ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Коленчатый вал из стали 40ХНМА
Коленчатый вал является деталью ответственного назначения, так как работает в условиях тяжелого знакопеременного нагружения. Сталь 40ХНМА является легированной конструкционной высококачественной сталью. Состав стали: 0,40% С; 1% Cr;1% Ni; 1% Mo; S ≤ 0,030%; P ≤ 0,025%. Легирующие элементы Cr и Ni повышают прокаливаемость, а Мо исключает проявление отпускной хрупкости второго рода.
Чтобы обеспечить необходимые требования нужно иметь структуру сорбита отпуска по всему сечению вала диаметром 250 мм с сохранением высокой прочности и твердости 30…35 HRС. Так как сталь 40ХНМА флокеночувствительная, в качестве предварительной термической обработки назначается отжиг по антифлокенному режиму. Температуру нагрева определяем по диаграмме изотермического распада аустенита стали 40ХНМА (рисунок 3.12):
tнагр = Ас3 + (30…50)0С = 790+40=8300С.
 Рисунок 3.12 – Диаграмма изотермического распада аустенита стали 40ХНМА
Рисунок 3.12 – Диаграмма изотермического распада аустенита стали 40ХНМА
|
Технология антифлокенного отжига включает в себя копеж в печи при температуре 500…6000С с выдержкой при копеже из расчета 1 час на 25 мм сечения; нагрев до температуры аустенитизации производится со скоростью 30…40 град/ч, выдержка при температуре аустенитизации 8300С из расчета 1 час на 100 мм сечения; охлаждение до температуры переохлаждения 240…2500С со скоростью 30 град/ч, выдержка при этой температуре 1 час на 25 мм сечения, затем нагрев до температуры 640…6600С, при этой температуре – выдержка из расчета 2 часа на 25 мм сечения, затем медленное охлаждение, сначала со скоростью 30 град/ч до 4000С, далее, до 1000С – со скоростью 15 град/ч. Поковка выгружается на пролет при 1000С. График технологии представлен на рисунке 3.13.

|
3.13 – График технологии антифлокенного отжига поковок коленчатого вала
Длительная выдержка во время отжига при температуре 6500С, т.е. в перлитной области (см. рисунок 3.12, кривая охлаждения Vотж), когда высокая пластичность стали сочетается с большой скоростью диффузии водорода, способствует его удалению из поковки, а последующее медленное охлаждение способствует образованию ферритно-перлитной структуры с твердостью 240 НВ. После отжига поковка подвергается механической обработке. Вал обрабатывают с припусками под окончательную термическую обработку. Если деталь требует проверки механических свойств, то предусматривается также проба, из которой после окончательной термической обработки изготавливают образцы.
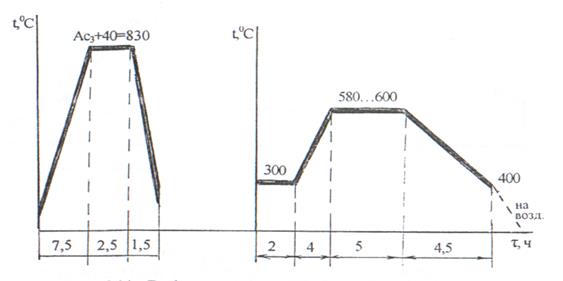
В качестве окончательной термической обработки для получения структуры сорбита отпуска принимаем улучшение (закалка на мартенсит с последующим высокотемпературным отпуском – рисунок 3.14).
Температура аустенитизации, как и при отжиге, принимается из расчета
Ас3 + (30…50)0С = 8300С.
Время нагрева под закалку – из расчета 1,8 мин на 1 мм сечения (1,8∙250:60=7,5 ч), продолжительность выдержки при температуре 8300С – 1/3 времени нагрева, т.е. 2,5 часа). Охлаждение выполняем со скоростью выше критической.
Критическую скорость закалки находим по данным диаграммы изотермического распада аустенита (см. рисунок 3.12).
 0/с.
0/с.
|
Рисунок 3.14 – График технологии закалки и отпуска коленчатого
вала из стали 40ХНМА
Принимаем в качестве охлаждающей среды минеральное масло (как и бывает обычно при закалке конструкционных легированных сталей) и считаем скорость охлаждения при закалке Vз = 1000/с. Время пребывания вала в масле 1,5 часа [4].
После закалки структура стали представляет собой мартенсит закалки + аустенит остаточный, твердость 59…60 HRC.
Последующий высокотемпературный отпуск на сорбитную структуру: посадка в печь при температуре 3000С, нагрев со скоростью 70…80 град/ч до температуры 580…6000С, выдержка по 2 часа на 100 мм сечения и охлаждение со скоростью 70…80 град/ч. Охлаждение при отпуске медленное во избежание появления внутренних напряжений (для деталей ответственного назначения). Допустимость медленного охлаждения от температуры отпуска определяется наличием в стали молибдена, что объясняет нечувствительность ее к отпускной хрупкости второго рода.
Структура вала из стали 40ХНМА после отпуска: сорбит отпуска по всему сечению вала, твердость 25…30 HRC. Такая структура обеспечивает сочетание высокой прочности, пластичности и твердости, рациональной для данной детали.
Втулка из стали 20Х2Н2М
Сталь 20Х2Н2М является легированной цементуемой конструкционной сталью, применяемой для изготовления различных деталей машин. Состав стали: 0,20% С; 2% Cr;2% Ni; до 1% Mo. Сталь качественная, S ≤ 0,035%; P ≤ 0,035%. Детали из легированных цементуемых сталей должны иметь вязкую, достаточно прочную и пластичную сердцевину, а поверхностные слои должны быть твердыми и износостойкими. Обычно из этой стали изготавливают крупные детали, для которых важна хорошая прокаливаемость – ответственные шестерни, валы, ролики, поршневые пальцы. Сталь поставляется в отожженном состоянии в виде поковок. Деталь подвергается механической обработке полностью, с небольшими (0,05…0,1 мм) припусками на шлифование. При заданной толщине стенки детали 40 мм и содержании в стали углерода более 0,17% рекомендуемая глубина цементованного слоя составит 4…5% от наименьшей толщины детали, т.е. 1,6…2,0 мм. В эту величину цементованного слоя, как обычно, включаем сумму заэвтектоидной, эвтектоидной и половину переходной (доэвтектоидной) зон.
Насыщение углеродом будем выполнять природным газом в безмуфельной шахтной печи до концентрации углерода в цеменованном слое 0,8…0,9% (как в условиях массового производства). Принимаем температуру цементации 930…9500С, т.е. выше Ас3 и Ас т (для науглероженного слоя в конце процесса). Легирующие элементы, присутствующие в стали, оказывают влияние на скорость диффузии. Хром уменьшает коэффициент диффузии углерода в аустените, а никель – увеличивает. Более высокая температура цементации, переводя аустенит в устойчивое состояние с большим содержанием углерода, будет способствовать ускорению диффузионного процесса насыщения поверхностных слоев атомами углерода. Примем скорость науглероживания равной 0,20 мм/час. Тогда время науглероживания втулки от момента достижения температуры цементации до получения необходимого слоя составит 8…10 часов.
После цементации воспользуемся одним из основных преимуществ газовой цементации – возможностью использования тепла цементации для последующей закалки (рисунок 3.15).

|
Рисунок 3.15 – График технологии газовой цементации и закалки
сердцевины втулки из стали 20Х2Н2М
После подстуживания и выдерживания для выравнивания температуры по сечению детали до температуры закалки нецементованной стали 20Х2Н2М:
tз = Ас3 + (20…30)0С = 820+(20…30)0С=840…8500С,
втулку охлаждаем в масле. При этом скорость охлаждения будет выше критической, т.к. для данной стали по данным диаграммы распада аустенита (рисунок 3.16):
 0/с.
0/с.
 Рисунок 3.16 – Диаграмма изотермического распада аустенита
стали 20Х2Н2М (после цементации)
Рисунок 3.16 – Диаграмма изотермического распада аустенита
стали 20Х2Н2М (после цементации)
|
После первой такой закалки сердцевинные слои втулки получают структуру малоуглеродистого мартенсита, который обеспечивает высокую прочность и достаточную вязкость сердцевины после последующего отпуска. Но для получения высокой твердости цементованного слоя, с устранением карбидной сетки в поверхностных пересыщенных углеродом слоях, необходимо выполнить 2-ю закалку для стали 20Х2Н2М после цементации и низкотемпературный отпуск.
Определяем критическую скорость закалки поверхностных цементованных слоев втулки из стали 20Х2Н2М после цементации (см. рисунок 3.16):
 0/с.
0/с.
Принимаем среду охлаждения – вместе с печью (0,50/С). Эта операция термической обработки является основной упрочняющей. Температура нагрева должнабыть, как для заэвтектоидных сталей, выше Ас1, но ниже Ас т с тем, чтобы карбиды не все полностью растворились в аустените. После охлаждения при закалке они обеспечат высокую твердость и износостойкость поверхности детали.
В нашем случае критическая скорость Vкр2 очень маленькая, благодаря легирующим элементам Cr, Ni и Мо, которые повышают устойчивость переохлажденного аустенита (см. рисунок 3.16). Поэтому деталь можно охлаждать медленно, что исключит деформацию и коробление деталей (рисунок 3.17).

|
Рисунок 3.17 – График технологии закалки (поверхностных слоев)
втулки из цементованной стали 20Х2Н2М и
низкотемпературного отпуска
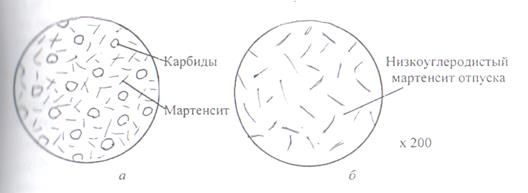
После выполнения второй закалки и низкотемпературного отпуска в поверхностных слоях будет структура отпущенного мартенсита с мелкими зернами карбидов. В сердцевинных слоях – структура отпущенного низкоуглеродистого мартенсита (рисунок 3.18, а и б). Твердость поверхностных слоев 60…62 HRС, а сердцевины – 25…35 HRС.
|
Рисунок 3.18 – Структура отпущенного мартенсита (а) и структура
отпущенного низкоуглеродистого мартенсита (б)
Наилучшие результаты при такой термической обработке наблюдаются при использовании наследственно мелкозернистых сталей. Иногда для уменьшения количества остаточного аустенита после первой закалки применяют обработку холодом до -750С. В этом случае поверхностная твердость повышается, но из-за сложности и дороговизны этот метод применяется только для высоколегированных сталей.
Задание №4
Для каждого из десяти марок сплавов, заданных в индивидуальном задании (Ст1пс, А12Е, 15ХСНД, 70С3А, 35ХС2ВФЛ, СЧ35, ЛЦ40Мц2, Ал4, Т15К6, ЦМ1), указать:
- название сплава;
- химический состав сплава (если это возможно, исходя из марочного обозначения, не прибегая к учебникам или справочной литературе);
- для стали указать структурный класс в отожженном (равновесном) состоянии, качество, способ раскисления, общее назначение, отношение к термообработке;
- для чугуна указать механические свойства исходя из марочного обозначения, указать также форму графита;
-для сплава на основе меди указать способ изготовления заготовки.
Ст1пс – сталь обыкновенного качества, поставка по группе А (с гарантированными механическими свойствами). Конструкционная, полуспокойная, хорошо свариваемая, по структуре – доэвтектическая, основная структурная составляющая феррит и небольшое количество перлита.
А12Е – автоматная конструкционная сталь, в среднем содержит 0,12% С, хорошая обрабатываемость резанием достигается благодаря микродобавкам селена. Структурный класс – доэвтектодиная, основная структурная составляющая феррит, по границам зерен – перлит.
15ХСНД – качественная конструкционная сталь содержащая 0,15% С, 1% Cr, 1% Si, 1% Ni, и 1% Cu. Обладает повышенной коррозионной стойкостью, не закаливающаяся. Структурный класс – доэвтектоидная, структура состоит из феррита и перлита.
70С3А – пружинная высококачественная сталь, содержащая 0,70% С, 3% Si. Доэвтектоидная, структура в равновесном состоянии – перлит, по границам зерен – феррит. Термообработка: закалка с последующим среднетемпературным отпуском.
35ХС2ВФЛ – качественная, конструкционная сталь, литая, содержит 0,35% С, 1% Cr, 2% Si, 1% W, 1% V. Структурный класс – доэвтектоидная, в равновесном состоянии структура состоит из феррита и перлита.
СЧ35 – серый чугун с пластинчатой формой графита. Предел прочности при растяжении σв ≥ 350 МПа. Конструкционный материал для неответственных отливок.
ЛЦ40Мц2 – литейная латунь, содержит 2% Mn, 40% Zn, 58% Cu. Применяется для литых деталей, работающих в коррозионной среде.
АЛ4 – литой сплав на основе алюминия. Содержит 8…10%Si, называется силумином. Упрочнение – модифицирование, термообработка: закалка, старение.
Т15К6 – металлокерамический твердый сплав, содержит 15% ТiС, 6% Со, 79% WС. Применяется для напайки на режущую кромку инструмента.
ЦМ1 – сплав цинка, содержит 1% Cr. Применяется для литья деталей под давлением.
Список использованной литературы
1 Лахтин Ю.М., Леонтьева В.П. Материаловедение. – М.: Машиностроение. 1980. – 493 с.
2 Атлас диаграмм изотермического распада аустенита. Кафедра МТиТОМ. ДГМА.
3 Графики режимов термообработки. Кафедра МТиТОМ. ДГМА.
4 Учебное пособие. Курс лекций по дисциплине «Термическая обработка металлов» в таблицах и схемах. Кафедра МТиТОМ. ДГМА.
5 Навчальний посібник “Розробка технології термічної обробки сталевих виробів”. Бєлкін М.Я., Заблоцький В.К., Шашко О.Я. Краматорськ. 2003. ДДМА.
СОДЕРЖАНИЕ
| 1 Общие положение и требования ……………………………………………. | |
| 2 Образец выполнения контрольной работы ………………………………... | |
| 3 Примеры выполнения контрольной работы……………………………….. | |
| Пример № 1 …………………………………………………………. | |
| Пример № 2 …………………………………………………………. | |
| Пример № 3 …………………………………………………………. | |
МАТЕРИАЛОВЕДЕНИЕ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
И ПРИМЕРЫ ВЫПОЛНЕНИЯ КОНТРОЛЬНЫХ РАБОТ
для студентов заочной формы обучения
направлений подготовки «Инженерная механика» и
«Информационные технологии»
Не нашли, что искали? Воспользуйтесь поиском: