ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Понятие об испытании и контроле
Испытанием называется экспериментальное определение количественных и (или) качественных характеристик свойств объекта испытаний как результата воздействия на него при его функционировании, а также моделировании объекта и (или) воздействий (ГОСТ 16504-91). Экспериментальное определение характеристик свойств объекта при испытаниях может проводиться путем использования измерений, оценивания и контроля.
Объектом испытаний является продукция или процессы ее производства и функционирования. В зависимости от вида продукции и программы испытаний объектом может быть как единичное изделие, так и их партия. Объектом испытания может также быть макет или модель изделия.
Важнейшими признаками любых испытаний являются:
• принятие на основе их результатов определенных решении по объекту испытаний, например о его годности или забраковке, о возможности предъявления на следующие испытания и т.д.;
• задание требуемых реальных или моделируемых условий испытаний. Под условиями испытаний понимается совокупность воздействующих факторов и (или) режимов функционирования объекта при испытаниях. В нормативно-технических документах на испытания конкретных объектов должны быть определены нормальные условия испытаний.
Существует большое число разновидностей испытаний. Они классифицируются по различным признакам. По назначению испытания делятся на исследовательские, контрольные, сравнительные и определительные. По уровню проведения различают следующие категории испытаний: государственные, межведомственные и ведомственные. По виду этапов разработки испытуемой продукции различают предварительные и приемочные испытания. В зависимости от вида испытаний готовой продукции их подразделяют на квалификационные, приемосдаточные периодические и типовые. Определения этих видов испытаний можно найти в ГОСТ 16504-81 "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения".
Целью испытаний следует считать нахождение истинного значения параметра (характеристики), определенного не при тех реальных условиях, в которых он фактически может находится в ходе испытаний, а в заданных номинальных условиях испытания. Реальные условия испытаний практически всегда отличаются от номинальных, поскольку установить параметры условий испытаний абсолютно точно невозможно. Следовательно, результат испытания всегда имеет погрешность, возникающую не только из-за погрешности определения искомой характеристики, но и из-за неточного установления номинальных условий испытания.
Результатом испытаний называется оценка характеристик свойств объекта, установления соответствия объекта заданным требованиям, данные анализа качества функционирования объекта в процессе испытаний. Результат испытаний характеризуется точностью — свойством испытаний, описывающим близость их результатов к действительным значениям характеристик объекта в определенных условиях испытаний.
Между измерением и испытанием существует большое сходство: во-первых, результаты обеих операций выражаются в виде чисел; во-вторых, погрешности и в том, и другом случае могут быть выражены как разности между результатами измерений (испытаний) и истинными значениями измеряемой величины (или определяемой характеристики при номинальных условиях эксплуатации). Однако с точки зрения метрологии между этими операциями имеется значительная разница: погрешность измерения является только одной из составляющих погрешности испытания. Поэтому можно сказать, что испытание — это более общая операция, чем измерение. Измерение можно считать частным случаем испытания, при котором условия испытаний не представляют интереса.
Пример 2.4. Рассмотрим испытания магнитных свойств магнитомягких материалов, проводимых в соответствии с ГОСТ 12119-80. Их целью является определение характеристик и параметров магнитных материалов, таких как основная кривая намагничивания, кривая удельных магнитных потерь, коэрцитивная сила, остаточная индукция, индукция насыщения и др.
Для того чтобы измерить эти характеристики и параметры, образец необходимо перемагнитить. Значения магнитных величин существенно зависят от режима перемагничивания испытуемого образца, поэтому с целью получения возможности сравнения результатов измерений различных лабораторий стандарт предписывает:
• использовать при испытаниях образцы магнитных материалов стандартизованной формы (кольцевые и полоски для аппарата Эпштейна);
• применять унифицированные первичные преобразователи магнитных свойств (см. пример 11.4 в разд. 11.5);
• проводить измерения при регламентированном законе изменения магнитной индукции в процессе перемагничивания образца. Основное распространение получил синусоидальный закон, который необходимо обеспечивать с погрешностью (по коэффициенту гармоник) не более 2%. Отличие реального закона изменения магнитной индукции от синусоидального в пределах более допустимых значений приводит к погрешностям определения магнитных параметров.
Контроль — это процесс определения соответствия значения параметра изделия установленным требованиям или нормам. Сущность всякого контроля состоит в проведении двух основных этапов. На первом из них получают информацию о фактическом состоянии некоторого объекта, о признаках и показателях его свойств. Эта информация называется первичной. На втором — первичная информация сопоставляется с заранее установленными требованиями, нормами, критериями. При этом выявляется соответствие или несоответствие фактических данных требуемым. Информация о их расхождении называется вторичной. Она используется для выработки соответствующих решений по поводу объекта контроля. В ряде случаев граница между этапами контроля неразличима. При этом первый этап может быть выражен нечетко или практически не наблюдаться. Характерным примером такого рода является контроль размера детали калибром, сводящийся к операции сопоставления фактического и предельно допустимого значений параметра.
Контроль состоит из ряда элементарных действий: измерительного преобразования контролируемой величины; операции воспроизведения уставок контроля; операции сравнения; определения результата контроля.
Измерения и контроль тесно связаны друг с другом, близки по своей информационной сущности и содержат ряд общих операций (например, сравнение, измерительное преобразование). В то же время их процедуры во многом различаются:
• результатом измерения является количественная характеристика, а контроля — качественная;
• измерение осуществляется в широком диапазоне значений измеряемой величины, а контроль — обычно в пределах небольшого числа возможных состояний;
• контрольные приборы, в отличие от измерительных, применяются для проверки состояния изделий, параметры которых заданы и изменяются в узких пределах;
• основной характеристикой качества процедуры измерения является точность, а процедуры контроля — достоверность.
Контроль может быть классифицирован по ряду признаков.
В зависимости от числа контролируемых параметров он подразделяется на однопараметровый, при котором состояние объекта определяется по размеру одного параметра, и многопараметровый, при котором состояние объекта определяется размерами многих параметров.
По форме сравниваемых сигналов контроль подразделяется на аналоговый, при котором сравнению подвергаются аналоговые сигналы, и цифровой, при котором сравниваются цифровые сигналы.
В зависимости от вида воздействия на объект контроль подразделяется на пассивный, при котором воздействие на объект не производится, и активный, при котором воздействие на объект осуществляется посредством специального генератора тестовых сигналов.
В практике большое распространение получил так называемый допусковый контроль [26], суть которого состоит в определении путем измерения или испытания значения контролируемого параметра объекта и сравнение полученного результата с заданными граничными допустимыми значениями. Частным случаем допускового контроля является поверка средств измерений, в процессе которой исследуется попадание погрешностей средства измерений в допускаемые пределы.
По расположению зоны контролируемого состояния различают допусковый контроль состояний:
• ниже допускаемого значения X < Хн;
• выше допускаемого значения X > Хв;
• между верхним и нижним допускаемыми значениями Хн< X < Хв. Результатом контроля является не число, а одно из взаимоисключающих утверждений:
• "контролируемая характеристика (параметр) находится в пределах допускаемых значений", результат контроля — "годен";
• "контролируемая характеристика (параметр) находится за пределами допускаемых значений", результат контроля —"не годен" или "брак".
Для определенности примем, что решение "годен" должно приниматься, если выполняется условие Хн £ X £ Хв, где X, Хв Хн— истинное значение и допускаемые верхнее и нижнее значения контролируемого параметра. На самом же деле с допускаемыми значениями Хв и Хн сравнивается не истинное значение X (поскольку оно неизвестно), а его оценка Х0, полученная в результате измерений. Значение Х0 отличается от X на величину погрешности измерения: Х = Х0 + D. Решение "годен" при проведении контроля принимается в случае выполнения неравенства ХН £ Х0 £ ХВ. Отсюда следует, что при допусковом контроле возможны четыре исхода.
1.Принято решение "годен", когда значение контролируемого параметра находится в допускаемых пределах, т.е. имели место события Хн £ X £ Хв и
ХН £ Х0 £ ХВ. Если известны плотности вероятностей законов распределения f(X) контролируемого параметра X и погрешности его измерения f(D), то при взаимной независимости этих законов и заданных допустимых верхнем и нижнем значениях параметра вероятность события "годен"

2. Принято решение "брак", когда значение контролируемого параметра находится вне пределов допускаемых значений, т.е. имели место события X < Хр или X > Хв и Х0 < Хн или Х0 > Xв. При оговоренных допущениях вероятность события "негоден" или "брак"

3. Принято решение "брак", когда истинное значение контролируемого параметра лежит в пределах допускаемых значений, т.е. Х0 < ХН или Х0 > Хв и Хн £ X £ Хв и забракован исправный объект. В этом случае принято говорить, что имеет место ошибка I рода. Ее вероятность
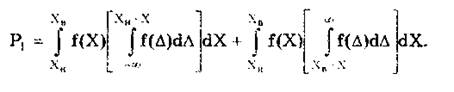
4. Принято решение "годен", когда истинное значение контролируемого параметра лежит вне пределах допускаемых значений, т.е. имели место события X < Хн или Х > Хв и ХН £ Х0 £ ХВ и неисправный объект признан годным. В этом случае говорят, что произошла ошибка II рода, вероятность которой

Очевидно, что ошибки I и II родов имеют разное значение для изготовителей и потребителей (заказчиков) контролируемой продукции [26]. Ошибки I рода ведут к прямым потерям изготовителя, так как ошибочное признание негодным в действительности годного изделия приводит к дополнительным затратам на исследование, доработку и регулировку изделия. Ошибки II рода непосредственно сказываются на потребителе, который получает некачественное изделие. При нормальной организации отношений между потребителем и производителем брак, обнаруженный первым из них, приводит к рекламациям и ущербу для изготовителя.
Рассмотренные вероятности Рг, Рнг, Р1, и Р2, при массовом контроле партии изделий характеризуют средние доли годных, негодных, неправильно забракованных и неправильно пропущенных изделий среди всей контролируемой их совокупности. Очевидно, что Pг + Pнг + P1 + P2 = 1.
Достоверность результатов допускового контроля описывается различными показателями [9, 26, 56], среди которых наибольшее распространение получили вероятности ошибок I (P1) и II (Р2) родов и риски изготовителя и заказчика (потребителя):

Одна из важнейших задач планирования контроля — выбор оптимальной точности измерения контролируемых параметров. При завышении допускаемых погрешностей измерения уменьшается стоимость средств измерений, но увеличиваются вероятности ошибок при контроле, что в конечном итоге приводит к потерям. При занижении допускаемых погрешностей стоимость средств измерений возрастает, вероятность ошибок контроля уменьшается, увеличивает себестоимости выпускаемой продукции. Очевидно, что существует некоторая оптимальная точность, соответствующая минимуму суммы потерь от брака и стоимости контроля.
Приведенные формулы позволяют осуществить целенаправленный поиск таких значений погрешности измерения, которые бы при заданных верхнем и нижнем значениях Контролируемого параметра обеспечили бы допускаемые значения вероятностей ошибок I и II родов (Р!д и Р2д) или соответствующих рисков. Этот поиск производится путем численного или графического интегрирования. Следовательно, для рационального выбора точностных характеристик средств измерений, используемых при проведении контроля, в каждом конкретном случае должны быть заданы допускаемые значения Р1д и Р2д.
Контрольные вопросы
1. Дайте определение физической величины. Приведите примеры величин, принадлежащих к различным группам физических процессов.
2. Что такое экстенсивные и интенсивные физические величины? В чем их сходство и различие? Приведите примеры ФВ каждого вида.
3. Проанализируйте определения счета, оценивания и измерения. Выделите их общие и отличительные признаки.
4. Что такое шкала физической величины? Приведите примеры различных шкал ФВ.
5. Назовите основные операции процедуры измерения. Расскажите, как они реализуются при измерении размера детали штангенциркулем.
6. Приведите примеры измерительных преобразователей, многозначных мер и устройств сравнения, используемых в известных вам средствах измерений.
7. Какие элементы процесса измерений принадлежат к ветви реального, а какие — к ветви отражения реальности? Как они соотносятся друг с другом?
8. По каким признакам классифицируются методы измерений? Какие методы измерений вам известны?
9. Что такое средство измерений? Приведите примеры средств измерений различных ФВ.
10. Что такое условия измерений? Какие они бывают?
11. Что такое результат измерения и чем он характеризуется?
12. Сформулируйте основные этапы измерения применительно к процессу измерения микрометром диаметра детали.
13. Перечислите признаки, по которым могут быть классифицированы измерения. Расскажите о классификации измерений по каждому из названных признаков.
14. Дайте определения прямых, косвенных, совместных и совокупных измерений. Приведите примеры измерений каждого вида.
15. Что такое испытание и чем оно отличается от измерения?
16. Что такое контроль и чем он отличается от измерения? Какие виды контроля существуют?
17. Что такое вероятность ошибок I и II родов? Что они характеризуют?
Не нашли, что искали? Воспользуйтесь поиском: