ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Пайка металлов. Припои и флюсы, технология.
Пайка – технологический процесс соединения метал. заготовок без их расплавления за счет вводимого между ними расплавленного металла.
Припой – (температура плавления припоя должна быть =< температуры основного металла) при охлаждении кристаллизуется и заполняет пространство между соединяемыми деталями, отсюда получаем прочные соединение, которое может быть разъединено без нарушения целостности деталей.
Пайка используется при различных электромонтажных работах, в производстве радио аппаратуры. «+»Отличается низкой ценой, но «-» дороги припои.
Процесс пайки включает операции:
1. Подготовка поверхности: очистка механическим или физическим способом, создание определенной шероховатости поверхности.
2.Лужение поверхности: покрытие соединяемых поверхностей тонким слоем припоя; нагревание соединяемых поверхностей до t плавления припоя; их соединение с небольшим давлением.
3.Очистка места пайки от остатков флюса.
Бывают следующие виды припоев:
Мягкие - t плавления < 400`: оловянно-свинцовые.
Твердые – t плав. > 400`: медные (1100`), медно-свинцовые (900`), серебряные (600-800`).
Для очистки поверхности от окиси и для улучшения смачиваемости применяют спец. примеси – флюсы.
Виды флюсов:
1.Кислотные (на основе хлористых соединений): ZnCl2, NH4O. Хорошо очищают поверхности, но остатки окиси флюсов вызывают коррозию, поэтому необходимо их удалять.
2.Конефольная смесь из смоляных кислот из сока дерева обладает мягким очищающим действием при t = 150`С, может служить хорошим изолятором.
3.Кмслотные флюсы: бура Na2B4O7, борная кислота B(OH)3. Остатки флюсов нужно удалять –опасность коррозии.
Оборудование и инструменты:
Основной инструмент – паяльник. Использование меди дает высокую эффективность за счет высокой теплопроводности, особенно для мягкого припоя.
Для твердых припоев используется электрическая печь (устройство ТВЧ).
Процесс резания металлов. Основные понятия и определения. Физические явления в процессе резания.
Механическая обработка – основной вид обработки, достигает высоких степеней точности и с помощью ее обрабатывается основной объем детали.
1. Мех. обр-ка – самый объемный вид обр-ки.
2. Мех. обр-ка позволяет достичь наивысшую точность, высокого кач-ва.
Обработка (обр-ка) резанием – процесс срезания режущим инструментом слоя металла в виде стружки. (для получения необходимой формы тела, точности и шероховатости)
 Для процесса необходимы металлорежущие станки, в рабочих органах которых закрепляется инструмент и заготовка и осуществляются сложные движения.
Для процесса необходимы металлорежущие станки, в рабочих органах которых закрепляется инструмент и заготовка и осуществляются сложные движения.
Движения резания – основные движения, при которых с заготовки снимается слой металла, стружка.
К этому движению относят:
главные движения – движение, совершаемое с наибольшей скоростью, хар-ся скоростью резания Vр. [м/мин] (шлифование [м/с]).
движение подачи – перемещение режущей кромки инструмента, обеспечивает непрерывность обр-ки и обработку всей поверхности. Sо=мм/об, Sм=мм/мин, Sz=мм/зуб.
Технологический эскиз для основных видов обработки:
1. точение
патрон
 | |||
 | |||
 - глубина резанья
- глубина резанья
2. сверление
 |
стол
 3. фрезерование
3. фрезерование
| |||||||
| |||||||
| |||||||
|
Hз – толщина заготовки
Нd – толщина детали
 - t глубина резанья
- t глубина резанья
Sm=n*Sz , n – об/мин
режимом работы -совокупность определенных значений глубины резания (t), подачи (So)и скорости резания (Vp) называется.
Эти параметры устанавливаются технологом на основе данных, справочной литературы.
Чтобы инструмент обладал способностью резать металл, его затачивают определенным образом.
Режущий клин
 стружка
стружка
|

a - задний угол, g - передний угол
Режущий клин врезается в заготовку и срезает метал.
Стружка бывает трех типов.
1.  Сливная, от вязких пластичных материалов.
Сливная, от вязких пластичных материалов.
 |
2. Стружка скалывания.
При обр-ке материалов
средней твердости.
3. Сыпучая
При обработке хрупких материалов.
Объем стружки при механической обработке ~30% по массе идет в стружку, основная проблема: нужно организовать сбор стружки.
Процесс резания осуществляется с определенными силами: сила резания: Pz=f(t, s, v, km). Она достигает значительных величин до нескольких тыс. кН. И нужна соответствующая
Мощность: N=Pz*V/(60*103) кВт
Работа, затрачиваемая на процесс резания, расходуется:
на упругую и пластическую деформацию металла;
на его разрушение; а также на преодоление сил трения при сходе стружки по передней поверхности. По стальной пов-ти: f=0,1-0,2.
Большая часть этой работы ~95% превращается в тепло.
В среднем стружкой отводится 30-80% тепла, в заготовку 30-40%, в инструмент 5-10%
Из-за этого режущие кромки инструмента нагреваются 1000-1200°C, что вызывает износ инструмента.
Износ протекает по двум поверхностям:
- по задней поверхности коэффициент износа =0,8-1,0 (образуется ленточка).
- по передней поверхности (луночка)
Чаще всего инструмент заменяю, когда износ по задней поверхности достигает определенного значения.
Стойкость режущего инструмента – определяется в минутах непрерывного резания. В среднем 45- 60 мин.
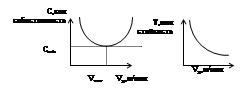
Зависимость себестоимости от скорости резания.
Не нашли, что искали? Воспользуйтесь поиском: