопостовых сварочных агрегатов следует обосновать технико-экономическим расчетом для каждого конкретного условия

|

|

|
| Рис. 25 |
Если мощность сварочного генератора недостаточна для работы сварочного поста, то включают параллельно два сварочных агрегата. При параллельном включении генераторов необходимо соблюдать следующие условия
– Генераторы должны быть одинаковыми по типу и внешним характеристикам.
– До включения необходимо отрегулировать генераторы на одинаковое напряжение холостого хода.
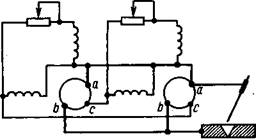
После включений в работу следует с помощью регулирующих устройств установить по амперметру одинаковую нагрузку генераторов. При неодинаковой нагрузке напряжение одного генератора будет выше другого и генератор с низким напряжением, питаемый током второго генератора, будет работать как двигатель. Это приведет к размагничиванию полюсов генератора и выходу его из строя. Поэтому следует постоянно следить за показаниями амперметров при необходимости отрегулировать равномерность нагрузок генераторов.
Для уравнивания напряжения параллельно работающих генераторов с падающими внешними характеристиками применяю перекрестное питание их цепей возбуждения: обмотки возбуждения одного генератора питаются от щеток якоря другого генератора (рис, 25). Для этой цели генераторы имеют уравнительные контакты, которые надо при параллельной работе соединить между собой.
– При параллельном включении многопостовых генераторов типа ПСМ-1000 необходимо клеммы на щитках генераторов ГС-1000, обозначенные буквой У (уравнительный), соединить между собой уравнительным проводом. Этим проводом последовательные обмотки генераторов соединяются параллельно, таким образом, исключаются колебания в распределении нагрузки между генераторами.
Сварочные генераторы
Сварочные генераторы представляют собой генераторы постоянного тока с характеристиками, обеспечивающими устойчивое горение сварочной дуги. Состоит аппарат из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При вращении якоря в магнитном поле, создаваемом полюсами статора, в его обмотках возникает переменный ток, который с помощью коллектора преобразуется в постоянный.


Снятие тока с коллектора обеспечивают угольные щетки, через которые ток подводится к выходным зажимам. Сварочные генераторы могут быть двух типов.
В первом типе вращение якоря обеспечивается электрическим двигателем, расположенным с ним на одном валу. Такие устройства называют сварочным преобразователем. В сварочных агрегатах вращающим устройством является двигатель внутреннего сгорания. Достоинство их заключается в возможности выполнения сварочных работ без внешнего источника электрического питания.
Существует несколько электрических схем сварочных генераторов, отличающихся внешней характеристикой. Наибольшее применение получили сварочные генераторы с падающими внешними характеристиками, принципиальные электрические схемы приведены на рис.13 а, б.
Генератор с независимым возбуждением и размагничивающей последовательной обмоткой (рис.13,а). работает по следующему принципу: обмотка независимого возбуждения 1 питается от отдельного источника постоянного тока. Размагничивающая обмотка 2 включена в сварочную цепь последовательно с обмоткой якоря. Для регулирования тока независимого возбуждения предусмотрен реостат. Направление витков обмотки независимого возбуждения и размагничивающей обмотки таково, что создаваемые ими магнитные потоки «Фн» и «Фр» противоположны по своему направлению. В результате наложения друг на друга двух магнитных потоков получается результирующий поток, равный разности их величин Фрез = Фн - Фр.
При увеличении тока в сварочной цепи поток «Фн» остается постоянным, а поток «Фр», создаваемый размагничивающей катушкой, увеличивается. Поэтому результирующий поток, ЭДС и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику.
В генераторах с самовозбуждением (рис. 13,6) напряжение на намагничивающую обмотку снимается с центра самого генератора при помощи щетки «а» и является практически постоянной величиной. Поэтому магнитный поток «Фн» существенно не меняется.
Не нашли, что искали? Воспользуйтесь поиском: