ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Технологический процесс на предприятии
Введение
Учебную практику я проходил на заводе ООО «Топливные Системы» в СИП (Сборочно-испытательном производстве) №7 (лит.И к.№2) находящееся по адресу г. Санкт-Петербург, ул. Самойловой д.5. В данном комплексе проводится механическое и сборочное производство, а также испытания прошедших сборку деталей.
История названий завода:
Государственный чугунолитейный и механический завод "Знамя труда" №4(1929-1932)
Ленинградский карбюраторно-арматурный завод (1932-1935)Ленинградский карбюраторно-арматурный завод им. В. В. Куйбышева (1935-1993)
ПО Ленинградский карбюраторно-арматурный завод им. В. В. Куйбышева
АООТ "Карбюраторный завод им. В. В. Куйбышева" (1993-1996)
ОАО "Карбюраторный завод "Пекар"" (1996-..)
ООО «Топливные системы» (1999-..)

История завода
В 1921 году по указанию В.И. Ленина началась подготовка к выпуску автомобилей на еще не достроенном, полукустарном заводе «АМО». В 1924 году москвичи героическими усилиями выпустили первых десять грузовиков.
Первенец отечественного карбюраторостроения был основан в 1929 году в соответствии с решениями ВСНХ и Ленинградского областного Совнархоза. В резолюции Объединенного Пленума ЦК и ЦКК ВКП(б), проходившего в начале января 1933 года, фигурировала внушительная цифра: 100 тысяч новых советских тракторов сдано сельскому хозяйству.Только за первые три года работы завод выпустил большую часть карбюраторов для тех ста тысяч тракторов.
Ленинградский карбюраторный завод, позже «Топливные системы» является головным предприятием в отрасли по выпуску различных автомобильных и мотоциклетных карбюраторов, топливных приборов для пусковых двигателей тракторов. Изделия Ленкарза применяются на легковых автомобилях «Чайка», «Волга», «Москвич», «Запорожец», мотоциклах «Иж-Юпитер», «Иж-Планета», «Иж-Спорт», «Восход», мотороллерах «Вятка», мопедах «Верховина», мотовелосипедах, лодочных моторах «Нептун-23», снегоходах «Буран», электровозах, тракторах и грузовых автомобилях всех типов и наименований.
Организовать новый завод было поручено Ленинградскому Совету народного хозяйства. Он, в свою очередь, возложил эту миссию на трест «Знамя труда», который объединял предприятия паронефтепроводной арматуры, насосов и машиностроения. О карбюраторах здесь никто понятия не имел.
Сохранился приказ по Ленинградскому тресту «Знамя труда» №27 от 10 декабря 1929 года: «Объявляется, что на основании постановления ЛСНХ от 26 ноября 1929 года и договорила с Ленинградским жилсоюзом к тресту «Знамя труда» переходит чугунолитейный завод жилсоюза, помещающийся на улице Самойловой Володарского района, каковой завод включается в состав треста с 11 декабря с. г. под наименованием: чугунолитейный завод «Знамя труда» № 4».
12 декабря 1929 года-день рождения карбюраторного завода. Уже в 1933 г. этот завод выпустил более 150 тыс. карбюраторов, что положило начало освобождению СССР от импорта данной продукции. Все автомашины и тракторы, выпущенные в СССР за годы предвоенных пятилеток, оснащались карбюраторами ленинградского завода.
ООО «Топливные системы» основано в 1999 г.Компания «Топливные системы» (торговая марка «ПЕКАР») - продолжатель традиций Ленинградского карбюраторного завода. За время своей деятельности предприятие стало ведущим производителем топливной аппаратуры для двигателей отечественной авто- и мототехники. Начав с изготовления лишь одной модели карбюратора для Сталинградского тракторного завода, специалисты предприятия освоили выпуск большой гаммы аппаратуры для систем питания и охлаждения двигателей российских автомобилей. С появлением и развитием отечественных производителей мототехники было освоено производство комплектующих и для них - все мотоциклы получили карбюраторы и топливные краны. После оснащения отечественных автомобилей электронной системой управления двигателем на заводе были разработаны и освоены в производстве топливопроводы с клапаном рециркуляции и дроссельные патрубки для инжекторных двигателей автомобилей ГАЗ, УАЗ и ВАЗ.Крупнейшие предприятия страны - Волжский автомобильный завод, Заволжский и Ульяновский моторные заводы, Ижевский, Ирбитский, Ковровский и Тульский мотоциклетные заводы являются потребителями продукции ООО «Топливные системы».Предприятие имеет современную научно-исследовательскую базу. Инструментальное, литейное, термическое, штамповочное, механообрабатывающее, станкостроительное и сборочное производства обеспечивают выпуск продукции более ста наименований.
1. Характеристика предприятия
1.1 Расположение и назначение предприятия
Предприятие располагается рядом со станцией метро «Волковская» по адресу Ул. Самойловой д.5 и имеет подъездной путь для автомобилей, и имеет площадь в 126939 м2.
На территории завода располагаются цеха:
- склады – литера АШ и литера АБ;
- заготовительный участок МТС - литера АЛ;
- ЦНИТА - литера А;
- транспортный цех N14 - литера А и литера Ю;
- АХО - литера М;
-. склад снабжения. Пружинонавивочный участок- литера Р;
-. столовая- литера П;
-. цех N6- литера АП;
-. цех N20, гальванический участок N 12 - литера И;
-. цех N10 (участок N 7). Цех N20 (участок N 6) - литера Л;
-. компрессорная - литера АТ;
-. инструментальный цех - литера К;
-. проходная N1 - литера Я;
-. цех N13. Котельная - литера У;
-. насосная - литера АЧ;
-. цех N9.(участок алюминия). Цех N20 (участок N4).– литера В;
-. цех N3 - литера Е;
-. заводоуправление. Клуб. Проходная N2 - литера Д;
-. цех N13 - литера Ш;
-. цех N5. Склады цеха N5 - литера Н и литера Ц;
-. цех N10. Цех N4 - литера Ж;
-. моторные боксы - литера С;
-. инженерный корпус - литера С;
-. цех N1. Цех N7 - литера С;
-. склады сбыта - литера С;
-. медпункт - литера В;
-. отдел техники безопасности - литера Л;
Планировка цехов предприятия представлена в соответствии с рисунком 1
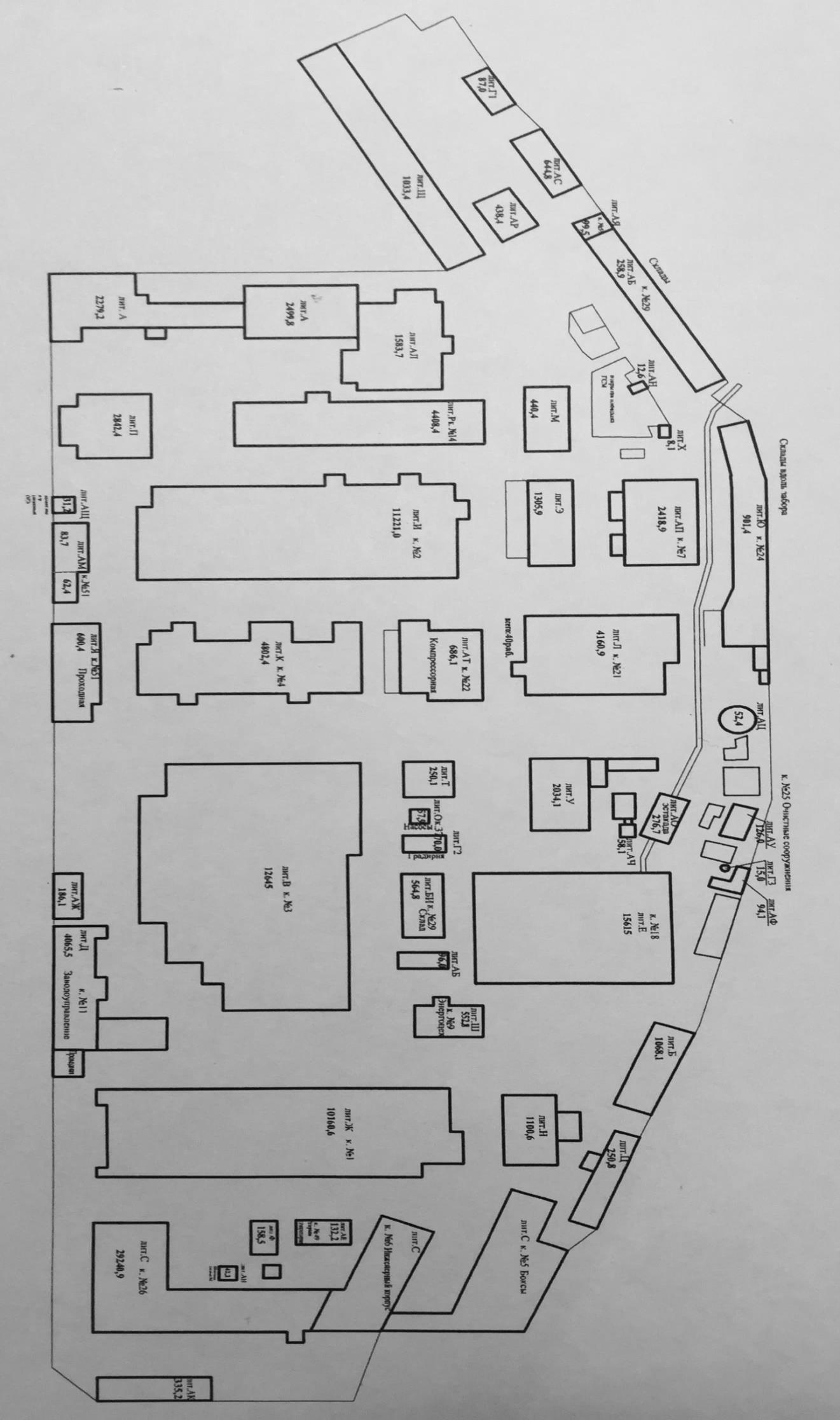
Рисунок 1 планировка предприятия
1.2Выполняемые работы и характеристика производственной базы предприятия.
На заводе производятся работы по литью, механической обработке деталей, гальванике, сборке, а так же испытаниям.
В цехах (подразделениях) основного производства предметы труда превращаются в готовую продукцию. Цехи (подразделения) вспомогательного производства обеспечивают условия для функционирования основного производства (инструменты, энергия, ремонт оборудования). Подразделения обслуживающего производства обеспечивают основное и вспомогательное производства транспортом, складами (хранение), техническим контролем и т.д.
Таким образом, в составе предприятия выделяются основные, вспомогательные и обслуживающие цехи и хозяйства производственного назначения.
В свою очередь цехи основного производства (в машиностроении, приборостроении)подразделяются:
-заготовительные;
-обрабатывающие;
- сборочные;
Заготовительные цехи осуществляют предварительное формообразование деталей изделия (литье, горячая штамповка, резка заготовок и т.д.)
В обрабатывающих цехах производится обработка деталей механическая, термическая, химико-термическая, гальваническая, сварка, лакокрасочные покрытия и т.д.
В сборочных цехах производят сборку сборочных единиц и изделий, их регулировку, наладку, испытания.
На основе производственной структуры разрабатывается генеральный план предприятия, т.е. пространственное расположение всех цехов и служб, а также путей и коммуникаций на территории завода. При этом должна быть обеспечена прямоточность материальных потоков. Цехи расположены в последовательности выполнения производственного процесса.
План-схема производительной базы участка СИП предоставлено в соответствии с рисунком 2 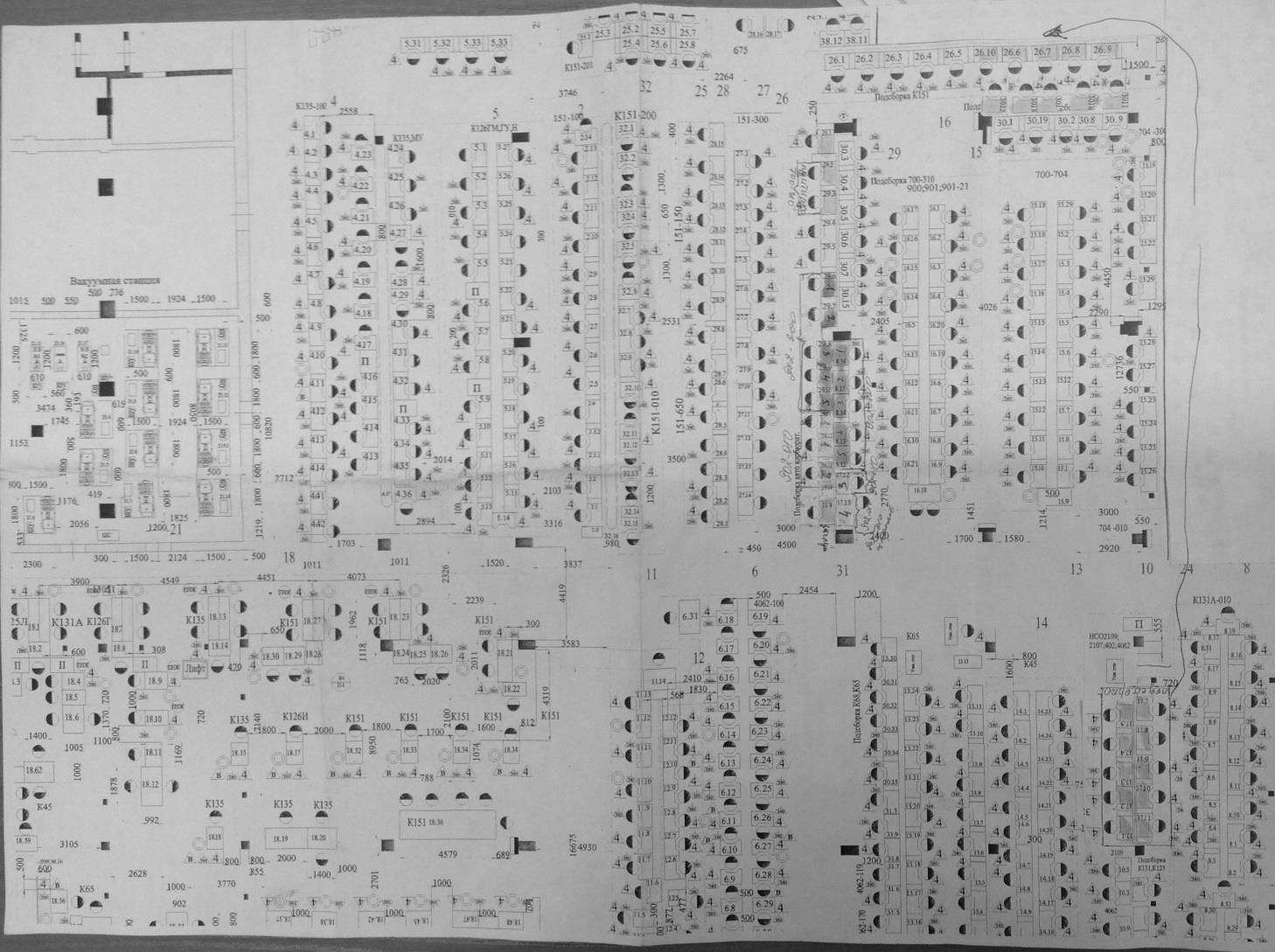
Рисунок 2 план-схема производительной базы участка СИП
Имеются: Пневматические пресса, винтоверты, шпильковерты, гайковерты, электрические отвертки, пневматические отвертки, стенды контроля, стенды на фрикциональность, стенды ГВУ, уровень ПРКНД (пневмо-распределительная колонка низкого давления), развальцовочные, станки безударной клепки, полуавтоматы сверления переходных отверстий.
В цехе находятся подвесные конвейера, а так же производство деталей, конвейерным типом. Так же имеется упаковочная зона, где упаковывают товар, прошедший испытания.
1.3 Характеристика производственного персонала предприятия
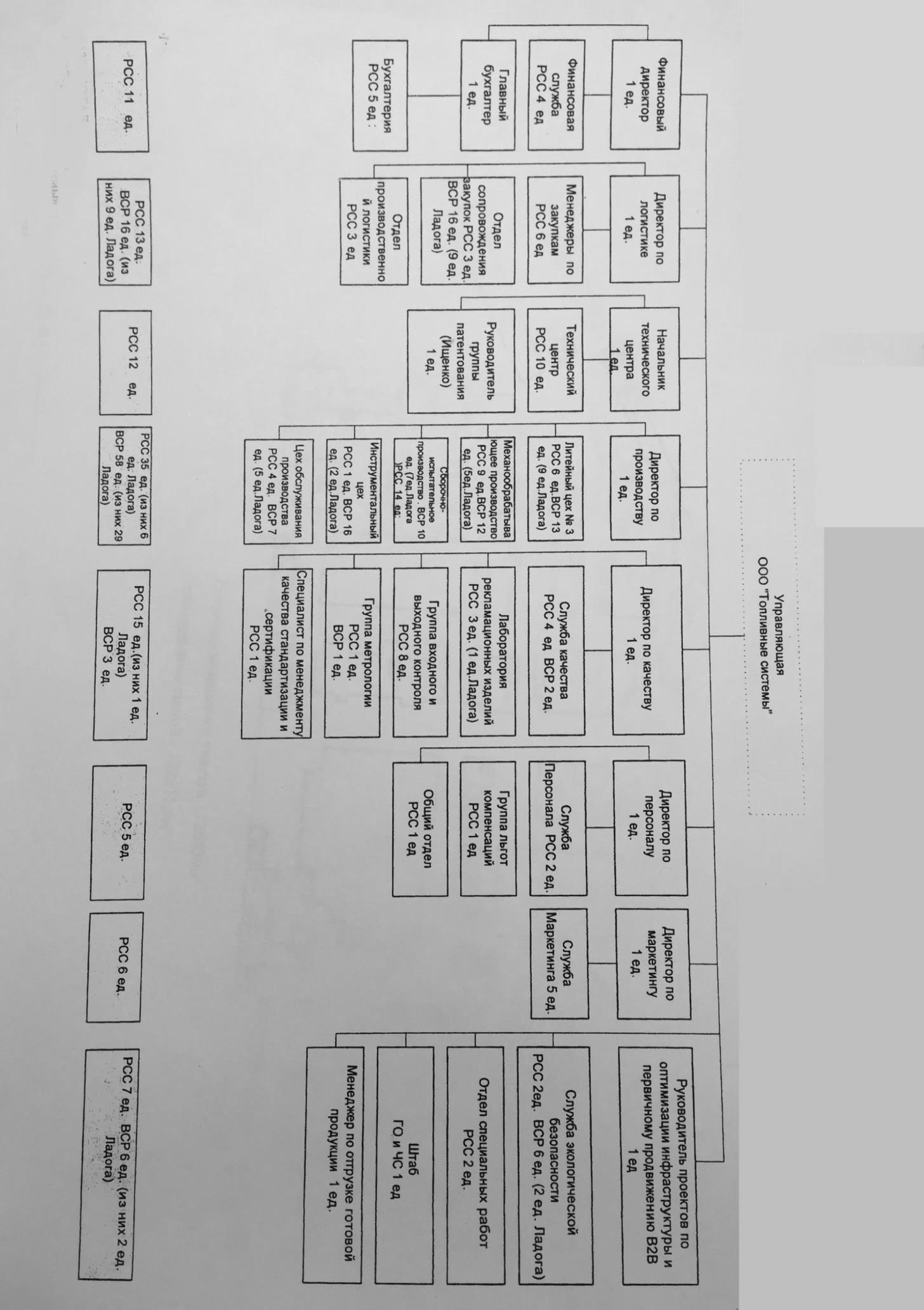
Рисунок 3 организационная структура управления
Управляющая компания -коммерческая организация, юридическое лицо, осуществляющее доверительное управление имуществом других физических и юридических лиц, переданным в соответствии с договором доверительного управления.
Финансовый директор- один из высших управленцев компании, ответственный за управление финансовыми потоками бизнеса, за финансовое планирование и отчётность. Определяет финансовую политику организации, разрабатывает и осуществляет меры по обеспечению ее финансовой устойчивости. Руководит работой по управлению финансами исходя из стратегических целей и перспектив развития организации, по определению источников финансирования с учётом рыночной конъюнктуры.
Директор по логистике - Управляет логистикой, обеспечивает составление логистических прогнозов и планов; координирует проведение работ по проектированию логистических систем и внедрению их на предприятии; рассчитывает затраты на логистику, разрабатывает бюджет на логистику и обеспечивает его соблюдение; организует работы по созданию и внедрению логистических информационных систем.
Начальник технического центра - Организует техническую подготовку производства или других видов основной деятельности предприятия, обеспечивает улучшение качества продукции, работ (услуг) и повышение ее конкурентоспособности, сокращение материальных и трудовых затрат на изготовление продукции, производство работ (услуг).
Директор по производству- это один из ключевых руководителей на предприятии. Он несёт ответственность за бесперебойную работу производственных циклов и качество выпускаемой продукции. Он занимается формированием планов по материалам, управляет производством, следит за наличием сырья, отвечает за соблюдение техники безопасности.
Директор по качеству-Руководит отделом управления качества и стандартизации.
Директор по персоналу- Директор по персоналу занимается управлением персоналом компании. Он рассчитывает необходимую численность сотрудников, обеспечивает привлечение новых и удержание существующих специалистов, формирует кадровый резерв. Также он разрабатывает кадровую политику, систему мотивации и обучения персонала.
Директор по маркетингу или коммерческий директор - руководитель, относящийся к категории топ-менеджмента, высшего руководства предприятия. Определяет маркетинговую стратегию предприятия, принимает решения на высшем уровне, руководит работой маркетинговой службы предприятия.
Руководитель ИТ-отдела принимается на работу на предприятие для выполнения трудовых обязанностей, связанных с руководством отдела, выполняющим технические функции по обеспечению бесперебойной работы офисной техники
1.4 Правила техники безопасности и противопожарной безопасности на предприятии
ИНСТРУКЦИЯ по охране труда слесарей механо-сборочных работ
СИП ИОТ:СИП-099-2013
Перечень основных вопросов вводного инструктажа (Вложение)
Общие требования безопасности
Настоящая инструкция содержит основные требования по технике безопасности для слесарей механо-сборочных работ, работающих на конвейерах, стендах, верстаках, прессах по сборке приборов и сборочных узлов с применением электрических гайка- и винтовертов, пневматических прессов и другого оборудования.
-К работе по специальности слесарь механо-сборочных работ допускаются лица не моложе 16 лет обоего пола, годные по состоянию здоровья для выполнения данного вида работ, получившие инструктаж по охране труда на рабочем месте. После первичного инструктажа на рабочем месте вновь поступившие рабочие должны в течение 2-14смен (в зависимости от характера работы и квалификации работника) пройти стажировку под руководством лиц, назначенных распоряжением по производству и получить допуск к самостоятельной работе.
-Работники должны работать честно, добросовестно, соблюдать правила внутреннего распорядка, своевременно и точно исполнять распоряжения администрации, соблюдать технологическую дисциплину, требования по охране труда, технике безопасности и производственной санитарии.
-Для слесарей механо-сборочных работ установлена 40 часовая рабочая неделя, 8-ми часовой рабочий день с 30-минутным обеденным перерывоми 2-мя 15минутными перерывами для отдыха, лечебно-профилактических мероприятий и процедур на работах, связанных с воздействием локальной вибрации.
-Работы, связанные с воздействием локальной вибрации, с использованием герметика и другими вредными производственными факторами лицам моложе 18 лет запрещается.
- на рабочем месте слесаря механо-сборочных работ могут возникнуть следующие вредные производственные факторы:
-повышенный уровень шума;
-вращающиеся подвижные части производственного оборудования;
-раздражающее действие герметика Анатерм 8К, Акрол 204, Унигерм У8,
Фиксатор 3, Фиксатор 9, эмали НЦ 5123 ГОСТ 7462-73.
-повышенный уровень локальной вибрации;
-нервно-психические перегрузки, монотонность труда;
-острые кромки, заусенцы на поверхности заготовок, инструмента, оборудования;
-недостаточная освещенность рабочей зоны.
С целью снижения опасных уровней производственных факторов слесарь механо-сборочных работ должен применять средства коллективной (ограждения, блокировки, сигнализации и т.д.) и индивидуальной защиты (СИЗ).
- Для слесарей механо-сборочных работ утвержденными нормами предусмотрены следующие виды спецодежды и средств индивидуальной защиты (СИЗ):
-костюм хлопчатобумажный, защитные свойства «МИЗ» на 12 месяцев
ГОСТ 12.4.109-82;
-перчатки х/б тканевые пятипалые ТУ 17 РСФСР 06-7745-84;
-биологические перчатки, изготавливаемые по инструкции ЦЗЛ,
-силиконовый крем ГОСТ 1821-81;
-очки защитные ГОСТ 12.4.013-85.Тип 02-76-4
- На территории завода запрещается разведение огня, курение вне специально оборудованных мест.
Каждый рабочий должен знать:
- телефон пожарной службы - 2800;
- где находятся, и уметь пользоваться первичными средствами пожаротушения
- на территории завода, цеха, участка быть внимательными к сигналам, подаваемым водителям движущегося транспорта. Не проходить в местах погрузочно-разгрузочных работ, не проходить под поднятым грузом, в неустановленных местах под конвейерами.
- Не включать и не останавливать (кроме аварийных Случаев) станки, механизмы, работа на которых Вам не поручена администрацией.
Не прикасаться к арматуре общего освещения и другим легкодоступным токоведущим частям электрооборудования.
Не открывать дверцы электрораспределительных шкафов, не снимать ограждение и защитные кожухи.
Если электрооборудование не исправно, вызвать электромонтера.
Самому исправлять неисправности запрещается.
- При несчастном случае на производстве пострадавший или очевидец обязаны сообщить непосредственному руководителю работ или начальнику цеха о случившемся, немедленно оказать первичную медицинскую помощь, доставить пострадавшего в здравпункт или сообщить по телефону 327.
- Оказание первичной медицинской помощи пострадавшим при травмировании
- Медицинская помощь при ранении:
- вскрыть в аптечке (сумке) первой помощи индивидуальный пакет, наложить находящийся в нем стерильный перевязочный материал на рану и забинтовать ее, для перевязки можно использовать чистый носовой платок, чистую тряпку и т.д.
- Если имеется йод, обработать кожу вокруг раны. Для того чтобы остановить кровотечение необходимо:
- поднять раненую конечность
- на кровоточащую рану положить перевязочный материал, сложенный в несколько слоев и слегка придавить сверху, не касаясь пальцами раны. Если кровотечение прекратилось,то не снимая наложенного на рану материала, поверх его положить еще одну подушечку из другого пакета или кусочек ваты и плотно забинтовать раненое место.
- В случае артериального кровотечения,наложить жгут выше раны, вложить записку с указанием времени наложения жгута, доставить пострадавшего
в здравпункт.
- В целях предупреждения профессиональных, кожных, простудных и других заболеваний, каждый рабочий должен соблюдать правила личной Гигиены:
-хранить спецодежду в шкафчике или гардеробе раздельно с домашней и уличной одеждой;
-своевременно сдавать спецодежду в стирку и ремонт;
-перед обедом и в конце смены мыть руки с мылом горячей водой.
Запрещается при мытье рук использовать песок, бензин, растворители. На особо грязных работах применять биологические перчатки и силиконовый крем.
-по окончании работы принимать душ.
- Каждый слесарь механо-сборочных работ должен знать и выполнять требования изложенные в данной инструкции, а администрации цеха обязана создать нормальные условия для работы и обеспечить всем необходимым для безопасного ее выполнения.
- За невыполнение настоящей инструкции лица, виновные в этом, несут
ответственность как в дисциплинарном, административном, так и в уголовном порядке в зависимости от последствий.
- Требования безопасности перед началом работы
- Привести в порядок рабочую одежду, застегнуть обшлага рукавов, пуговицы на одежде, убрать волосы под косынку или шапочку, плотно облегающую голову.Не работать в легкой обуви(тапочках, сандалиях). На работах, связанных с применением герметика, жидкости ЖТК-З, эмалей нанести на руки биологические перчатки.
- Организовать свое рабочее место так, чтобы все необходимое было руками. Проверить достаточно ли освещение на вашем рабочем месте, о перегоревших лампочках сообщить мастеру.
- Работать инструментом, отвечающим следующим требованиям:
- Молотки должны быть плотно насажены на рукоятки, изготовленные из твердых пород дерева (рябина, клен, вяз), овального сечения, расклиненные металлическими клиньями.
- Гаечные ключи должны быть исправны и соответствовать размерам болтов и гаек, наращивать ключи другими предметами запрещается.
- Молотки, оправки, пуансоны, зубила не должны иметь сбитых, скошенных бойков,заусениц.
- Проверить наличие и исправность защитных ограждений на шкивах электровинтовертов, электрогайковертов сверлильных станках, продувочных стендов.
- Работая на пневматических прессах, пневматических зажимных приспособлениях и установках быть внимательным, помнить, что большинство несчастных случаев в цехе происходит из-за невнимательности при работе на пневмооборудовании, при попытках поправить деталь на включенном оборудовании.
- Проверить надежность крепления шлангов, исправность пусковых устройств и аварийных выключателей наоборудовании.
- Обо всех обнаруженных замечаниях сообщись мастеру и до его указаний к работе не приступать.
- Требования безопасности во время работы.
- Строго соблюдать технологическую дисциплину и указания мастера.
- При работе на пневматических прессах, приспособлениях и установках:
- не допускай на пуансоне выступающих болтов, винтов и т.д.
-следи за тем, чтобы руки не находились в «опасной зоне» (зоне движения шпинделя);
- не допускай утечки сжатого воздуха из соединительных шлангов;
- установку и объем детали производи при полностью неподвижном штоке пневмоцилиндра.
Запрещается поправлять деталь на ходу (при движении штоков пневмо-цилиндров), производить самостоятельно наладку и какие0 либо исправления технологического оборудования и оснастки.
- Запрессовываемую деталь устанавливай строго вертикально, без перекосов, т.к. при запрессовывании они могут отлететь в сторону и причинить травму.
- При работе на эл.винтовертах, эл.гайковертов:
-если сильно нагревается эл.двигатель или создается повышенный шум;
-если обнаружилась неисправность эл.проводки, пусковой аппаратуры, заземления- немедленно выключи эл.винтоверт, эл.гайковерт и сообщи об этом мастеру.
Не поправляй на ходу (при вращении шкивов) приводные ремни на шкивах
- При работе на сверлильном станке, полуавтомате:
- Не допускай на патроне выступающих крепежных болтов, винтов и т.д., они могут травмировать руку;
- Ничего не передавай и не принимай через работающий станок;
- Не производи подналадку, если станок на ходу;
- Не наклоняй голову близко к шпинделю, к режущему инструменту во время работы станка;
- В случае заедания инструмента приостанови работу, выключи станок, вызови наладчика;
- Надежно закрепи обрабатываемую деталь в кондукторе, приспособлении;
- Не останавливай вращающийся шпиндель руками или каким либо предметом;
- Не убирай металлическую стружку голыми руками, не сдувай ее, пользуйся для этого щеткой;
- Детали, сборочные единицы, приборы укладывать в специальную тару, в стеллажи, тележки предусмотренные технологическим процессом.
Соблюдать количество укладываемых рядов на тележках согласно утвержденного техпроцесса.
При складировании тары или изделий в штабель, иметь в виду, что высота штабеля должна быть не более 1м.
- Не садиться на ящики, подставки. Пользоваться для этого устойчивыми, исправными стульями.
- При пользовании подвесными конвейерами, необходимо быть осторожными при установке и съеме детали, не допускать сильного раскачивания этажерок.
Следить за исправностью полок на этажерках подвесного конвейера, звеньев, цепей, аварийных выключателей.
При обнаружении неисправностей сообщить об этом мастеру.
- Требования безопасности в аварийных ситуациях
- При внезапном отключении воздуха или электроэнергии:
-немедленно выключи оборудование стоповой (красной) кнопкой;
-перекрой вентиль на пневмомагистрали, подводящей воздух на рабочее место;
-доложи мастеру об остановке работы.
- При прорыве трубопровода пара, горячей или холодной воды:
-немедленно перекрой кран или задвижку на магистрали;
-сообщи слесарю ремонтнику об аварийной ситуации;
-доложи мастеру участка.
- При розливе ЖТК-3 ПНЖ фракция С10-С13:
- помнить, что ЖТК-3 и ПНЖ С10-С13 легковоспламеняющаяся жидкость;
- засыпать место розлива песком или стружкой;
- пропитавшуюся ЖТК-3, ПНЖ С10-С13 стружку или песок собрать и вынести в специально отведенное место;
- доложить мастеру о случившемся.
- В случае получения травмы, острого отравления, внезапного заболевания сообщить мастеру и обратиться в здравпункт.
- Требования безопасности по окончании работы
- Выключить электропитание на оборудовании.
- Убрать станок, верстак, подмести рабочее место.
- Вынести стружку, мусор.
- Собрать и убрать инструмент.
- Сдать рабочее место сменщику.
- Обо всех замечаниях и неисправностях сообщить мастеру.
- По окончании работы вымыть руки с мылом горячей водой, принять душ.
ИНСТРУКЦИЯ
о мерах пожарной безопасности при проведении работ повышенной опасности
ООО «Топливные системы».
Данная инструкция распространяется на все виды работ повышенной опасности (далее — огневые работы), проводящиеся вне специально оборудованных постоянных постов, а также сторонними организациями.
- К огневым работам относятся производственные операции, связанные с применением открытого огня, искрообразованием и нагреванием до температуры, способной вызвать воспламенение материалов и конструкций (электросварка, газосварка, паяльные работы, механическая обработка металла с образованием искр и тл.)
- К проведению огневых работ допускаются лица, прошедшие специальную подготовку, инструктаж и имеющие квалификационное удостоверение специалиста.
- Ответственность за обеспечение мер пожарной безопасности при проведении огневых работ возлагается персонально на руководителей структурных подразделений, где проводятся огневые работы.
- Руководитель подразделения, где проводятся огневые работы, или лицо, его замещающее, оформляет наряд-допуск (в двух экземплярах), где указывает лиц, ответственных за подготовку и проведение огневых работ, состав бригады, а также объем и содержание подготовительных мероприятий, последовательность их выполнения, меры безопасности и проводит согласование с заинтересованными службами предприятия.
- При проведении огневых работ на особо опасных объектах наряд-допуск предоставляется для утверждения техническому директору предприятия.
- В аварийных случаях наряд-допуск на проведение огневых работ может оформляться на месте их проведения. В этом случае огневые работы проводятся под непосредственным руководством лица, выдавшего наряд-допуск с обязательным уведомлением руководства и инженерно-технических служб предприятия.
- ЗАПРЕЩАЕТСЯ проведение огневых работ:
если не обеспечено соблюдение порядка, установленного настоящей инструкцией если неисправно технологическое оборудование, которым проводятся огневые работы.
если конструкции и детали свежевыкрашенны.
если на спецодежде лиц проводящих работы имеются следы масел, жиров, бензина и других ЛВЖ и ГЖ.
если в местах проведения огневых работ допускается хранение горючих жидкостей и других легковоспламеняющихся материалов и предметов.
если электрические провода соприкасаются с баллонами со сжатым газом.
если для газовых горелок используются подставки из сгораемых материалов.
если допускается нагрев открытым пламенем агрегатов и коммуникаций, заполненных горючими и токсичными веществами, находящимися под давлением и электрическим напряжением.
- Огневые работы немедленно прекращаются по требованию службы пожарной безопасности предприятия или сотрудника МЧС РФ.
- По окончании проведения огневых работ тщательно осматривается место, осуществляется его контроль в течении 3 часов, при необходимости проливается водой.
- Места проведения огневых работ должны быть обеспечены первичными средствами пожаротушения (двумя огнетушителями, емкость с водой, ящик с песком и лопатой, внутренний пожарный кран).
- Оборудование постоянных постов проведения огневых работ должно осуществляться в строгом соответствии с требованиями норм и правил пожарной безопасности.
Технологический процесс на предприятии
2.1Харрактеристика деталей и изделий автотехники на предприятии
Карбюратор типа К151 (вертикальный, двухкамерный) с последовательным открытием дроссельных заслонок, с падающим потоком горючей смеси, с двойным распыливанием топлива в каждой камере и сбалансированной поплавковой камерой. (Разборка корпусных деталей в приложении Б)
Основные системы и устройства:
- главные дозирующие системы первичной и вторичной камер;
- автономная система холостого хода в первичной камере с количественной регулировкой смеси постоянного состава;
- переходные системы первичной и вторичной камер;
- экономайзер принудительного холостого хода для отключения подачи смеси на принудительном холостом ходу;
- эконостат;
- ускорительный насос диафрагменного типа;
- полуавтоматическая система пуска и прогрева двигателя с ручным управлением и пневмокорректором, управляющим воздушной заслонкой.
Технические характеристики
Таблица 2
| Диаметр смесительной камеры (мм) | |
| - первичной | |
| - вторичной |
Продолжение таблицы 2
| Размер диффузора (мм) | |
| - большого первичной камеры | |
| - большого вторичной камеры | |
| - малых | 
|
| Габариты (мм) | 176 х 185 х 133 |
| Масса (кг) | 3,5 |
Применяемость
Таблица 3
| Карбюратор | Автомобиль | Двигатель |
| К151 | «Волга» ГАЗ-3102, «Волга» ГАЗ-31029, «Волга» ГАЗ3110, «Газель» ГАЗ-3302 | ЗМЗ-402.10, ЗМЗ-4021.10, ЗМЗ-4025.10, ЗМЗ-4026.10 |
| К151В | УАЗ-31512, УАЗ-3152 и их модификации | УМЗ-417.10 и его модификации |
| К151Д | «Газель» ГАЗ-3302 | ЗМЗ-4061.10, ЗМЗ-4063.10 |
| К151Е | УАЗ-469, УАЗ-452 | УМЗ-421.10 и его модификации |
| К151И | «Волга» ГАЗ-31029, «Газель» ГАЗ-3302 | ЗМЗ-410.10, ЗМЗ-4101.10 ЗМЗ-4102.10, ЗМЗ-4103.10 |
| К151Л | УАЗ-31601 | УМЗ-421.10 и его модификации |
| К151С | «Волга» ГАЗ-3102, «Волга» ГАЗ-31029, «Волга» ГАЗ-3110 | ЗМЗ-4025.10, ЗМЗ-4026.10 |
| К151Т | «Газель» ГАЗ-3302 | УМЗ-4215 и его модификации |
| К151У | УАЗ-31512 | ЗМЗ-4021.10 |
| К151Ц | УАЗ-33036, УАЗ-469 (31512) | ЗМЗ-4104.10 |
2.2 Техническая и технологическая документации, применяемая при изготовлении деталей и агрегатов автотехники на предприятии.
Техническая и технологическая документация– совокупность материалов и документов, обеспечивающих качество производимой продукции, а также ее соответствие всем утвержденным требованиям безопасности, условиям эксплуатации, хранения и транспортировки. Одним словом нормативно-техническая документация – это своего рода стандарт предприятия, в соответствии с которым осуществляется весь производственный процесс. В наше время разработка нормативно-технической документации на производство позволяет предприятиям оптимизировать осуществляемые работы и привести их в соответствии со всеми требованиями законодательства Российской Федерации. Нормативно-техническая документация – это полный комплект документов, позволяющий без лишних финансовых потерь и затрат дополнительных ресурсов, производить качественную и безопасную продукцию, соответствующую всем нормативам и государственным стандартам.
К технической и технологической документации относятся следующие виды документов:
-технические условия (ТУ);
-технологическая инструкция (ТИ);
-технологический регламент (ТР);
-технологическая карта (ТК);
-техническая документация (ТД);
-технологический процесс (ТП);
-государственный стандарт (ГОСТ);
-стандарт организации (СТО);
-конструкторская документация (КД);
-чертежи;
Технические условия (ТУ) — документ, устанавливающий технически требования, которым должны удовлетворять конкретное изделие, материал, вещество и пр. или их группа. Кроме того, в них должны быть указаны процедуры, с помощью которых можно установить, соблюдены ли данные требования.
Технологическая инструкция (ТИ) - это документ, устанавливающий требования к процессам изготовления, хранения, транспортирования продукции. Технологическую инструкцию разрабатывают для конкретного вида или группы однородной продукции. Технологическая инструкция может быть самостоятельным технологическим документом или разрабатываться в качестве приложения к ГОСТ, ГОСТ Р, Техническим условиям, Стандартам организации.
Технологический регламент (ТР) – нормативный документ предприятия для внутреннего пользования, который учреждает методы производства, технические средства, технологические нормативы, условия и детальный порядок осуществления технологического процесса.
Технологическая карта (ТК) — это стандартизированный документ, содержащий необходимые сведения, инструкции для персонала, выполняющего некий технологический процесс или техническое обслуживание объекта.
Техническая документация (ТД) — набор документов, используемых при проектировании (конструировании), создании (изготовлении) и использовании (эксплуатации) каких-либо технических объектов: зданий, сооружений, промышленных товаров, программного и аппаратного обеспечения.
Технологический процесс (ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Государственный стандарт (ГОСТ)— основная категория стандартов в СССР, сегодня межгосударственный стандарт в СНГ. Принимается Межгосударственным советом по стандартизации, метрологии и сертификации (МГС). В настоящее время являются нормативными не правовыми актами.
Стандарт организации (СТО) - это нормативный документ, устанавливающий технические требования, которым должна удовлетворять продукция.
Конструкторская документация (КД) — графические и текстовые документы, которые, в совокупности или в отдельности, определяют состав и устройство изделия и содержат необходимые данные для его разработки, изготовления, контроля, эксплуатации, ремонта и утилизации.
ГОСТ Р ИСО 9001 «Системы менеджмента качества. Требования устанавливает требования к системе менеджмента качества, которые могут использоваться для внутреннего применения организациями, в целях сертификации или заключения контрактов. Он направлен на результативность системы менеджмента качества при выполнении требований потребителей.
2.3 Оборудование и контрольно-измерительные инструменты на предприятии
На предприятии в цехе сборочно-испытательного производства присутствуют:
-пневмопресса;
-гидропресса;
-электроотвертки
-сверлильные станки
-станки для развальцовки
-станки для завальцовки
-гайковерты
-шпильковерты
-стенды для контроля собранных изделий
-стенды для регулировки изделий
-стенды для контроля герметичности
Системы и службы обеспечения производства
Для нормального функционирования основного производства в современных цехах созданы разные службы и системы.
Система материально-технического снабжения и сбыта — для обеспечения бесперебойного снабжения цеха основными и вспомогательными материалами, необходимыми для ритмичного функционирования производства и организации своевременного сбыта продукции.
Система подачи сырья и материалов, отгрузки готовой продукции — для обеспечения подачи поступлений с других предприятий или общезаводских складов на внутрицеховые склады с последующей отгрузкой готовой продукции, использует железнодорожный, автомобильный транспорт и специальные его виды, например контейнерный.
Система энергообеспечения — для обеспечения цеха всеми видами энергии: электричеством, топливом, паром, кислородом и сжатым воздухом, специальными видами энергии, а также веществами, полями, излучениями, жидкостями и газами. К энергетике относится система водоснабжения и канализации. К цеховому энергохозяйству относятся первичные энергоприемники и различная энергоаппаратура, цеховые преобразовательные и распределительные установки, различные насосные и вентиляционные установки, системы первичного улавливания вредностей и очистки выбрасываемых за пределы цеха отработанных энергоресурсов, промышленные проводки, обеспечивающие передачу энергии всех видов к рабочим местам и их канализацию.
Система уборки отходов производства обеспечивает вывод за пределы цеха отходов, образующихся в процессе производства основной продукций, — шлака, пыли, окалины, стружки, об резьба отработанных масел, мусора и т.п. Для уборки отходов производства применяются ковши, транспортеры, короба, контейнеры, устройства гидросмыва и др
Система технического контроля обеспечивает контроль качества сырья и материалов, поступающих в цех, контроль технологии производства и качества продукции на переделах, контроль качества и приемку готовой продукции, а также учитывает и анализирует причины брака и рекламаций.
Ремонтно-инструментальная служба обеспечивает постоянное поддержание оборудования в работоспособном состоянии, а также ремонт и восстановление технологического инструмента.
Автоматизированная система управления технологическим процессом (АСУТП) — комплекс материальной и структурно-алгоритмических служб, обеспечивающих автоматический контроль и управление технологическим процессом.
2.4 Технологический процесс изготовления топливного модуля 4216. 010-014СБ
Представлен в приложении А.
Заключение
За время прохождения практики на заводе ООО «Топливные системы», я научился пользоваться технологическим процессом, получил опыт работы на станках, конвейерах. Познакомился с производственной организацией труда. Увидел весь процесс изготовления многих деталей, получил разряд.
На предприятии и в моём цеху используется старое, но хорошее оборудование, которое незначительно затрудняет процесс производства.Люди, работающие там, очень доброжелательные, начальство, руководящее процессом, справедливое.
Столовая и здравпункт находятся рядом с цехом.
От прохождения практики на этом заводе, я доволен.
Приложение А
(Справочное)
Технологический процесс сборки топливного модуля 4216. 016-014 СБ
Литература
| <== предыдущая лекция | | | следующая лекция ==> |
| Определение угловых ускорений звеньев в первом положение угол 30°. | | | Классификация внутренних перенапряжений |
Не нашли, что искали? Воспользуйтесь поиском: