ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Термическая обработка
Общие сведения о термической обработке. Термическая обработка заключается в нагреве детали до определенных температур, выдержке при этой температуре и охлаждении с той или иной температурой. При этом происходит изменение структуры, а следовательно, механические и технологические свойства обрабатываемой детали.
При нагревании и охлаждении в железоуглеродистых сплавах происходят превращения при определенных температурах, называемых критическими точками.
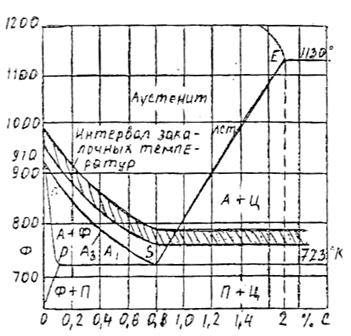
Рис. 13
При нагревании их принято условно обозначать Ас1, Ас3, Асm; при охлаждении - Аr1, Аr3, Асm (рис.13). превращения стали при нагревании носят кристаллизационный характер, т.е. при этом происходит образование центров зародышей и последовательный их срок. Исходная структура всех сталей представляет собой смесь двух фаз – феррита и цементита.
При медленном нагревании до температуры Ас (723°С) никаких превращений в стали не происходит. При достижении критической точки Ас3 перлит переходит в аустенит. При дальнейшем нагреве в доэвтектоидных сталях происходит постепенное растворение феррита в аустените. При температуре выше линии GSE стали будут иметь однородную структуру – аустенит.
При медленном охлаждении эвтектоидной стали аустенит превращается в перлит (смесь феррита и цементита). Превращение аустенита в перлит происходит диффузионно; углерод, выделяясь из аустенита, образует зародыши цементитных включений, число которых и последовательный рост зависят от степени переохлаждения.
Регулируя степень охлаждения аустенита, можно получить следующие продукты его распада: перлит – крупнозерную смесь феррита и цементита, троостит – мелкозерную (высокодисперсную) смесь феррита и цементита.
При больших степенях переохлаждения аустенита диффузное перераспределение углерода практически прекращается и образование цементита становится невозможным, образуется структура мартенсит, которая представляет собой перенасыщенный твердый раствор углерода Fea.
Наименьшая скорость охлаждения, при которой аустенит превращается в мартенсит, называется критической скоростью закалки. Мартенсит имеет игольчатое строение и высокую твёрдость (НВ 500-600).
Мартенситное превращение происходит в интервале температур Мн – Мк (где Мн – начало мартенситных превращений; Мк – конец мартенситных превращений), которые определяются содержанием углерода в стали.
Виды термической обработки:
1) Отжиг первого рода или рекристаллизация;
2) Отжиг второго рода;
3) Нормализация;
4) Закалка;
5) Отпуск;
Отжиг первого рода (рекристализационный отжиг) – нагрев детали до температуры ниже фазовых превращений. Выдержка при этой температуре и медленное охлаждение. Такой вид отжига применяют для снятия внутренних напряжений у деталей, полученных методом холодной деформации (холодная прокалка, холодная штамповка, волочение и др.), а также для уничтожения нагартовки (наклёпки) металла.
Температура рекристаллизационного отжига любого металла должна быть выше температуры рекристаллизации данного металла. Температура рекристаллизационного отжига для разных металлов и сплавов различная. Например, для стали температура рекристаллизационного отжига на 150-250°С выше температуры рекристаллизации, обычно 680-700°С.
Рекристаллизация заключается в том, что, начиная с некоторой температуры при нагревании, происходит интенсивное перемещение атомов металле, что влечет за собой формы и величины деформированных кристаллических зерен. При этом происходят превращения, подобные происходящим при первичной кристаллизации и вторичной перекристаллизации (зарождаются новые центры кристаллов и одновременно происходит их рост). Взамен вытянутых, расплющенных зерен образуются мелкие, сфероидальные зерна; металлу возвращаются исходные свойства, т.е. пониженная твёрдость, повышенная пластичность.
Отжиг второго рода (отжиг с фазовыми превращениями) – нагрев детали до температуры несколько выше критической, выдержка при этой температуре и медленное охлаждение вместе с печью. Цель отжига – выровнять химический состав стали, получить мелкозернистую равновесную структуру, снять внутренние напряжения, повысить пластичность и понизить твёрдость, улучшить условия обрабатываемости резанием. Отжиг второго рода подразделяется на полный, неполный, изометрический, ступенчатый и диффузионный.
Полный отжиг производят путем нагрева стали на 30-50°С, выше критической температуры Ас3, выдержки при этой температуре и медленном охлаждении.
Полному отжигу подвергаются доэвтектоидные горячедеформируемые стали (поковки, штамповки, прокат, а также слитки и фасонные отливки из углеродистой и легированной стали).
Неполный отжиг производится путём нагрева детали до температуры выше критической точки Ас1 на 30-50°С, выдержки при этой температуре и последующего медленного охлаждения. Неполный отжиг необходим для перекристаллизации перлита, снятия внутренних напряжений, улучшения обрабатываемости резанием. Применяются для заэвтектоидных сталей.
Нормализация отличается от отжига повышенной скоростью охлаждения (на стойком иди движущемся воздухе). Процесс нормализации заключается в нагреве сталей выше критических температур Асm, Ас3 на 30-50°С, выдержке при этой температуре и охлаждение на воздухе. Нормализацией достигают измельчения и однородности структуры, устранения внутренних напряжений и уничтожения сетки вторичного цементита в заэвтектоидных сталях. Нормализации подвергают фасонные отливки, поковки, штамповки и прокатные материалы
 |
*нормализация является промежуточным процессом термической обработки между отжигом и закалки. В зависимости от химического состава стали нормализацию применяют иногда вместо отжига или закалки.
 |
Закалка – это процесс, который заключается в нагреве стали выше критических температур Ас1 и Ас3 на 30-50°С, выдержке при этой температуре и последующем быстром охлаждении в воде, масле и других охлаждающих средах. Основная цель закалки – получение высокой твёрдости и прочности.
Резкое увеличение твердости и прочности в процессе закалки происходит за счет изменения структуры в процессе нагрева и охлаждения, за счет образования неравновесных структур – мартенсита, троостита и сорбита.
Температура нагрева под закалку зависит от химического состава стали. Доэвтектоидную углеродистую сталь нагревают выше критической температуры Ас3 на 30-50°С, а заэвтектоидную и эвтектоидную сталь выше Ас1 на 30-50°С. Температура под закалку доэвтектоидной стали изменяется с изменением содержания в стали углерода, температура нагрева заэвтектоидных сталей постоянна и равна 770-780°С. Нагрев детали должен быть медленным, чтобы не возникали напряжения и трещины. Время нагрева стали зависит от ее химического состава, от формы и размеров детали. Время выдержки должно быть достаточным, чтобы весь процесс превращения феррито-цементитной смеси в аустенит полностью завершился. Продолжительность выдержки обычно 25% общего времени нагрева. Скорость охлаждения должна быть такой, чтобы обеспечить получение нужной структуры – мартенсита, троостита или сорбита, т.е. обеспечить необходимые механические свойства обрабатываемой детали.
Для успешного проведения термической обработки правильный выбор закалочной среды имеет большое значение. Закалку среднеуглеродистых сталей производят в воде при температуре 780°С, а большинства остальных сталей в масле.
Объёмная закалка в зависимости от способа охлаждения разделяется на следующие виды:
- Закалка в одном охладителе углеродистых сталей (охлаждение в воде) и легированных сталей (охлаждение в масле) заключается в том, что нагретую до температуры закалки деталь погружают в закалочную среду и держат до её полного охлаждения. Недостаток этого способа – возникновение больших термических напряжений из-за резкой разности температур нагретого металла и охлаждающей среды.
- Ступенчатая закалка производится путём быстрого охлаждения последовательно в двух различных средах. Первой охлаждающей средой служат расплавленные соли и масло с температурой на 20-30°С выше точки начала мартенситного превращения Мп, для данной стали в горячей среде деталям дают кратковременную выдержку, цель которой – выравнивание температур по сечению детали, структура металла – аустенит. Второй охлаждающей средой является воздух, при этом аустенит переходит в мартенсит.
Достоинство такого метода закалки – уменьшение термических напряжений, а следовательно, невозможность появления трещин, поводки и коробления, а также хорошее сочетания высокой вязкости с прочностью.
Ступенчатую закалку применяют для мелких деталей из углеродистой стали с сечением 8-10 мм и для деталей из легированной стали с сечением до 30 мм.
- Изометрическая закалка, так же как и ступенчатая закалка, производится в двух охлаждающих средах. Температура горячей среды (соляные, селитровые и щелочные ванны) зависит от химического состава стали. Время выдержки должно быть достаточным для полного превращения аустенита в игольчатый троостит. Окончательное охлаждение до комнатной температуры производится на воздухе.
Изометрическую закалку широко применяют для деталей из высоколегированных сталей. После изометрической закалки сталь приобретает высокие прочностные свойства.
При охлаждении в процессе закалки в стали возникают термические и структурные внутренние напряжения. Термические напряжения возникают в результате неравномерного охлаждения, а структурные при превращении аустенита в мартенсит, что сопровождается значительным увеличением объема. В результате создания таких напряжений при закалке может возникнуть брак – коробление, трещины и изменение объема.
- Поверхностная закалка применяется для придания ответственным деталям (валам, зубчатым колесам и др.), работающим на трение и одновременно подвергающимся действию ударных нагрузок, твёрдости поверхностного слоя, обеспечивающим сопротивление удару. В зависимости от способа нагрева деталей поверхностная закалка разделяется на индукционную (токами высокой частоты), контактную, газопламенную, закалку в электролите.
- Индукционная закалка основана на том, что электрический ток высокой частоты, проходя по проводнику – индикатор, создаёт вокруг него электрическое поле. На поверхности детали, которая находится в этом поле, индуцируются вихревые токи, вызывая нагрев детали до высоких температур. Это обеспечивает возможность протекания фазовых превращений, т.е. превращение феррито-цементитной смеси в аустенит. После охлаждения поверхность детали имеет структуру мартенсита.
Закаливаемость – это способность детали приобретать максимально высокую твердость после закалки. Закаливаемость зависит от содержания углерода в стали: чем больше углерода, тем выше твёрдость.
Прокаливаемость – это глубина проникновения закаленной зоны, т.е. способность стали закаливаться на определенную глубину. За глубину закаленной зоны принимают расстояние от поверхности до слоя, где в структуре будет примерно одинаковое количество мартенсита и троостита. Прокаливаемость зависит от химического состава стали, размеров деталей и условий их охлаждения.
· Отпуск – это завершающая операция термической обработки, формирующая структуру, а следовательно и свойства стали. Назначение отпуска – снять внутренние напряжения, возникшие в процессе закалки, и получить необходимую структуру. Процесс отпуска заключается в нагревании стали до температуры ниже Ас1, выдержке при этой температуре и охлаждении. В зависимости от температуры нагрева закаленной детали различают три вида отпуска: низкий, средний и высокий.
Низкий отпуск производится при температуре 150-250°С с целью уменьшения закалочных напряжений при сохранении мартенситной структуры. Твёрдость детали после низкого отпуска практически не изменяется. Низкий отпуск применяется для углеродистых и легированных сталей, для которых необходимы высокая твёрдость и износоустойчивость – структура мартенсит отпуска.
Средний отпуск производится при температурах нагрева 350-500°С и применяется для пружинных и рессорных сталей, а также для сталей, идущих на изготовление штампов – структура троостит отпуска.
Высокий отпуск производится при температурах нагрева 500-650°С и применяется для конструкционных сталей – структура сорбит отпуска.
Кроме температуры нагрева при отпуске весьма важно время выдержки, скорость же охлаждения в большинстве случаев значения не имеет. (рис. 14)
Нагрев образцов стали для термообработок (в лабораторных условиях) проводится в муфельных электропечах (рис.15), которая состоит из металлического корпуса 1, внутри которого выложен муфель 2 из четырёх плит с вмонтированными в них нагревательными спиралями 3.

Рис.14 Диаграмма влияния температуры отпуска на механические свойства стали
Рис.15 Муфельная электропечь
Рабочая камера закрывается дверцей 4. Регулирование температуры в печи осуществляется реостатом с помощью ручки 5. Для измерения температуры применяются термоэлектрические параметры, термопары, которые вставляются в отверстие печи, имеющееся в задней стенке. Печь до начала работы хорошо прогревают, для чего ее выдерживают до трёх часов при температуре 700°С.
Не нашли, что искали? Воспользуйтесь поиском: