ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Отметка руководителя практики за выполненную работу. -Описание работы: Пайка мягкими припоями штепсельных разъемов.
| Наименование выполненной работы. | Отметка руководителя практики за выполненную работу |
| Пайка проводов. |
- Описание работы: Пайка мягкими припоями штепсельных разъемов.
Форма отчёта предлагает ответить на ряд вопросов:
Основные правила техники безопасности при пайке мягкими припоями:
1.___________________________________________________
2.___________________________________________________
3.___________________________________________________
4. ___________________________________________________
5. ___________________________________________________
Запрещается работать с неисправным ручным инструментом.
По окончании работы:
1. Собрать и очистить от грязи инструмент, сдать мастеру.
2. Рабочее место привести в порядок.
3. Спецодежду повесить в шкаф.
4. Вымыть руки и лицо тёплой водой.
Пайка мягкими припоями используется главным образом для создания герметичного шва, соединения деталей, где не требуется_____________________________________________________.
При пайке мягкими припоями используют припои с температурами плавления ________________, обеспечивающие получение паяных швов с пределами прочности ____________________.
Применяют следующие мягкие припои: ________________________________________________
______________________________________________________________________________________.
Механическая прочность припоев незначительна, причем висмутовые припои обладают большой хрупкостью.
Мягкие припои поставляются в виде ____________________________________________, заполненных__________________________. Применение________________ припоев значительно упрощает процесс паяльных работ и способствует его механизации. При пайке мягкими припоями флюсы, как правило, необходимы.
Описание работы: (с изображением рисунка).
| Применяемый инструмент: |
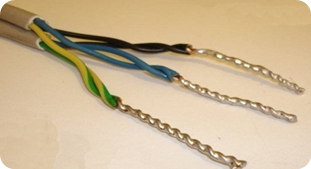
| Пайка медных проводников. |
Пайка медных проводов осуществляется при помощи _____________________________ припоев. Они относятся к _________________ припоям и, в зависимости от соотношения ______________ и _________________в своем составе, имеют различную температуру плавления — от 209 С (припой ПОС 50) до 277 С (припой ПОС 18).
Припои для пайки меди:
· ПОС 30 — ___________ (30%), ____________ (70%)
· ПОС 40 — ___________ (40%), ____________ (60%)
· ПОС 50 — ___________ (50%), ____________(50%).
 Помимо основных компонентов (__________ и _____________) ______________________________ припои могут содержать различные примеси металлов (__________________________), придающие припоям специальные свойства.
Для пайки медных проводов в качестве флюсов используются чаще всего _________ и ____________. Помимо основных компонентов (__________ и _____________) ______________________________ припои могут содержать различные примеси металлов (__________________________), придающие припоям специальные свойства.
Для пайки медных проводов в качестве флюсов используются чаще всего _________ и ____________.
 _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
 _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
 _______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Пайка штепсельных разъемов.
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Пайка штепсельных разъемов.
  Пайка медных многожильных проводов.
Пайка медных многожильных проводов.
|
 __________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
  ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
 _______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Пайка алюминиевых проводов. |
Основное препятствие для спаивания алюминиевых проводов создает ____________________
______________________________________________________________________________________— именно ____________________________________________________________припою сцепиться с основным металлом.
Чтобы облудить алюминий нужно ______________________________________________, однако здесь мы сталкиваемся с определенными сложностями.
Дело в том, ______________________________________________________________________
______________________________________________________________________________________.
Поэтому для спаивания алюминиевых деталей приходится прибегать к __________________
______________________________________________________________________________________.
 Провод из алюминия перед пайкой электрической проводки понадобится _________________, после чего _____________________ при помощи __________________________. После этого провод из алюминия нужно _________________________. После выполнения данных действий с алюминия ___________________________________. В результате окисления разрушатся, а рабочее основание материала будет хорошо лудиться.
Контроль качества пайки. Провод из алюминия перед пайкой электрической проводки понадобится _________________, после чего _____________________ при помощи __________________________. После этого провод из алюминия нужно _________________________. После выполнения данных действий с алюминия ___________________________________. В результате окисления разрушатся, а рабочее основание материала будет хорошо лудиться.
Контроль качества пайки.
|
 Качество паяных изделий определяется:
ü ______________________________
ü ______________________________
ü ______________________________
ü ______________________________
ü ______________________________.
Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
Контроль качества:
ü __________________________________________________________
ü __________________________________________________________
ü __________________________________________________________. Качество паяных изделий определяется:
ü ______________________________
ü ______________________________
ü ______________________________
ü ______________________________
ü ______________________________.
Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
Контроль качества:
ü __________________________________________________________
ü __________________________________________________________
ü __________________________________________________________.
|
Выполненная работа:
Не нашли, что искали? Воспользуйтесь поиском: