ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Дуговая наплавка в защитном газе плавящимся электродом
Наплавка в защитных газах характеризуется универсальностью процесса: возможность наплавки во всех пространственных положениях, на объекты сложной геометрической формы без применения каких либо специальных приспособлений в зависимости от условий наплавки.
Наплавка в защитных газах целесообразна в тех случаях, когда невозможна или затруднена наплавка под флюсом.
При наплавке плавящимся электродом в защитных газах (Рисунок 3) сварочная ванна защищена от воздуха. Количество газа, которое необходимо подавать для оттеснения воздуха от сварочной ванны, зависит от ряда факторов: теплофизических свойств защитного газа, параметров наплавки (силы сварочного тока, напряжения на дуге, вылета электрода, скорости наплавки и т. д.) и конструкции газоэлектрической горелки.
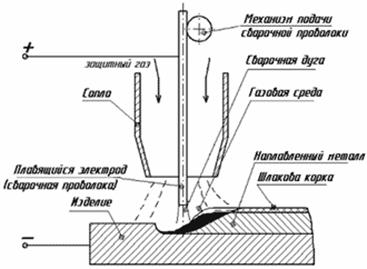
Рисунок 3. Схема наплавки в защитном газе плавящимся электродом
В качестве защитных газов при наплавке (сварке) цветных металлов и сплавов применяют аргон, гелий или смесь инертных газов. При наплавке меди и ее сплавов можно применить азот. Для повышения стабильности горения дуги и отвода кислорода в защитный газ добавляют водород в количестве от 2 до 5 %.
Наплавку в защитных газах проводят обычно на постоянном токе обратной полярности. Это обеспечивает лучшую устойчивость горения дуги, мелкокапельный перенос металла, меньшее разбрызгивание.
При наплавке в защитных газах необходим мелкокапельный перенос электродного материала, при котором повышается стабильность горения дуги, уменьшается разбрызгивание, улучшается формирование шва. На характер электродного материала оказывает влияние совокупность следующих факторов: воздействие на металл электрических и магнитных сил, сил тяжести, поверхностного натяжения металла, давления выделяющихся из металла паров и газов. Степень влияния каждого из перечисленных факторов зависит от рода и полярности тока, режимов наплавки, материала электрода, состава дуговой атмосферы и т. д.
Увеличение производительности наплавки ограничивается диапазоном сварочного тока; увеличение тока приводит к повышению разбрызгивания наплавляемого металла, ухудшается формирование наплавляемого валика, в целом процесс наплавки начинает проистекать нестабильно.
Данная методика оптимальна для восстановления и придания особых свойств поверхностям деталей сложных конфигураций, отверстиям с большой глубиной. Она выполняется в разных положениях (пространственных) обрабатываемых изделий, позволяет автоматизировать и механизировать наплавку, используя серийные аппараты для сварки, а главное состоит в том, что специалист четко видит весь процесс и может внести в него необходимые корректировки.
Не нашли, что искали? Воспользуйтесь поиском: