ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Кассета сварочной проволоки и подающий механизм полуавтомата
Выбор сварочного оборудования (пример)
Исходя из выбранных режимов сварки и сварочных материалов в проекте в качестве сварочной установки для автоматической сварки под флюсом предложена сварочная головка «ESAB A6S– UP” (рис.13)
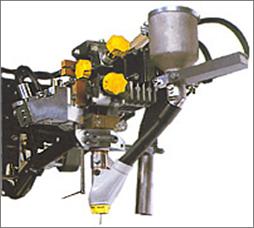
Рис. Сварочная головка ESAB A6S– UP
Сварочная головка имеет следующие характеристики:
Масса — 66кг, масса катушки – 30кг, бункер ёмкостью 10 литров, угол поворота – 3600, скорость подачи электродной проволоки – 60…240м/ч, сварочный ток не более 1500А, диаметр электродной проволоки – 3…6мм.
В качестве источника питания предлагается выпрямитель ВДУ-1202 (рис.), имеющий следующие характеристики:
напряжение питающей сети – 50Гц,
номинальная потребляемая мощность, кВА – 120,
сварочный ток, А, при ПН % - 1250 (1000),
диапазон регулирования сварочного тока, А – 250…1250
рабочее напряжение, В – 24…56,
напряжение холостого хода,В – 85,
диаметр электрода, мм – 2…10,
масса, кг – 540,
габариты (ДхШхВ), мм – 1080х685х885.

Рис. Вид источника ВДУ-1202
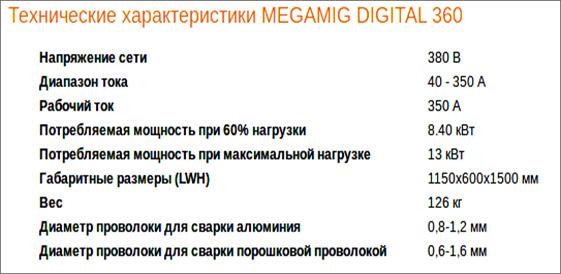
Для полуавтоматической сварки в среде защитных газов предложен cварочный полуавтомат Blueweld MEGAMIG DIGITAL 360 (рис.).

Рис.Полуавтомат Blueweld MEGAMIG DIGITAL 360
Полуавтоматы предназначены для сварки MIG-MAG и самозащитной порошковой проволокой (без газа) с отдельным устройством подачи проволоки. Аппараты поставляются с принадлежностями для сварки типа MIG-MAG.


Не нашли, что искали? Воспользуйтесь поиском: