ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Поверхности всех столов закалены.

| 
| 
| 
| 
| 
|
| Sстандартная струбцина 50-200 мм | сферический затяжной болт короткий | маховик с внутренним шестигранником | универсальн. ограничитель 150x50x25 мм | ограничит. и затяжной угол 175x75x50 mm | универсальн. ограничитель 225x50x25 mm |

| 
| 
| 
| 
| 
|
| струбцина бесступенчатая крутящаяся 45/90° | призма Ø 60 мм | универсальн. ограничитель 500x100x25 мм | ограничит. и затяжной угол 500x200x75 мм | вагонетка для инструментов (пустая) | DP-4 Антихафт |
Сборка под сварку может выполняться следующими способами:
– полная сборка изделия из всех входящих в него деталей с последующей сваркой всех швов;
– поочередное присоединение деталей к уже сваренной части изделия – при невозможности применения первого способа;
– предварительная сборка узлов, из которых состоит изделие, с последующей сборкой и сваркой изделия из собранных узлов; этот способ наиболее рационален, он применяется при изготовлении крупных и сложных конструкций (суда, вагоны, мосты и пр.).
Для сборки и сварки колонн, балок, стоек сложного сечения, а также листовых конструкций из стали толщиной более 8 мм применяют приспособления, допускающие некоторое перемещение элементов конструкции при усадке металла швов.
Приспособления могут быть предназначены только для сборки деталей под сварку или только для сварки уже собранных деталей.
Применяют также и комбинированные сборочно-сварочные приспособления.
Для сборки листовых конструкций удобны электромагнитные стенды, которые фиксируют положение кромок свариваемых листов. На электромагнитных стендах может производиться сборка и сварка листов толщиной до 15 мм. Недостаток подобного рода приспособлений – отрицательное влияние магнитного поля на сварочную дугу в процессе сварки.
При массовом изготовлении одинаковых конструкций применяют специализированные сборочные кондукторы с механизмами для зажатия деталей. В этих кондукторах производится сборка и прихватка деталей, затем изделие освобождается из кондуктора и подается на площадку или стенд для сварки.
Проверка точности сборки производится шаблонами и щупами.
Собранные узлы или детали соединяют прихватками. Сварочные прихватки представляют собой короткие швы с поперечным сечением до 7% поперечного сечения полного шва. Длина прихватки от 20 до 100 мм в зависимости от толщины свариваемых листов и длины шва; расстояние между прихватками в зависимости от длины швов – 500-1000 мм. Прихватки выполняют теми же электродами, что и сварку изделия.
 Рис. 1. Магнитный стенд: 1 – электромагниты, 2 – свариваемые листы
Рис. 1. Магнитный стенд: 1 – электромагниты, 2 – свариваемые листы
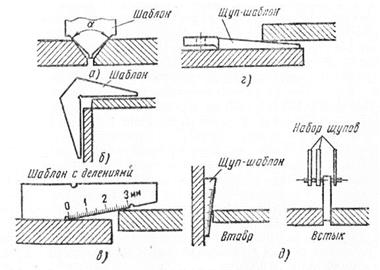 Рис. 2. Инструмент для проверки качества сборки: а – угла раскрытия кромки, б – прямого угла, в – смещения листов, г – зазора между листами при сварке внахлестку, д – зазора при сварке втавр и встык
Рис. 2. Инструмент для проверки качества сборки: а – угла раскрытия кромки, б – прямого угла, в – смещения листов, г – зазора между листами при сварке внахлестку, д – зазора при сварке втавр и встык
Прихватки препятствуют перемещению деталей, что может привести к трещинам в прихватках при охлаждении. Чем больше толщина свариваемых листов, тем больше растягивающая усадочная сила в прихватках и больше возможность образования трещин. Поэтому сборку на сварочных прихватках применяют для конструкций из листов небольшой толщины (до 6-8 мм). При значительной толщине листов необходимо обеспечить податливость деталей, например, осуществлять сборку на гребенках (эластичные прихватки) и сборку изделия с гибкими деталями (решетчатые фермы, узлы судов с перегородками и др.).
Не нашли, что искали? Воспользуйтесь поиском: