ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
для обробки деталей”.
Методичні вказавки до лабораторної роботи „Вивчення будови вертикально-свердлильного верстата з ЧПК моделі 2Р135Ф2, підготовка керуючої програми та наладка верстата
для обробки деталей”.
Мета роботи - ознайомитися з технічний характеристикою, кінематичною схемою, пристроєм окремих вузлів верстата, вивчити основи програмування і скласти керуючу програму для обробки деталі, ознайомитися з особливостями і виконати налагодження верстата для обробки деталі по програмі.
При виконанні роботи необхідно:
I/ ознайомитися з основними зведеннями про призначення, конструкцію вузлів і системі ЧПК верстата, а також особливостями складання керуючих програм для обробки деталей;
2/ відповідно до креслення деталі по варіанті, зазначеному викладачем, скласти технологічну схему обробки деталі з указівкою маршруту обробки, застосовуваного інструмента і режимів різання;
3/ скласти керуючу програму обробки деталі на верстаті з ЧПК моделі 2Р135Ф2 у коді IS0 - 7віt для пристрою ЧПК 2П323;
4/ зробити налагодження верстата і виконати обробку деталі, використовуючи складену керуючу програму;
5/ скласти звіт про виконану роботу.
I. ПРИЗНАЧЕННЯ І ТЕХНІЧНА ХАРАКТЕРИСТИКА ВЕРСТАТА
Вертикально-свердлильний верстат із ЧПК моделі 2Р135Ф2 найбільше раціонально використовується в дрібносерійному виробництві для координатної обробки деталей типу кришок, фланців, панелей без попередньої розмітки і застосування кондукторів завдяки наявності хрестового столу з програмним керуванням.
Наявність на верстаті револьверної головки для автоматичної зміни інструмента дозволяє виконувати свердління, зенкерування, розвірчування, нарізування різьблення й інші операції в автоматичному режимі без зупинки програми.
Технічна характеристика верстата
Найбільший діаметр свердління в сталі 45, мм.....................................................35
Найбільший діаметр назріваючої різьблення в сталі 45,мм...................................М24х3
Число шпинделів револьверної головки.................................................................б
Число частот обертання шпинделя...........................................................................12
Діапазон частоти обертання шпинделя,про/мім..................................................31,5...1400
Найбільший момент, що крутить,...........................................................................Н-м 200
Найбільше посилення подачі,Н................................................................................15000
Конус кінця шпинделя револьверної головки по СТ СЭВ 147-75...................Морзе №4
Найбільша відстань від торця шпинделя до поверхні столу,мм.............................600
Найбільший хід супорта,мм.....................................................................................560
Число подач супорта.................................................................................................18
Межі подач супорта,мм/хв........................................................................................10...500
Швидкість швидкого ходу супорта,м/хв.................................................................4
Брешемо повороту револьверної головки,з:
з 1-й у 2-ю позицію.....................................................................................................3, 2
з 1-й у 3-ю....................................................................................................................4, 6
з 1-й у 4-ю....................................................................................................................5, 6
з 1-й у 5-ю....................................................................................................................7, 0
з 1-й у 6-ю....................................................................................................................7, 6
з 6-й у 6-ю....................................................................................................................0, 6
Розміри робочої поверхні столу,мм..........................................................................400x 630
Швидкість швидкого переміщення столу,м/хв...................................................................3, 8
Швидкість повільного переміщення столу,м/хв............................................................0, 05
Найбільший хід столу,мм:
поперечний.................................................................................................................360
подовжній...................................................................................................................560
Точність позиціювання столу,мм.............................................................................0, 05
Пристрій ЧПК......................позиційно-прямокутне. моделі 211323
Число керованих осей координат /усього/одночасно/.................................................... 3/2
Дискретність відліку по осях координат,мм...........................................................0, 01
Найбільша маса оброблюваної деталі на столі,кг..........................................200
Потужність електродвигуна привода головного руху,квт................................................. 4
Загальний вид вертикально-свердлильного верстата з ЧПК моделі 2Р135Ф2 показаний на Рис. I, органи керування верстатом, розташовані на пульті керування на рис 2.Система керування верстатом передбачає чотири режими роботи: налагоджувальний; ручний /з перемикачем/; напівавтоматичний /з перфострічки/; автоматичний /з перфострічки/.
Режим роботи вибирають відповідним перемикачем, розташованим на пульті керування пристроєм ЧПК 2П323.
Рис. 1. Загальний вид вертикально-свердлильного верстата з ЧПК моделі 2Р135Ф2:
1 - основа; 2 – салазки хрестового стола; 3 – револьверна головка; 4 - коробка швидкостей; 5 - супорт револьверної головки; 6 - редуктор механізму подач; 7 - пульт керування; 8 – шкаф електрообладнання; 9 – шкаф ЧПК; 10 – колона; 11 - хрестовий стіл.

Рис. 2. Загальний вид пульта
Позначення органів керування і символів на рис. 2:
I - сигнальна лампа "Контроль випре совки інструмента"; 2 - кнопка "Введення програми"; 3 - кнопка "Пуск програми"; 4 - кнопка "Обертання /пуск/ шпинделя"; 5 - кнопка "Стіп шпинделя"; 6 - перемикач - "Вибір режимів роботи /ручне керування або автоматичний цикл/"; 7 - перемикач "Вибір позиції револьверної головки"; 8 - сигнальна лампа "Фіксація револьверної головки"; 9 - перемикач "Вибір подачі супорта револьверної головки"; 10 - перемикач "Вибір оборотів шпинделя"; II - перемикач охолодження; 12 - сигнальна лампа "Кінець програми"; 13 - сигнальна лампа "Верстат включений у мережу"; 14 - сигнальна лампа "Зміна комплекту інструмента в револьверній голівці"; 15 - сигнальна лампа "Крайні положення"; 16 - тумблер "Вибір робочої осі"; 17 - тумблер "Вибір напрямку переміщення робочих органів верстата"; 18 - кнопка "Поворот револьверної головки"; 19 - тумблер "Вибір швидкості переміщення робочих органів верстата"; 20 - сигнальна лампа "Контроль різьбонарізання"; 21 - тумблер "Різьбонарізання"; 22 - сигнальна лампа "Попередній стіп у циклі"; 23 - кнопка "Стіп програми"; 24 - тумблер "Технологічна зупинка"; 25 - сигнальна лампа "Установка нуля";
26 - кнопка "Аварійний стіп"; 27 - кнопка "Установка нуля"; 28 - кнопка "Випресовки інструмента"; 29 - кнопка "Пуск верстата".
2. БУДОВА ВЕРСТАТА
Основні вузли вертикально-свердлильного верстата моделі 2Р135Ф2 показані на мал. 3 /загальний вид/. Привод головного руху, приводи подач, а також револьверна голівка мають індивідуальні електродвигуни. У супорті револьверної головки розміщені механізми привода головного руху, приводи подач і допоміжних рухів - повороту револьверної головки і випре совки інструмента.

Рис. 3. Кінематична схема вертикально-свердлильного верстата ммоделі 2Р135Ф2
3. КІНЕМАТИКА ВЕРСТАТА
Механізм головного руху забезпечує передачу обертального руху від електродвигуна і регулювання частот обертання шпинделів револьверної головки, тобто інструмента, що ріже. Він містить у собі електродвигун,коробку швидкостей, шліцевий вал і супорт револьвер-ний головки /мал.3/.
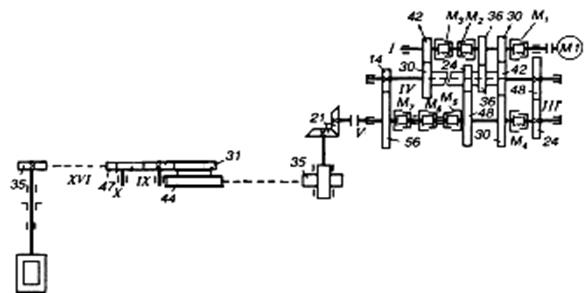
Обертання від індивідуального електродвигуна I потужністю N =4 кВт із частотою обертання n =1000 об/хв через пружну муфту передається ведучому валові I коробки швидкостей, що несе на собі три зубчасті колеса - 9,11,13, керовані електромагнітними муфтами М1,М2,МЗ, почергове включення яких дозволяє передати на проміжний вал И три різні частоти обертання /через зубцюваті пари коліс 9-2, II-10 або 13-12/.
Вал П виконаний у виді втулки, що вільно сидить на валові 1У, і має чотири зубчасті колеса - 12,6,10,2, два з яких /6 і 2/ знаходяться в постійному зачепленні з візерунковими колісьми 7 і 5 вала Ш. Шляхом почергового включення електромагнітних муфт ЭМ4 або ЭМ5 можна передати з вала П на вал Ш дві різні частоти обертання /через колеса 6-7 або 2-5/. Таким чином, вал Ш може мати шість різних частот обертання. Включенням електромагнітної муфти ЭМ6 передається обертання з вала Ш на вихідний вал У коробки швидкостей, забезпечуючи верхній діапазон частот обертання шпинделів.
Шість частот нижнього діапазону обертання шпинделів револьверної головки забезпечується за допомогою понижуючої зубчастої передачі з вала Ш на вал 1У /через колеса 4 і 3/ і з вала 1У на вал У /через колеса 14 і 8 і керовану електромагнітну муфту ЭМ7/. Така конструкція привода для зміни частоти обертання з передачею через колеса 3/4*14/8 називається перебором.
Обертання з вихідного вала В коробки швидкостей через конічні колеса 28 і 29 передається шанцевому валу В1 і далі через колеса супорта: з колеса 31 на колесо 40, з колеса 41 через колесо 39 на колесі 38, що з'єднується з одним з коліс 60,61 - 65 шпинделів револьверної головки і повідомляє останньої обертальний рух.
Для розглянутого верстата рівняння кінематичного ланцюга головного руху
 ,
,
де n - частота обертання електродвигуна, об/хв; iк.с -передатне відношення коробки швидкостей; ісуп -передатне відношення зубів коліс супорта; nшп - частота обертання шпинделя, про/хв.
Підставляючи в рівняння ланцюга головного руху конкретні значення частоти обертання електродвигуна і числа зубців коліс окремих кінематичних пар, можна установити значення частот обертання шпинделя, об/хв:

У табл. I приведені частоти обертання шпинделя револьверної головки і відповідні їм значення коду S, а на мал. 4 зображений графік частоти обертання.
Таблиця I
Кодування частоти обертання шпинделя
| Код S | ||||||||||||
 об/хв
об/хв
| 31,5 |
Передня опора шпинделя 6 (рис. 3.7) виконана у вигляді дворядного роликопідшипника і наполегливих підшипників. У міру зношування шийок зазор усувають шліфуванням торців компенсатора 1, а потім отримане положення фіксується гайкою 2. Осьовий натяг наполегливих шарикопідшипників регулюють гайкою 3 з фіксацією положення підпружиненим упором 4 в зубчастому колесі 5.
Передня опора шпинделя
Супорт револьверної головки здійснює швидкі переміщення і робітники подачі револьверної головки, поворот револьверної головки, кінематичний ланцюг обертання шпинделя револьверної головки /від вихідного вала коробки швидкостей до шпинделя/, кінематичний ланцюг Випресовці інструмента зі шпинделя револьверної головки, а також ланцюг змащення вузла.
Механізм швидких переміщень і робочих подач супорта револьверної головки конструктивно виконаний окремим вузлом, називаним редуктором механізму подач. Він має п'ять валів і три електромагнітні муфти, змонтовані в окремому корпусі, сельсин БС155А и фланцевий електродвигун постійного струму. Робочі переміщення супорта /подачі супорта/ здійснюється по наступному кінематичному ланцюзі /див. рис. 3/.

Рис. 4. Графік частоти обертання
Від електродвигуна постійного струму 15 потужністю N = 1,3 кВт і частотою обертання n = 3000 об/хв із тиристорним керуванням через тверду муфту обертання передається валові УП редуктора подач. З вала УП через зубчасті колеса 17 і 42 і включення електромагнітної муфти ЭМ10 обертання передається валові IX; з вала IX через зубчасте колеса 43, 45 і 48 на вал УШ і далі через черв'ячну передачу 47,46 на ходовий гвинт Подачі 50 супорта револьверної головки, по якому переміщається гайка 51, жорстко з'єднана із супортом револьверної головки.
Рівняння кінематичного ланцюга робочих подач супорта:
 ,
,
де n - частота обертання електродвигуна;  передатне відношення ланцюга зубчастих коліс редуктора подач;
передатне відношення ланцюга зубчастих коліс редуктора подач;  - крок ходового гвинта супорта револьверної головки.
- крок ходового гвинта супорта револьверної головки.
Сполучення електродвигуна постійного струму з тиристорним керуванням і кінематичним ланцюгом, що сповільнює, /ланцюгом повільних рухів/ редуктора дозволяє одержати 18 різних подач супорта револьверної головки. У табл. 2 приведені робочі подачі і відповідні їм значення коду F.
Швидке переміщення супорта здійснюється по наступному кінематичному ланцюзі /див. мал. 3/. Від електродвигуна 15, що у даному випадку обертається з максимальною частотою, через зубчасте колесо 16 вала УП, колесо 19 і включення електромагнітної муфти ЭМЭ обертання передається на вал УШ і далі через черв'ячну передачу 47, 46 на ходовий гвинт 50 супорта револьверної головки. Швидкість швидкого переміщення револьверної головки дорівнює 4000 мм/хв. 11а шанцевому кінці вала УШ закріплений повідець швидкодіючої електромагнітної муфти ЭШ, що здійснює від пристрою ЧПК у потрібний момент гальмування привода подачі револьверної головки. Кінець ходового гвинта 50 з'єднаний твердою муфтою з валом сельсина БС155А44, що виконує роль датчика зворотного зв'язку. На валові X установлена крильчатка для розбризкування олії, обертання якої здійснюється через колеса 16 і 18 від вала УП.
Поворот револьверної головки в потрібний момент здійснюється пв наступного кінематичного ланцюга /див. мал. 3/: від електродвигуна 20 потужністю N = 0,75 кВт і частотою обертання П = 1500 об/хв через зубчаті колеса, 24, черв'ячну передачу 32, 33 і зубчасті колеса 5.7 і 58 обертання передається револьверній головці.
Револьверна головка зафіксована пружними тягами 2 супорта, що знаходяться в пазу револьверної головки 3. Ексцентрик 1, обертаючись, натискає на важіль 8, який стискає тарілчасті пружини 4 і тим самим звільняє револьверну головку 3. Необхідну силу затиску регулюють гайками 5 і контргайками 6. Торці гвинтів 7 важеля 8 повинні бути встановлені стосовно торців тяг 2 таким чином, щоб при натисканні ексцентрика 1 на важіль 8 утворився зазор між торцями головок тяг 2 і Т-подібним пазом револьверної головки 3, рівний 0,3... 0,5 мм, після чого гвинти 7 закріплюють гайками 9.
Механізм закріплення револьверної головки

У процесі роботи верстата револьверна головка закріплена підпружинними тягами супорта, що знаходяться в Т-образных пазах револьверної головки, і повертатися не може. Тому при включенні електродвигуна 20 черв'як 32 не може повернути черв'ячне колесо 33 і, обертаючи, переміщається вниз. При такому переміщенні черв'яка /а отже, і вала XIX/ через рейкові пари 35, 34 і 66, 67 вал ХЛ також переміщається вниз і виводить із зачеплення за допомогою кулачка KI зубцювате колемо З8 ланцюга обертання шпинделя; одночасно за допомогою кулачка ДО2 револьверна головка звільняється від затиску.
Черв'як 32 доходить до твердого упора і через зубчасту передачу 57 і 58 начитає обертати револьверну головку (прямій хід). Одночасно з обертанням револьверної головки через зубчасті колеса 30 і 27, конічну пару 55 і 54 по обертальний рух приводиться позиційний командний апарат ПКА, що при виборі чергового шпинделя зупиняє пряме обертання револьверної головки і включає зворотне обертання відключенням електромагнітної муфти ЭМ12 і включенням електромагнітної муфти ЭМII (через колеси 22-23 і 21-49).
Револьверна головка при зворотному обертанні доходить до твердого упора супорта і зупиняється. При русі черв'яка нагору (а отже, і вала XIX) через рейкові пари 35, 34 і 66, 67 вал ХУ1 одержує також переміщення нагору і за допомогою кулачка KI уводить зубчасте колесо 38 ланцюга обертання шпинделя в зачеплення з; зубчастим колесом одного зі шпинделів револьверної головки (одним з коліс 60-65). Одночасно кулачок ДО2 звільняє тяги, що закріплюють револьверну головку в заданій позиції.

Випресовки інструмента, що ріже, зі шпинделів револьверної головки здійснюється по наступному кінематичному ланцюзі (див.мал.3): від електродвигуна 20 через зубчасті колеса 25, 24, 26 і 52, що з'єднуються з валом ОГУД за допомогою електромагнітної муфти ЭМ13, через черв'ячну пару 36 і 37, зубчасті колеса 56 і 59 рух передається на випресовуючий ексцентрик КЗ, встановлений у пазу осі повороту револьверної головки і инструмент, що ріже, що виштовхує.

Вузол супорта змазують масляним насосом по наступному кінематичному ланцюзі (див.мал.3): обертання від електродвигуна 20 через зубчасті колеса 25, 26, 52 і 53 передається на вал ХУШ, на кінці якого сидить ексцентрик ДО4, що приводить у рух плунжер насоса, що здійснює змащення усього вузла супорта.
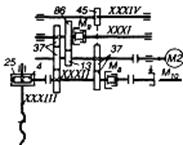
Стіл хрестовий служить для установки і кріплення оброблюваних деталей. Він складається з підстави, салазок і столу. Стіл може переміщатися в двох взаємно перпендикулярних напрямках по заданій програмі: у подовжньому напрямку (у напрямку осі X) - по направляючої салазок і в поперечному напрямку (у напрямку осі В) - разом із салазками, що переміщаються по напрямних підстави. Переміщення салазок і столу здійснюється за допомогою передач гвинт-гайка кочення, ходові гвинти яких установлені на підшипниках кочення. Ходові гвинти приводяться в обертальний рух від редукторів хрестового столу. Відлік координат виробляється за допомогою сельсинів БС155А, установлених співосно з ходовими гвинтами.
Механізм для здійснення швидких і повільних переміщень столу відносно салазок і салазок спільно зі столом конструктивно виконаний окремими вузлами, називаними редукторами столу. Кожний з них має по чотирьох основних вала, дві електромагнітні муфти, сельсин БС155А и індивідуальний електродвигун. Принцип роботи редуктора однаковий, тому далі буде описаний редуктор для переміщення салазок спільно зі столом. Координатне переміщення столу (позиціювання) здійснюється по командах, видаваним пристроєм ЧПК відповідно до заданої програми й установками. Принцип роботи позиційного пристрою ЧПК моделі 2П323 описаний у розд. 10,11.
Ланцюг швидкого руху включається при видачі пристроєм ЧПК команди "I ступінь". При цьому включаються електродвигун 83 потужністю N= 0,75 квт і частотою обертання n= 1500 про/хв, а також електромагнітні муфти ЭММ і ЭМ16. Швидке переміщення салазок зі столом у поперечному напрямку передається по наступному кінематичному ланцюзі (див.мал. 3): від електродвигуна 83 через зубчасті колеса 77, 78, 86, 88, 81, 80 обертання передається ходовому гвинтові 69 із кроком рх£= 5 мм, по якому переміщається гайка 68, що має тверде з'єднання із салазками. Швидкість швидкого переміщення салазок зі столом для даного верстата дорівнює 3,8 м/хв.
Ланцюг повільного руху включається при підході столу до кінцевої крапки пристроєм ЧПК командою "II ступінь". При цьому відключається кінематичний ланцюг, що обумовлює швидке переміщення салазок зі столом, включається електромагнітна муфта ЭМ15. Повільне переміщення салазок зі столом передається по наступному кінематичному ланцюзі: від електродвигуна 83 через зубчасті колеса 76, 79, 87, 85, 84, 75, 74, 73, 82, 81 і 80 обертання передається ходовому гвинтові 69. Швидкість повільного переміщення салазок зі столом для даного верстата дорівнює 0,05 м/хв.
При видачі з пристрою ЧПК команди "III ступінь" відбувається вимикання муфти ЭМ15 і за рахунок запізнювання її вимикання столу переміщається по кінематичному ланцюзі: зубчасті колеса 82, 81, 80, ходовий гвинт 69. Для даного верстата переміщення за рахунок запізнювання дорівнює 0,04 мм.
При досягненні столом заданої позиції (розміру) відбувається вимикання електродвигуна і форсоване гальмування привода подач гальмовою муфтою, розміщеної на ходовому гвинті. Наприкінці цього етапу позиціювання дається команда "Стоп".
Координати відраховуються за допомогою сельсина 72, установленого співосно з ходовим гвинтом і зв'язаного з ним через колеса 70 і 71.
3. ПІДГОТОВКА КЕРУЮЧОЇ ПРОГРАМИ ПО ПЕРФОСТРІЧЦІ
3.1. Структура керуючої програми для пристрою ЧПК
У розглянутому пристрої ЧПК моделі 2П323 прийнятий адресний спосіб запису керуючої програми УП.
ДСТ 20523-80 визначає основні поняття, використовувані при програмуванні:
керуюча програма (УП) - сукупність команд мовою програмування, що відповідає заданому алгоритмові функціонування верстата по обробці конкретної заготівлі. Керуюча програма складається з кадрів УП;
кадр керуючої програми - складова частина УП, що вводиться й оброблювана як єдине ціле й утримуюча не менш однієї команди. Кадр УП складається зі слів, що відповідають різним командам;
слово керуючої програми - складова частина кадру УП, що містить конкретну інформацію з виконання команди керування. Слово складається з адреси і даних;
адреса - частина слова УП, що визначає призначення наступних за ним у цьому ж слові даних. Адреса являє собою символ, що відповідає ДСТ 20999-78 і приведений у табл. 3.
Дані являють собою числову інформацію, що безпосередньо характеризує параметри процесу обробки.
Кожна УП повинна починатися символом початку програми (%). Кінець програми задається в останньому кадрі спеціальною командою М02, що буде розглянута далі, Між символом початку і кінця програми розташовуються кадри УП. Основною значеннєвою одиницею керуючої програми є кадр УП, що складається зі слів УП і характеризуємого визначеним форматом, прийнятим у даному пристрої ЧПК.
Формат кадру УП - умовний запис структури і розташування слів у кадрі УП з максимальним числом слів. Формат кадру УП для УЧПУ моделі 2П323 приведений у табл. 4.
Таблиця 3 Представлення семирозрядних кодових наборів на перфострічках
| № дор | Призначення символа | |||||||||
| Р | Вага | |||||||||
| Літера Знак Цифра | Символ | |||||||||
| ● | ● | ∙ | ● | ● | + | Знак переміщення „+” | ||||
| ● | ● | ∙ | ● | ● | - | Знак переміщення „-” | ||||
| ● | ● | ∙ | Nul | Пропуск | ||||||
| ● | ● | ∙ | Цифра 0 | |||||||
| ● | ● | ● | ∙ | ● | ||||||
| ● | ● | ● | ∙ | ● | ||||||
| ● | ● | ∙ | ● | ● | ||||||
| ● | ● | ● | ∙ | ● | ||||||
| ● | ● | ∙ | ● | ● | ||||||
| ● | ● | ∙ | ● | ● | ||||||
| ● | ● | ● | ∙ | ● | ● | ● | ||||
| ● | ● | ● | ● | ∙ | ||||||
| ● | ● | ● | ∙ | ● | ||||||
| ● | ● | ● | ∙ | ● | I | поч. координата дуги, X0 | ||||
| ● | ● | ● | ∙ | ● | J | Y0 | ||||
| ● | ● | ∙ | ● | ● | K | Z0 | ||||
| ● | ● | ∙ | ● | ● | F | Величина подачі | ||||
| ● | ∙ | ● | ● | ● | G | Підготовча функція | ||||
| ● | ● | ● | ∙ | ● | L | Корекція | ||||
| ● | ● | ∙ | ● | ● | M | Технологічна команда | ||||
| ● | ● | ∙ | ● | ● | N | Номер кадра | ||||
| ● | ● | ∙ | ● | ● | S | Технологічна команда | ||||
| ● | ● | ● | ∙ | ● | T | Технологічна команда | ||||
| ● | ● | ● | ● | ∙ | X | Переміщення по X | ||||
| ● | ● | ● | ∙ | ● | Y | Переміщення по Y | ||||
| ● | ● | ● | ∙ | ● | Z | Переміщення по Z | ||||
| ● | ∙ | ● | LF | Кінець кадра | ||||||
| ● | ● | ● | ● | ● | ∙ | ● | ● | ● | Del | Забій |
| ● | ● | ∙ | ● | ● | % | Початок програми |
Кожен кадр починається словом "Початок кадру", що складається з адреси N, і наступними за ним трьома десятковими цифрами. Таким чином, максимальне значення номера кадру в УП-999. Номер кадру служить для систематизації програми і не робить ніякого впливу на її хід. Порядок номерів кадрів може бути довільним, але для зручності в роботі рекомендується упорядкована послідовність убік зростання. Значення номера кадру індицірувати_ на пульті оператора УЧПУ і відповідає оброблюваному в даний момент кадрові УП.
Крім того, при перевірці перфострічки в режимі "Пошук кадру" на індикаторі висвітлюватис_ номер кадру, у якому допущена помилка інформації. Це дозволяє значно скоротити час налагодження УП.
Кожен кадр повинний закінчуватися символом "Кінець кадру" (LF). Якщо кадр містить слово "Корекція" (адреса L), вона повинно стояти перед символом "Кінець кадру". Якщо кадр містить слово "Підготовча функція" (адреса G), вона повинно стояти відразу після слова "Номер кадру".
Інші слова можуть розташовуватися в кадрі в довільному порядку, однак рекомендується така послідовність слів (у відповідним їм адресах):
N, G, T, L, F, S, y, r, z, M, LF.
Не допускається наявність в одному кадрі двох слів з однаковою адресою, за винятком слів "Підготовча функція" (для УЧПУ моделі 2П323).
3.2. Кодування керуючих програм і розпорядження масивів інформації на перфострічці
Як програмоносія, використовуваного для запису програм обробки деталі, застосовують паперову перфораторну стрічку шириною 25,4 мм або перфораторні стрічки, виготовлені з інших матеріалів.
Позначення і розташування кодових доріжок на перфострічці показано на рис, 5. Кодові доріжки 3 нумеруються послідовно з 1-й по 8-ю, починаючи з базової крайки I. Базова крайка - це край перфострічки, від якої починається нумерація чотирьох кодових доріжок (між транспортною доріжкою і базовою крайкою розташовані три кодових доріжки).Для представлення інформації на перфострічці використовується 7-бітний код 2 за ДСТ 13052-74, погоджений з рекомендаціями ISO.
Підмножина коду ISO - 7 біт, застосовувана при підготовці керуючих програм для УЧПУ моделі 2П323, представлене в табл.З.
Кожен рядок на перфострічці повинний містити лише одну кодову комбінацію з відповідним знаком парності. Розряди б1 – б7
7-бітного коду характеризують пробиту інформацію.Восьмий розряд б8 служить для виявлення помилок в інформації. У кожної кодової, комбінації він додається для того, щоб число пробивань в одному рядку був парним (паритет по парності). У табл. 3 він позначений буквою Р. Напрямок руху перфострічки повинний бути протилежно напрямкові, у якому перфоруються і зчитуються кодові комбінації.
4. ПОЗНАЧЕННЯ АДРЕС ПРОГРАМ
Позначення адрес програми, час їхньої дії і кількість знаків(рядків), що відводяться для них, приведені в табл. 4.
Таблиця 4 Обсяг слів і структура кадру (послідовності слів), яких повинний дотримувати програміст при складанні програм
| № п/п | Адрес | Позначення | Кількість рядків | Границя дії адреса |
| Номер кадру | N | Зміна при наступному новому признаку по N | ||
| Номер інструменту (позиція револьверної головки) | T | Зміна при наступному новому признаку по T | ||
| Підготовчі функції | G | Зміна при наступному новому признаку по G | ||
| Допоміжні функції | M | Збій сигналу „Відповідь по M„ | ||
| Номер подачі | F | Зміна при наступному новому признаку по F | ||
| Номер швидкості шпинделя | S | Зміна при наступному новому признаку по S | ||
| Номер коректора | L | Зміна при наступному новому признаку по L | ||
| Переміщення вздовж осі Х або Y | X,Y | Збій сигналу „Кінець цикла„ | ||
| Переміщення вздовж осі R або Z | R,Z | Збій сигналу „Кінець цикла„ | ||
| Кінець кадра | LF(ПС) | Збій сигналу „Відповідь по ПС„ | ||
| Знак „+” | + | |||
| Знак „-” | - | |||
| Головний кадр | : | |||
| Початок програми | % |
Примітка. Ознакою R індексують холості переміщення інструмента по координаті Z (швидке підведення і відвід).
5. Характеристика функцій (підготовчих G і допоміжних М)
5.1. Функція G81 (керування по осі Z, свердління по постійному циклі, розвіртування, зенкерування тощо) забезпечує швидке підведення інструмента до координати R (деталі), рух інструмента на робочій подачі до координати Z (обробка деталі) і швидкий відвід інструмента до координати R (мал. 6,а).
5.2. Функція G82 (керування по осі Z, підрізування торця по постійному циклі) забезпечують швидке підведення інструмента до координати R (деталі), рух на робочій подачі до координати Z (обробка деталі), затримку після обробки координати Z і швидкий відвід інструмента до координати R (відвід з деталі) (мал.6,б).
5.3. Функція G84 (керування по осі Z, різьбонарізання
по постійному циклі) забезпечує швидке підведення інструмента до координати R (деталі), рух на робочій подачі до координати (обробка деталі), реверс після обробки координати Z і відвід інструмента на робочій подачі до координати R (висновок з деталі (мал.6, в).
5.4. Функція G86 (керування по осі Z, розточення по постійному циклі) забезпечують швидке підведення інструмента до координати
R (обробка), зупинку обертання після обробки координати Z і швидкий відвід інструмента до координати R (відвід з деталі) (мал. 6,г),
5.5. Функції G9I, G92, G94, G96 відрізняються від функцій G81, G82, G84, G86 тим, що після відходу інструмента до координати R (висновок з деталі) забезпечують подальший швидкий відвід інструмента до початку відліку координати R (мал. 7). Ці функції використовуються для відводу інструмента у верхнє вихідне положення.
5.6. Функція G66 використовується в такий спосіб:
а) організація постійного циклу по осі Z - швидке підведення інструмента до координати R, рух на робочій подачі до координати Z (обробка) і зупинка інструмента після обробки координати Z;
б.) програмування руху по осях X і Y з підходом робочого органа до заданої координати з боку первісного руху з будь-якої сторони (не гарантується точність позиціювання столу).
5.7. Організація глибокого свердління здійснюється комбінуванням циклу G81 з безцикловим переміщенням (координата Z у кадрі відсутній).
5.8. Функція G60 використовується для організації руху при точному позиціюванні по осях X і Y з підходом робочого органа до заданої координати завжди з однієї сторони з наступним контролем зони.
5.9. Функція G62 - швидке (грубе) позиціювання.
5.10. Функція G6I відрізняється від функції G62 тим, що при використанні функції G6I після відпрацьовування заданої координати виробляється контроль зони.
5.11. Якщо в першому кадрі програми немає ні однієї з функцій G60, G61, G62, підхід робочого органа до заданої координати
буде здійснюватися з однієї сторони з наступним контролем зони, так само як по функції G60.
5.12. Функція G90 використовується для скасування всіх постійних циклів, при цьому відбувається заборона роботи з осі Z.
5.13. Функція G80 скасовує постійні цикли, але при цьому можливі робота з осі Z по функції G66,
5.14. Допоміжні функції.
Функцію M0I (стіп по програмі) застосовують для програмування зупинка верстата в процесі обробки (наприклад, з метою перевірки якості обробки);
функції М02 - кінець програми; МОЗ - обертання шпинделя вправо; М04 - обертання шпинделя вліво; М06 - зміна інструмента (ручна); М08 - включення охолодження; М09 - відмовлення від функції М08; MI3 -обертання шпинделя вправо з одночасним охолодженням; MI4 - обертання шпинделя вліво з одночасним охолодженням.
Примітка. Функції М02, М06 програмують окремим кадром.
6. ВЕРТИКАЛЬНІ ПОДАЧІ ШПИНДЕЛЯ І ЇХНЄ КОДУВАННЯ (табл. 5)
Таблиця 5
| Номер ступені | Подача, мм/хв | Код | Номер ступені | Подача, мм/хв | Код |
| 12,5 | |||||
| 31,5 | |||||
7. ОБОРОТИ ШПИНДЕЛЯ І ЇХНЄ КОДУВАННЯ (табл.6)
Таблиця 6
| Номер ступені | n,об/хв | Код | Номер ступені | n,об/хв | Код |
| 31.5 | |||||
8. ПОРЯДОК ПРОГРАМУВАННЯ
На підставі робочого креслення деталі складають технологічний 8СКИЗ (рис.9).
Креслення оброблюваної деталі переробляють так, щоб витті розміри до осей оброблюваних отворів були задані в прямокутній системі координат. Початок координат прив'язують до базових поверхонь, по яких деталь базується в затискному пристосуванні. Всі отвори, що відпрацьовуються, нумерують у порядку їхньої обробки.
Підбирають необхідний інструмент і режим різання. Кожному режимові різання привласнюють номер подачі і номер (код) швидкості обертання шпинделя (див.табл. 5,6).
Кожному інструментові привласнюють номер інструмента і номер корекції; указують його довжину, тобто відстань від торця шпинделя до нижньої крапки інструмента (табл.7).
Таблиця 7 Інструмент, що застосовується для обробки деталі (рис.8)
| № п/п | Інструмент | Діаметр, мм | Довжина, мм | Номер позиції револьверної головки | Номер коректора | Примітка (номер отвору) |
| Свердло | 1,5 | |||||
| Свердло | 2,4 | |||||
| Свердло | ||||||
| Зенкер | 8,8 | 1,5 | ||||
| Розвіртка | 1,5 | |||||
| Зенковка конічна | ||||||
| Зенковка цилін. | 2,4 | |||||
| Мітчик | М24 |
На підставі цих даних і технологічного маршруту складають керуючу програму. При цьому для полегшення складання програми переміщень по координаті Z значення переміщення по координаті R (швидке підведення) для всіх інструментів приймають рівним нулеві. Дійсне значення R для кожного інструмента визначають при настроюванні верстата і вводять у коректор відповідних інструментів. Операційний ескіз обробки деталі показаний на мал.9.
При настроюванні верстата нуль, що плаває, по Z установлюють так, щоб забезпечити швидке підведення інструмента (підхід до координати R) за 2...3 мм до оброблюваної деталі (див.мал.З). Для визначення величини корекції супорт з інструментом опускають до оброблюваної деталі і зупиняють (зазор між деталлю й інструментом 2...3 мм). Включають індикацію по R і на коректорі встановлюють значення координати R для даного інструмента.


Рис.8 Креслення деталі


Рис. 9. Операційний ескіз обробки
9. ОРГАНІЗАЦІЯ І ПОРЯДОК ВИКОНАННЯ РОБОТИ
Після ознайомлення з методичними вказівками студенти виконують роботу з варіантам завдань (дод.1) або (по розсуду керівника роботи) розглядають тільки один варіант у такій послідовності:
9.1. Ознайомлюються з конструкцією верстата, основними видами його руху; системою координат, командами, структурою побудови Слів, кадрів. У дод.2 приведені знаки мнемонічні застосовувані на пультах УЧПУ і зовнішніх пультах індикації.
9.2. Вивчають креслення деталі і переробляють його таким чином, щоб усі розміри були задані в прямокутних координатах від єдиних баз, якими деталь базують у пристосуванні на верстаті. Попередньо обговорюють схему базування. Поміщають ескіз деталі зі схемою базування, переробленими розмірами і системою координат у відповідну графу звіту (дод.6).
9.3. Складають послідовність обробки отворів і в цьому ж порядку нумерують отвору.
9.4. Підбирають необхідний інструмент і складають таблицю з необхідними даними за зразком табл.7 (довжину інструмента приймають умовно).
Примітка. Керівник роботи дає пояснення за методикою зміни інструмента, якщо його кількість більше, ніж гнізд у револьверній голівці.
9.5. Призначають режими різання (подачу, обороти) і привласнюють їм відповідний номер, керуючись даними табл. 5 і 6. Для більшої наочності складають таблицю з послідовністю обробки, застосовуваним інструментом, режимами обробки (див.дод.6, п.3,4).
9.6. Перш ніж скласти керуючу програму (за зразком дод. 5), неї записують не символами, а словами, користуючись набором слів, що рекомендується, і послідовністю, що приводяться в табл. 4. Варто пам'ятати, однак, що знаки "+" або "-" про переміщення по координатах ставлять після символу координати.
9.7. Розробляють керуючу програму в символах, користуючись даними табл. 4 і описом підготовчих і допоміжних функцій (див.разд.5).
Примітка. Призначаючи R для кожного інструмента, варто пам'ятати про різницю в довжинах інструмента стосовно того з них, для якого значення було прийнято з технологічних розумінь (див. дод. 4).
9.8. Складають таблицю перфорації стрічки, керуючись кодами символів (див. табл. 3).
9.9. Складають звіт (дод.6).
10. ПІДГОТОВКА ДО РОБОТИ ПРИСТРОЮ ЧПК 2П323
10.1. Установити всі органи керування на пульті керування пристрою у вихідне положення (усі переключення повинні бути віджаті). Підготувати верстат і електрошкаф до роботи (установите і закріпите деталь на столі верстата, уставте потрібні інструменти, уключите верстат і т.д.).
10.2. Установити автоматичний вимикач (на правій бічній стінці пристрою) у верхнє положення. При цьому на пульті пристрою повинна зайняти лампа 380 В (розшифровка мнемонічних знаків приведена в дод.1), якщо з електрошкафа верстата видається сіткова напруга.
10.3. Уключити пристрій натисканням кнопки ВКЛЮЧЕНО, розташованої на пульті керування пристрою (дублююча кнопка може бути розташована на пульті керування верстата), при цьому повинні загорятися на табло лампи цифрової індикації, лампи ВКЛЮЧЕНО І НЕСПРАВНІСТЬ. На табло цифрової індикації технологічних команд (праве табло) при цьому повинна висвітлюватис_ несправність 02 (НУД -початкова установка датчика), якщо не всі робочі органи верстата. знаходяться в крайнім положенні на початку координат (на кінцевих вимикачах). Натиснути кнопку установки датчиків у нуль на пульті керування верстата. Після виходу робочих органів верстата в крайнє положення (установка датчиків у нуль) і натискання перемикача ПОЧАТКОВА УСТАНОВКА лампа НЕСПРАВНІСТЬ згасне і перестане висвітлюватис_ на табло індикації номер несправності 02.
10.4. Установити значення нулів, що плавають, відповідно до базової крапки деталі.
Для цього:
а) висунути блок нулів, що плавають, і корекцій, попередньо відгвинтивши спеціальні гвинти (на правій бічній стінці, ближньої до задніх дверей);
б) установити на перемикачах "0" X, "0"У» "0" Z відповідні значення (розміри) нулів, що плавають, (при роботі з верстатом 2PI35 Ф2 значення "0" Z повинне бути рівним нулеві);
в) установити перемикач індикації в положення НУЛЬ, при цьому на лівому верхньому табло цифрової індикації повинн висвітлюватис_ значення нуля, що плаває, по осі X, а на нижньому табло - по осі Y; г) натиснути на пульті пристрою перемикач Z, після цього на нижньому табло цифровий індикація буде висвітлюватис_ значення нуля, що плаває, по осі 2.
10.5. Установити величини корекції відповідно до програми, складеної для обробки встановленої деталі. Для цього:
а) відгвинтити спеціальні гвинти кріплення і по черзі висуваючи блоки корекції на правій бічній стінці, установити програмні перемикачі корекцій 01,..., 09, 21,..., 26, II..., 19
(II,..., 19 - при наявності додаткового блоку корекцій) у положення, що відповідають величинам корекцій на інструменти, запрограмовані для обробки заготівлі деталі. При виборі номера корекцій для кожного номера інструмента необов'язкова умова відповідності номерів інструмента і корекцій. Номер корекції до кожного інструмента вибирають зі зручності програмування;
б) установити перемикач індикації в положення КОРЕКЦІЯ і натиснути перемикач ПОЧАТКОВА УСТАНОВКА;
в) натиснути перемикач ПРЕДНАБОР;
г) натиснути перемикач ВВЕДЕННЯ, потім перемикач R;
д) натиснути перемикач L, потім перемикач 0, потім перемикач I, потім перемикач LF. На нижньому табло цифровій індикації повинне висвітлюватис_ число, що відповідає числу, установленому на програмних перемикачах корекцій 01; '
е) оперуючи перемикачами 0,..., 9, і LF за методикою підрозд. I0.5, п.д переглянути на табло цифрової індикації усі величини корекцій, установлені на програмних перемикачах (02,..., 09; 21,..., 26; II,..., 19);
Примітка. Якщо кількість запрограмованих інструментів для обробки встановленої заготівлі деталі менше п'ятнадцяти (двадцяти чотирьох), то частина перемикачів корекцій не використовується. Якщо для обробки встановленої заготівлі деталі потрібне кількість інструментів більше п'ятнадцяти (двадцяти чотирьох), то необхідно програмувати команду "ЗМІНА ІНСТРУМЕНТА" (М06). Після зміни інструмента перемикачі корекцій встановлюються в положення, що відповідають величинам корекцій знову встановлених інструментів.
10.6. Установити за допомогою перемикачів необхідний режим роботи.
10.7. Уставити перфострічку з програмою в пристрій, що фотозчитує, при роботі в режимах "автомат" або "покадровый введення".
10.8. Натиснути перемикач ПОЧАТКОВА УСТАНОВКА.
II. ПОРЯДОК РОБОТИ
11.I. Для роботи в режимі "автомат":
а) натисніть перемикач АВТОМАТ, перемикач індикації координат установите в положення РОБОТА;
б) уставте перфострічку з програмою в пристрій, що фотозчитує;
в) натисніть перемикач ПУСК, під час позиціювання по осі Y на нижньому левом табло буде індицірувати_ координата Y, але якщо відпрацьовування почнеться по осі Z, те автоматично буде індицірувати_ координата Z (без відпрацьовування при включеному пристрої буде індицірувати_ та координата, який перемикач був натиснутий: Y або Z).
Пристрій буде працювати до приходу команди "КІНЕЦЬ ПРОГРАМИ".
11.2. Для роботи в режимі "покадровый введення":
а) натисніть перемикачі АВТОМАТ і ПОКАДРОВЫЙ ВВЕДЕННЯ, перемикач індикації координат - у положення РОБОТА;
б) уставте перфострічку з програмою в пристрій, що фотозчитує;
в) натисніть перемикач ВВЕДЕННЯ;
г) натисніть перемикач ПУСК. Відбудеться введення і відпрацьовування одного кадру.
Для відпрацьовування наступного нового кадру повторите операция по подразд; П.2,п. у, м.
Пристрій буде працювати в такому режимі до приходу команди "КІНЕЦЬ ПРОГРАМИ".
11.3. Для роботи в режимі "преднабор":
а) натисніть перемикач ПРЕДНАБОР, перемикач індикації координат установите в положення ЗАВДАННЯ;
б) натисніть спочатку перемикачі ПОЧАТКОВА УСТАНОВКА і ВВЕДЕННЯ, потім X і "-" (при завданні негативної координати), після цього
перемикачами 0,..., 9 наберіть числове значення координати X. Аналогічно виробляється введення інформація координати Y я, при не-
обходимости, у цьому ж кадрі можна ввести інформацію про координати R і Z (для відпрацьовування по осі Z), що вводиться так само, як [для координати X (Y), при цьому необхідно ввести дані про технологічні команди (G, Т, F, S, М, L і D (D -якщо уводимо функцію G82 або (G 92). Числове значення всіх технологічних команд складається з двох розрядів, координат - із шести, а [номера кадру - із трьох. Якщо відпрацьовування по координаті Z у цьому кадрі необов'язкова, то після введення інформація з координат X (Y) [натисніть перемикач LF. Перевірте правильність введення інформації [на табло індикація, натискаючи по черзі перемикача (G, Т, F, S,M,L,J,Y і Z (X висвітлюватис_ постійно); [ в) натисніть перемикач ПУСК;
г) при необхідності продовжити відпрацьовування в режимі "преднабор" зазначені операція повторите (при цьому, якщо в якому-небудь кадрі відпрацьовування по осі Z необов'язкова, необхідно ввести в цьому кадрі функцію (G90).
II.4. Для роботи в режимі "ручне керування": а) натисніть перемикач РУЧНЕ КЕРУВАННЯ я перемикач «ПОЧАТКОВА УСТАНОВКА, а перемикач індикація координат установите в положення РОБОТА;
б) керування верстатом робите за допомогою органів керування верстата з візуальним контролем за положенням робочих органів по табло індикація.
II.5. Для роботи в режимі "пошук кадру":
а) натисніть перемикача АВТОМАТ я ПОЧАТКОВА УСТАНОВКА, потім ПОШУК КАДРУ, N;
б) наберіть за допомогою перемикачів 0,..., 9 число, що відповідає номерові кадру, що потрібно відшукати на програмі [(максимальний номер кадру 999), воно повиннео індицірувати_ на табло індикації технологічних команд ліворуч, натисніть перемикач LF; [ в) натисніть перемикач ВВЕДЕННЯ, почнеться введення програми без зупинки і видачі в електрошкаф верстата інформація про технологічні команди, поки не відбудеться порівняння набраного числа N з [вихідним номером кадру, після чого введення припиняється; [ г) натисніть перемикач ПУСК, почнеться відпрацьовування із шуканого кадру програми в автоматичному режимі (якщо цей кадр містить технологічну і геометричну інформації). II.6. Для роботи в режимі "відновлення":
a) натисніть перемикача АВТОМАТ я ПОЧАТКОВА УСТАНОВКА, потім ВІДНОВЛЕННЯ, N;
б) повторите операції по підрозд. II.5,п.б;
в) натисніть перемикач ВВЕДЕННЯ, почнеться покадровый введення про- грами з зупинкою після зчитування кожного коду ПС, з видачею в
електрошкаф верстата інформації про технологічні команди, поки не відбудеться порівняння набраного числа N із шуканим номером кадру, після чого введення припиняється;
г) натисніть перемикач ПУСК, почнеться відпрацьовування із шуканого кадру програми в автоматичному режимі.
11.7. Для роботи в режимі "керування від ЕОМ":
а) натисніть перемикач ЕОМ;
б) натисніть перемикач ПУСК, керування пристроєм буде здійснюватися від ЕОМ, тобто введення всієї інформації виробляється по лінії зв'язку з ЕОМ (по восьми каналах, що відповідають доріжкам перфострічки) зі швидкістю не більш 300 рядків/с.
11.8. При зчитуванні з перфострічки команди "КІНЕЦЬ ПРОГРАМИ" (М02) пристрій, що фотозчитує, зупиняється, на пульті загоряється лампа ЗУПИНКИ М02 і виробляється автоматичне перемотування перфострічки до початку програми.
Для поновлення роботи пристрою по програмі натисніть перемикачі ПОЧАТКОВА УСТАНОВКА, ВВЕДЕННЯ і ПУСК у режимі "покадровый введення"*або перемикачі ПОЧАТКОВА УСТАНОВКА і ПУСК у режимі "автомат".
11.9. У випадку збою в кадрі при зчитуванні інформації з перфострічки пристрій, що фотозчитує, зупиняється і повертає перфострічку до початку кадру, у якому відбувся збій. Виробляється вторинне зчитування цього кадру; при повторному збої пристрій, що фотозчитує, зупиняється, на пульті сигналізації загоряється лампа НЕСПРАВНІСТЬ. На табло індикації технологічних команд повинн висвітлюватис_ номер несправності 01, 03...06.
Перевірте правильність набраної інформації на перфострічці, після усунення швидкі поверніть перфострічку до початку кадру, на якому відбувся збій і натисніть перемикач ПОЧАТКОВА УСТАНОВКА, потім перемикачі ВВЕДЕННЯ і ПУСК у режимі "покадровый введення" або перемикач ПУСК у режимі "автомат".
11.10. Якщо в кадрі запрограмована команда на зміну інструмента (TO1,..., T06), в електрошкаф верстата видається команда на автоматичну зміну інструмента й одночасно з нею може вироблятися позиціювання по координатах X і Y.
Якщо у верстаті не передбачена автоматична зміна інструмента, програмується команда "ЗМІНА ІНСТРУМЕНТА" (М06), після приходу якої на пульті пристрою загоряється лампа ЗУПИНКИ М06, робота пристрою і верстата припиняється. Після чого робота пристрою і верстата відновиться.
11.11. При необхідності почати програму спочатку:
а) натисніть перемикач ПОЧАТКОВА УСТАНОВКА, потім перемикачі АВТОМАТ (якщо до цього він не був натиснутий) і ПОШУК ПОЧАТКУ ПРОГРАМИ;
б) для подальшої роботи в режимі "автомат" натисніть перемикач ПУСК.
11.12. У процесі роботи іноді виникає необхідність пропустити частину програми до наступного головного кадру або повернути
і відробити знову частина програми з головного кадру. Для цього:
а) натисніть перемикач ПОЧАТКОВА УСТАНОВКА, потім перемикач АВТОМАТ (якщо до цього він не був натиснутий) і, у залежності об* того, де головний кадр, натисніть перемикач ПОШУК ГОЛОВНОГО КАДРУ ВПЕРЕД або ПОШУК ГОЛОВНОГО КАДРУ НАЗАД, після чого почнеться пошук головного кадру в прямому або зворотному напрямку до зчитування коду "головний кадр" і зупинка;
б) для подальшої роботи в режимі "автомат" натисніть перемикач ПУСК.
11.13. Лампа ЗАБОРОНА ВІДПРАЦЬОВУВАННЯ (збій стінка) на пульті сигналізації пристрою загоряється у випадку неготовності верстата.
11.14. По закінченні відпрацьовування кадру (по функціях (G6О и (G61) на якийсь час загоряються лампи ЗОНА (при відпрацьовуванні по координаті Z лампа ЗОНА не горить), а потім КАДР ВІДПРАЦЬОВАНИЙ (у режимі "автомат" не загоряється, у режимах "покадровый введення" і "преднабор" горить до приходу команди ПС).
Якщо лампа ЗОНА не гасне, позиціювання відбулося невірно. У цьому випадку натисніть спочатку перемикач СТІП, а потім перемикач ПУСК (по функціях G61 і G60).
11.15. По закінченні роботи натисніть кнопку ВІДКЛЮЧЕННЯ. Час натискання кнопки ВІДКЛЮЧЕННЯ повинне бути не менш 0,5 с. На пристрої мається також кнопка АВАРІЙНЕ ВІДКЛЮЧЕННЯ,при натисканні якої відключається цілком комплекс верстат-пристрій.
КОНТРОЛЬНІ ПИТАННЯ
1. Основні параметри технічної характеристики верстата.
2. Поясните конструкцію привода головного руху верстата і порядок призначення коду S.
3. Дайте характеристику пристрою привода подач столу і револьверного супорта. Як вибирають код F?
4. Принцип роботи пристрою для зміни інструмента і використання коду Т.
5. Характеристика структури кадру керуючої програми.
| <== предыдущая лекция | | | следующая лекция ==> |
| Лабораторна робота №6 | | | антоціанових барвників |
Не нашли, что искали? Воспользуйтесь поиском: