ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Замена несущего троса
Большая изношенность несущего троса представляет опасность для нормальной работы контактной подвески, увеличивает вероятность нарушения графика движения поездов. Шунты и вставки в несущем тросе временно поддерживают его прочность, но большое их количество на анкерном участке уменьшает его несущую способность и надежность, а также эластичность подвески, особенно полукомпенсированной. Поэтому количество вставок в несущий трос и шунтов ограничивается Правилами [22].
Замена несущего троса относится к работам по капитальному ремонту контактной сети, поэтому до их начала составляют дефектную ведомость, определяющую объем работ и потребность в материалах. Кроме того, учитывая особую трудоемкость замены несущего троса, проводят основательные подготовительные работы.
Для этого на месте уточняют специфические особенности расположения анкерного участка: наличие искусственных сооружений, кривых участков пути, фиксирующих тросов, а также типы поддерживающих конструкций. Внешним осмотром определяют, имеет ли несущий трос на сопряжениях анкерных участков контактного провода разанкеровки или подкатан вспомогательный трос («усы») для поддержания нерабочих ветвей контактных проводов и т.д. Определяют объемы работ, составляют план и направление раскатки, а также количество мест «прошивки» раскатываемого троса. Устанавливают этапы работ, расстановку механизмов и исполнителей.
Подготовку к замене троса начинают с передачи заявки энергодиспетчеру на выполнение работ:
- по раскатке и монтажу нового несущего троса и демонтажу изношенного троса со снятием напряжения, предоставлением одного, двух или трех «окон» в движении поездов;
с использованием двух автомотрис (дрезин) с раскаточной платформой, с указанием времени, места и характера работ;
- по переключению подвески проводов на новый несущий трос под напряжением, с
использованием двух изолирующих съемных вышек, ограждением места работ сигналистами и выдачей предупреждений поездам о работе съемных вышек.
Получают два наряда на производство работ и инструктаж от лица, выдавшего наряды: один — со снятием напряжения, предоставлением «окон» в движении поездов, с использованием двух автомотрис (дрезин) и раскаточной платформы, а второй — под напряжением с двумя изолирующими съемными вышками.
Устанавливают барабан с тросом необходимой длины и марки на раскаточную платформу таким образом, чтобы трос при раскате сходил с верха барабана в сторону автомотрисы, ведущей раскатку. Проверяют исправность барабана и тормозного устройства, а также целостность заземления барабана на раму платформы.
Подбирают в соответствии с ведомостью зажимы для стыковки, временных анкеро-вок и соединений, струн, струновых зажимов и т.п, проверяют их качество, при необходимости прогоняют резьбу и наносят на нее смазку.
Подбирают монтажные приспособления, защитные средства, инструмент и сигнальные принадлежности, проверяют их исправность и сроки испытаний и загружают их, а также подобранные материалы и детали на платформу.
Работы со снятием напряжения проводятся в одно, два или три «окна» общей продолжительностью 4 —4,5 часа. Для уменьшения времени раскатки троса используют две автомотрисы (дрезины) и одну раскаточную платформу.
Ниже представлен технологический процесс замены несущего троса на анкерном участке полукомпенсированной цепной подвески.
Замена несущего троса включает в себя раскатку нового троса, перевод подвески с заменяемого несущего троса на новый с последующим демонтажем старого, причем перевод

|
Рис. 6.3. Временная анкеровка несущего троса:
1 —опора; 2 —узел присоединения анкеровочной штанги; 3 —струбцина монтажная; 4 —гирлянда изоляторов временной анкеровки; 5—натяжная муфта; 6 —натяжной (крюковой) зажим; 7—концевой зажим анкеровки; 8 — анкеровочная штанга; 9 — гирлянда изоляторов постоянной анкеровки
подвески выполняют под напряжением с двух изолирующих съемных вышек и навесных трехметровых лестниц, а все остальные работы — в «окна».
При подготовке анкерного участка к раскатке несущего троса расставляют автомотрисы по обоим концам анкерного участка; с поднятой рабочей площадки одной из них (первой) с помощью навесной лестницы выполняют временную анкеровку несущего троса (рис. 6.3) взамен рабочей. Затем проверяют и при необходимости, заменяют штангу 8 и гирлянду изоляторов 9 постоянной анкеровки, подготавливая их для стыковки с новым несущим тросом. Одновременно монтируют такую же временную анкеровку в конце анкерного участка, на котором меняют несущий трос.
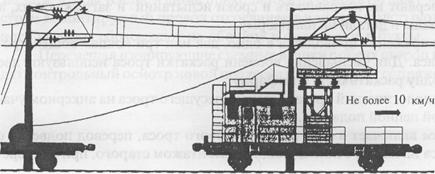
Раскатку и вытяжку нового троса начинают с расцепления автомотрисы с раскаточной платформой в начале анкерного участка и установки тормозных башмаков под колесные пары с обеих сторон платформы (рис. 6.4). Конец раскатываемого троса присоединяют к автосцепке автомотрисы и раскатывают один пролет, проезжая за опору на 10—15 м.
Во время раскатки между руководителем работ, находящимся на автомотрисе, и электромонтерами на раскаточной платформе должна поддерживаться постоянная радиосвязь. При движении автомотрисы электромонтеры на раскаточной платформе внимательно следят за вращением барабана, регулируют скорость его вращения, не допуская ослабления и спутывания витков, а также наблюдают за состоянием троса. При необходимости, уменьшают скорость вращения барабана, притормаживая его, а также подают сигнал об аварийной остановке. Непосредственно перед началом движения автомотрисы раскручивают барабан во избежание рывка в момент натяжения троса.
После остановки автомотрису возвращают к опоре, отцепляют раскатываемый трос, «прошивают» его через пересекаемые провода и фиксаторы, подвешивают к ушку седла монтажный ролик, закладывают в него трос и вновь крепят его за автомотрису. При этом следят, чтобы трос не перекрутился. Раскатку ведут со скоростью не более 10 км/ч, повторяя «прошивание» пересекаемых проводов и не допуская защемлений и повреждений троса.
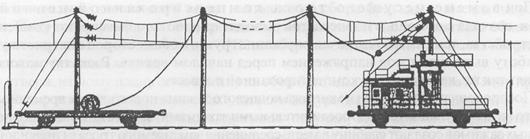
В конце анкерного участка автомотрису останавливают, не доезжая до места анкеровки. Трос отсоединяют от автосцепки и прошивают его между несущим тросом и контактным проводом следующего анкерного участка. На этом раскатка заканчивается, о чем руководитель работ извещает электромонтеров, находящихся на раскаточной платформе. По его команде они разрезают раскатываемый трос, предварительно накладывая проволочные бандажи по обеим сторонам разреза, монтируя на нем концевой зажим (вилочный коуш и
|
Рис. 6.4. Начало раскатки несущего троса
|
Рис. 6.5. Окончание раскатки несущего троса
трубчатый соединитель или клиновой зажим) — в зависимости от материала несущего троса, затем с рабочей площадки автомотрисы прошивают пересекающие провода и присоединяют конец троса к постоянной анкеровке (см. рис. 6.3), подготовленной заранее.
После этого второй автомотрисой, стоящей у начала анкерного участка, вытягивают трос, до стрелы провеса несколько меньшей, чем стрела провеса изношенного троса. Затем на анкерной опоре устанавливают струбцину, на раскатанном тросе — натяжной зажим и крепят полиспасты на 20 кН (2000 кгс) к струбцине и натяжному зажиму. С помощью полиспастов производят окончательную вытяжку раскатанного троса, наносят метку в месте его крепления к гирлянде изоляторов постоянной анкеровки, отпускают трос и обрезают его по отметке, монтируют на нем в этом месте концевой зажим, снова натягивают и соединяют с гирляндой изоляторов. С обеих автомотрис проверяют положение вытянутого троса и соединяют его с рабочим в 5-6 местах для предотвращения его перемещения при переводе нагрузки от контактных проводов (рис. 6.5).
Перекладку нового троса из монтажных роликов в седла выполняют с автомотрис и съемных вышек одновременно 2-3 бригадами.
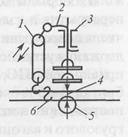
С навесной лестницы, завешенной на несущий трос, с помощью полиспаста 1 на 5 кН (500 кгс) и приспособления для замены изоляторов 2 новый трос вынимают из монтажного ролика 5. Затем с помощью крюка 6, зацепленного на новый трос, поднимают полиспастом оба троса вместе и вынимают демонтируемый трос из седла 4, предварительно сняв плашку, после чего старый трос укладывают в монтажный ролик, а новый — в седло и закрепляют его плашкой (рис. 6.6). После перекладки несущих тросов проверяют положение фиксаторов и отходящих ветвей, чтобы на сопряжениях обеспечивался беспрепятственный проход токоприемников.
Перевод подвески на новый несущий трос производят под напряжением с двух съемных изолирующих вышек и навесных лестниц. При этом переставляют зажимы крепления средней анкеровки, а также вертикальные, эластичные, поддерживающие, страхующие струны и жесткие распорки на новый несущий трос, заменяя неисправные зажимы или изношенные струны; одновременно выполняют регулировку контактного провода по высоте.
Переставляя поперечные и продольные электрические соединители, очищают контактные поверхности соединяемых проводов и соединительных зажимов от смазки и грязи салфеткой, смоченной в бензине, и зачищают до блеска наждачным полотном.
|
| Рис. 6.6. Схема перекладки тросов |
Демонтаж заменяемого несущего троса выполняют после переключения и регулировки подвески в «окна» при снятом напряжении и закрытом для движения поездов участке. При этом отключают и снимают временные соединения между новым и старым тросами, установленные после раскатки и вытяжки. В середине анкерного участка стягивают при помощи полиспаста и натяжных зажимов заменяемый трос и разрезают в месте его слабины между зажимами. Не допускается разрезать натянутый трос, т.к. это может привести к травматизму персонала и повреждению контактной сети. Затем осторожно распускают полиспаст и снимают ненатянутый трос с монтажных роликов и сами ролики. Демонтаж ведут с двух автомотрис, перемещающихся от середины анкерного участка к анкеровкам.
При замене несущего троса компенсированной цепной подвески сначала с помощью полиспастов выводят из работы и фиксируют компенсирующие устройства, тем самым исключая опускание грузов с обеих сторон анкерного участка. Эту работу выполняют под напряжением перед началом «окна». Раскатку нового троса проводят так же, как и для полукомпенсированной подвески.
После окончания раскатки и монтажа концевого зажима нового троса временно закрепляют его на действующем шестью соединительными зажимами. Затем с помощью полиспаста и натяжных зажимов создают слабину в месте соединения заменяемого троса с гирляндой изоляторов, расцепляют трос и гирлянду и присоединяют к гирлянде концевой зажим нового троса.
На изолирующем сопряжении анкерных участков (если не требуется замена анкеро-вочной ветви несущего троса) раскатку начинают от переходной опоры (от места врезки гирлянды изоляторов).
Монтаж вставки в несущий трос выполняют при обнаружении обрыва проволок или коррозии их более 15 % сечения. При длине вставки более 10 м на участках переменного тока и более 25 м — на участках постоянного тока, а также в случаях, когда вставка проходит под неизолированной консолью или один из ее концов находится на расстоянии менее 2 м от подвесного изолятора, работы должны выполняться со снятием напряжения.
Монтаж вставки со снятием напряжения производят с рабочей площадки автомотрисы с использованием навесной лестницы бригадой из трех электромонтеров 5,4 и 3 разрядов в «окно» продолжительностью не более часа.
После снятия напряжения и завешивания заземляющих штанг электромонтер с навесной лестницы устанавливает на несущем тросе натяжные зажимы и с помощью струбцины с натяжной муфтой стягивает их до появления слабины в тросе между ними. Тросорезом или ножовкой по металлу разрезают несущий трос, предварительно наложив проволочные бандажи с обеих сторон от места разреза. Подстыковывают вставку к несущему тросу, после чего раскатывают вставку, подвязывая ее к несущему тросу проволокой через 1,5—2 м.
Установив натяжные зажимы на другом конце вставки и на несущем тросе, натягивают вставку натяжным устройством до появления слабины в заменяемом несущем тросе, после чего разрезают и подстыковывают к нему вставку. Стык выполняется зажимами, тип которых выбирают в зависимости от материала троса и его сечения (например, для сталемедных проводов сечением 70—95 мм2 - клиновой зажим К-035 и соединительная планка К-082). Тип натяжного устройства зависит от длины вставки: при вставке протяженностью менее одного пролета используют натяжную муфту, а свыше — полиспаст на 20 кН (2000 кгс). Снимают натяжные зажимы и устройство, переставляют струны с заменяемого троса на вставку; при наличии в месте вставки точки подвеса с помощью полиспаста вынимают из седла заменяемый трос и на его место укладывают трос вставки.
Вырезанный отрезок изношенного троса опускают на землю и сматывают в бухту.
Не нашли, что искали? Воспользуйтесь поиском: