ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Порядок выполнения работы. 1 Получить инструктаж по технике безопасности.
1 Получить инструктаж по технике безопасности.
2 Ответить на вопросы по домашнему заданию (тест по безмашинному программированному опросу).
3 Получить монтажную плату по номеру записи в классном журнале и набор ЭРЭ.
4 Проверить работоспособность предложенных ЭРЭ. Результаты измерений записать.
5 Подготовить рабочее место и паяльник к работе.
6 Соединить три резистора последовательно. Рассчитать их общее сопротивление по номинальным значениям. Измерить их сопротивление прибором Ц-4315. Выполнить анализ результата измерений.
7 Подключить последовательно соединенные резисторы к батарейке. Измерить падение напряжения на резисторах и напряжение батарейки. Проанализировать результаты измерений согласно второму закону Кирхгофа.
8 Соединить эти же три резистора параллельно. Рассчитать их общее сопротивление по номинальным значениям. Измерить их общее сопротивление прибором Ц-4315. Проанализировать результаты измерений.
9 Подключить к трем параллельно соединенным резисторам последовательно диод. Измерить прибором Ц-4315 общее сопротивление. Поменять местами щупы и повторить измерение. Проанализировать результаты измерений.
10 Подключить к трем параллельно соединенным резисторам параллельно диод. Измерить прибором Ц-4315 общее сопротивление. Поменять местами щупы и повторить измерение. Проанализировать результаты измерений.
11 Подключить к трем параллельно соединенным резисторам параллельно резистор с номинальным сопротивлением десятки Ом. Измерить прибором их общее сопротивление. Поменять местами щупы и повторить измерение. Проанализировать результаты измерений.
12 Соединить последовательно два конденсатора емкостью С≈1 мкФ. Установить прибор Ц-4315 для измерения в положении КΩ  . Подключить щупы прибора к каждому конденсатору и к выводам последовательно соединенных конденсаторов. По углу отклонения стрелки прибора сделать вывод о значении емкости при последовательном соединении конденсаторов без количественной оценки.
. Подключить щупы прибора к каждому конденсатору и к выводам последовательно соединенных конденсаторов. По углу отклонения стрелки прибора сделать вывод о значении емкости при последовательном соединении конденсаторов без количественной оценки.
13 Соединить параллельно два конденсатора емкостью С≈1 мкФ. Установить прибор Ц-4315 для измерения в положении КΩ . Подключить щупы прибора к каждому конденсатору и к выводам последовательно соединенных конденсаторов. По углу отклонения стрелки прибора сделать вывод о значении емкости при параллельном соединении конденсаторов без количественной оценки.
14 Подключать к параллельно соединенным конденсаторам последовательно и параллельно резистор с номинальным сопротивлением единицы КЛ.
Установите прибор Ц-4315 для измерения в положении КΩх100. Выполнить измерения. Провести анализ результатов измерений.
Примечание
1 Если при выполнении измерений в пунктах 12,13,14 студент не успел зафиксировать положение стрелки, то необходимо разрядить конденсатор путем закорачивания выводов и повторить измерения.
2 При успешном выполнении работы студент самостоятельно может выполнить другие соединения радиокомпонентов (например, диод и конденсатор и т.п.)
Содержание отчета
1 Данные результатов проверки работоспособности предложенных радиокомпонентов.
2 Согласно пунктов 6-14 «Порядок выполнения работы» вычертить принципиальные схемы, предоставить результаты измерений и анализ их результатов.
Контрольные вопросы
1 Укажите продолжительность пайки на выводах ЭРЭ.
2 Назовите способы выполнения монтажных работ.
3 Почему нельзя выполнить пайку выводов ЭРЭ без теплоотвода?
4 Почему при выполнении пайки необходимо выдерживать определенный температурный режим?
5 Назовите последовательность операций при устранении некачественно выполненного контактного соединения пайкой.
6 Какие требования необходимо выполнять для обеспечения надежного контактного соединения при пайке? (устный ответ).
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Способы выполнения монтажа.
В зависимости от характера изделий и объема производства применяют следующие способы выполнения монтажных работ:
а) способ последовательной укладки проводников;
б) шаблонированный жгутовой;
в) печатный монтаж;
г) комбинированный.
Сущность процесса последовательной укладки проводников заключается в последовательном соединении отдельных точек схемы одиночными проводами или выводами радиокомпонентов, закрепленных на лепестках и т.п. Проводники рекомендуется прокладывать по кротчайшим расстоянием (свободный монтаж) и параллельно и перпендикулярно основанию платы (параллельно-перпендикулярный монтаж). Во втором случае обеспечивается доступ к выводам электрорадиокомпонентов.
Выполнение монтажных работ по принципиальным электрическим схемам обладает рядом существенных недостатков:
а) исполнители (монтажники) должны хорошо разбираться в принципиальной схеме и иметь достаточный практический навык, что приводит к удорожанию монтажных работ:
б) значительная трудоемкость и продолжительность монтажного процесса, т.к. все операции выполняются одним исполнителем;
в) невозможность механизации процесса монтажа и трудность получения идентичных изделий.
Вследствии перечисленных недостатков такой метод ведения монтажа обычно применяется только в условиях лабораторной отработки опытного макета или в единичном производстве.
Шаблонированный монтаж.
Одной из наиболее прогрессивных форм организации монтажных работ в крупносерийном и поточном производстве является монтаж по эскизно-операционным картам. Подобная организация работ предусматривает разделение всего процесса монтажа электронной аппаратуры на ряд простых операций. Операция – часть работы, выполняемая однотипным инструментом и одинаковыми трудовыми приемами. Операция выполняется быстро и качественно монтажником низкой квалификации, что снижает стоимость монтажных работ и обеспечивает идентичность изделий.
Сущность шаблонированного жгутового способа монтажа заключается в том, что параллельно с выполнением механических работ по сборе шасси или узла изделия независимо от нее на специальном шаблоне производится вязка жгута. Жгут – это совокупность проводников, связанных особым способом обеспечивающих все соединения согласно принципиальной схемы. Распайка жгута производится на основании монтажной схемы или эскизно-операционных карт.
Жгутовой монтаж в настоящее время применяется в изделиях большой мощности, например, выпрямителях,сильноточных цепях и т.п. и для межблочных соединений в электронной аппаратуре.
Печатный монтаж
Одним из способов, позволяющих значительно уменьшить размеры электронной аппаратуры, является применение печатных схем, при этом объемный (навесной) монтаж заменяется монтажом, расположенным в одной плоскости. Печатная плата представляет собой изоляционное основание, на которое с одной или двух сторон нанесены полоски металла (проводника), к контактным площадкам которых с одной стороны припаены ЭРЭ.
Печатный монтаж имеет следующие преимущества: высокая плотность расположения проводников, малые габариты и масса, низкая стоимость в массовом производстве, хорошая повторяемость параметров, большая механическая прочность и стойкость к тепловым и климатическим воздействиям.
Недостатки печатного монтажа: большая длительность цикла подготовки производства, принципиальная невозможность полного экранирования, ограничение максимальных габаритов печатных плат из-за уменьшения их жесткости, сложность контактирования печатных плат на гибком основании, плохая ремонто - пригодность (ограниченное число перепаек).
В настоящее время монтаж электронной аппаратуры выполняется печатным способом. Межблочные соединения могут выполняться печатным способом или жгутами. В некоторых изделиях могут применяться все рассмотренные способы монтажа, т.е. комбинированный монтаж.
Технология лужения и пайки.
Процесс пайки сводится к следующему. Предварительно зачищенные выводы ЭРЭ, провода и т.п. покрывают тонким слоем припоя (лудят). Затем спаиваемые детали плотно прикладывают друг к другу. На паяльник берется необходимое количество припоя и канифоли. Паяльник прикладывается к детали с большей массой таким образом, чтобы обеспечить наилучшую теплопередачу. На рисунке 1,б показано правильное, а на рисунке 1,а неправильное положение паяльника. После растекания расплавленного припоя его распределяют плавным движением паяльника. Рекомендуется иметь два куска канифоли: первый – для очистки паяльника, второй – для пайки.
Для обеспечения надежного контактного соединения при пайке необходимо выполнение следующих требований:
1. Жало паяльника должно быть без раковин и хорошо облужено.
2. Паяльник должен быть хорошо прогрет. Признак достаточного прогрева – вскипание канифоли (но не сгорание) и обильное выделение дыма.
3. Количество флюса, вносимого в место пайки, должно быть минимальным. Флюс не должен растекаться за пределы места пайки.
4. Количество припоя, вносимого в место пайки, определяется опытным путем таким образом, чтобы обеспечивалось заполнение отверстий и просматривались контуры деталей.
5. Место пайки должно быть достаточно прогрето паяльником до полного растекания припоя.
6. Соединяемые детали должны быть неподвижными до полного затвердевания припоя.
7. Время пайки одного контактного соединения – не более 5 с.
8. При пайке на выводах радиодеталей рисунок 1,д и проводов 1,е в изоляционных трубках необходимо применять теплоотвод.
Для повышения механической прочности облуженный проводник закрепляют у контакта механически рисунок 1,г пайка обеспечивает электропроводимость между спаиваемыми деталями. Пайка «внакладку» или «встык» допускается только в лабораторных макетах рисунок 1,в. При перегреве пайка получается темной и шероховатой, а при недогреве непрочной, и на ее выполнение тратится много времени.
Контроль качества паяемых соединений. Качество пайки проверяется внешним осмотром в необходимых случаях с применением лупы. Хорошо выполненной пайкой следует считать такую, на которой ясно видны контуры соединенных деталей (витки, колечки, изгибы), но все щели заполнены припоем. Пайка имеет глянцеватую поверхность, без трещин, наплывов, острых выпуклостей.
Механическую прочность пайки проверяют пинцетом с надетыми на его концы трубками из поливинилхлорида. Усилие тяжения вдоль оси провода должно быть не более 10 Н. Запрещается перегибать провод около места пайки. Проверке подлежат все припаянные жилы проводов и выводы ЭРЭ. После контроля пайки и приемки места спая окрашивают прозрачным цветным лаком, наносимым на место спая в виде небольшого мазка мягкой кисточкой.
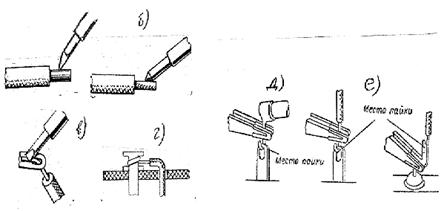
Рисунок 1 – Приемы выполнения пайки
Подготовка и монтаж ЭРЭ
Для того чтобы хорошо выполнить монтаж, необходимо соответствующим образом подготовить выводы ЭРЭ и провода. Подготовка выводов ЭРЭ и проводов состоит из их выпрямления, зачистки, лужения и гибки. В условиях мелкосерийного производства выводы ЭРЭ выпрямляют обычно вручную монтажными плоскогубцами без насечек с притупленными кромками или на специальном приспособлении. Выпрямление (рисунок 2,2) начинают с конца выводов. Когда конец вывода выпрямлен, его захватывают пальцами левой руки и, постепенно передвигая плоскогубцы правой по неровностям вывода, выпрямляют.Выпрямление вывода необходимо приостановить, не доводя его до корпуса на 3…4 мм.
Отрезают выводы кусачками или с помощью приспособлений в соответствии с образцом, шаблоном или указаниями в технологической карте. Обычно длину выводов ЭРЭ выбирают с таким расчетом, чтобы после их закрепления на контактных лепестках расстояние между местом крепления (пайки) и корпусом ЭРЭ было бы минимальны, но не менее 8…10 мм (если нет специальных указаний).
ЭРЭ, выпускаемое промышленностью с посеребренными выводами, не требуют предварительного лужения, но если серебреное покрытие потемнело, то их, как и не луженные выводы, необходимо залудить. Лужению выводов ЭРЭ предшествует их зачистка. Окисную пленку и краску с выводов снимают напильником, шлифовальной шкуркой и т.п. Лудят выводы паяльником на расстоянии 8…10 мм от корпуса. При большом количестве деталей их лудят в ванночке с расплавленным припоем. Выводы ЭРЭ опускают в ванночку с спиртовым раствором канифоли, а затем в ванночку с расплавленным припоем (рисунок 2,а). Когда выводы покрываются припоем, их извлекают из ванночки и резким движением руки встряхивают. Лужение следует производить без перегрева.

Рисунок 2.
Гибку выводов ЭРЭ выполняют при помощи круглогубцев (рисунок 2,д), с применением шаблона (рисунок 2,б,в) или ограничителя (рисунок 2,е). Наиболее важно при этом обеспечить определенное расстояние от места гибки, при котором не нарушается надежность вывода в месте его выхода из корпуса. Для гибки круглых выводов лучше применять овалогубцы, которые не оставляют вмятин на выводах. Расстояние между корпусом ЭРЭ и местом гибки должно быть для круглых выводов диаметром до 1мм – не менее 2мм, свыше 1мм – не менее 3мм; для плоских выводов расстояние между корпусом ЭРЭ и местом гибки – не менее 2м; для выводов транзисторов и диодов – не менее 10мм. Радиус изгиба берут не менее удвоенного диаметра вывода.
В практике монтажа встречаются случаи, когда вывод или проводник, заведенный на лепесток и запаянный, внешне не вызывает сомнений в прочности пайки, но если проводник покачать, оказывается, что он в припое шатается. Сопротивление такого контакта меняется во времени, что приводит к появлению шумов, сбоев и неисправностей в аппаратуре. Для устранения подобных неисправностей пайку необходимо осуществлять на предварительно пролуженных лепестках с применением оптимального количества припоя так, чтобы все отверстия были заполнены припоем и контуры жил проводов и выводов угадывались под слоем припоя.
На рисунке 3 приведены варианты гибки выводов ЭРЭ, а на рисунке 4 – монтаж ЭРЭ.

Рисунок 3 – Подготовка выводов ЭРЭ

Рисунок 4 – Монтаж ЭРЭ
Литература
1. Бурда А.Г. Обучение в электромонтажных мастерских / А.Г. Бурда. – Москва: Радио и связь, 1988 С. 89 – 90, 195 – 198.
2. Галкин В.И. Начинающему радиолюбителю / В.И. Галкин. – Минск: Беларусь, 1983 С. 21, 26.
Учебное издание
Не нашли, что искали? Воспользуйтесь поиском: