ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Расчет производственного и технологического цикла
Методические указания к выполнению практической работы
на тему «Расчет длительности производственного и технологического цикла»
Цель практической работы: изучить сущность производственного цикла, научиться выполнять расчет длительности производственного цикла, выявить основные пути сокращения длительности производственного цикла.
Введение
Производственный процесс представляет собой совокупность отдельных процессов труда, направленных на превращение сырья и материалов в готовую продукцию. Содержание процесса производства оказывает определяющее воздействие на построение предприятия и его производственных подразделений. Грамотная организация производственного процесса является основой деятельности любого предприятия.
Основные факторы производственного процесса, определяющие характер производства, – это средства труда (машины, оборудование, здания, сооружения и т.д.), предметы труда (сырье, материалы, полуфабрикаты) и труд как целесообразная деятельность людей. Непосредственное взаимодействие этих трех основных факторов и образует содержание производственного процесса.
Производственный цикл - один из важнейших технико- экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия. На его основе, например, устанавливаются сроки запуска изделия в производство с учетом сроков его выпуска, рассчитываются мощности производственных подразделений, определяется объем незавершенного производства и осуществляются другие планово-производственные расчеты.
Производственный процесс протекает во времени и пространстве, поэтому производственный цикл можно измерить длиной пути движения изделия и его комплектующих элементов, а так же временем, в течение которого изделие проходит весь путь обработки.
Основные понятия о производственном и технологическом цикле
Производственный цикл - календарный период времени с момента запуска сырья и материалов в производство до момента выхода готовой продукции, приемки ее службой технического контроля и сдачи на склад готовой продукции, который измеряется в днях, часах.
Различают простой и сложный производственные циклы.
Простой производственный цикл – это цикл изготовления детали. Сложный производственный цикл – цикл изготовления изделия.
Структура производственного цикла включает время выполнения основных и вспомогательных операций, естественных процессов и перерывов в изготовлении изделий (рис. 1).
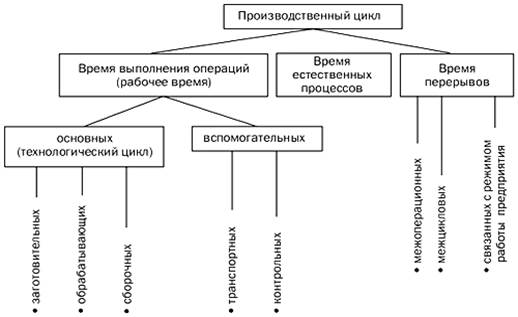
Рисунок 1 – Структура производственного цикла
Производственный цикл имеет две стадии:
1) время протекания процесса производства;
2) время перерывов в процессе производства.
Время протекания процесса производства, которое называется технологическим циклом, или рабочим периодом, включает:
- время на подготовительно-заключительные операции;
- время на технологические операции;
- время на протекание естественных процессов;
- время на транспортировку в процессе производства;
- время на технический контроль.
Время перерывов в процессе производства - время, в течение которого не осуществляется никакого воздействия на предмет труда и не происходит изменения его качественной характеристики, но продукция еще не является готовой и процесс производства не закончен.
Время перерывов в процессе производства включает:
- время межоперационного пролеживания;
- время междусменного пролеживания.
Подготовительно-заключительное время затрачивается рабочим (или бригадой) на подготовку себя и своего рабочего места к выполнению производственного задания, а также на все действия по его завершению. Оно включает время на получение наряда, материала, специальных инструментов и приспособлений, наладку оборудования и др.
Время технологических операций - это время, в течение которого осуществляется непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением.
Время естественных технологических процессов - это время, в течение которого предмет труда изменяет свои характеристики без непосредственного воздействия человека и техники (сушка на воздухе окрашенного изделия, остывание нагретого изделия и др.).
Время на технический контроль и время на транспортировку в процессе производства составляют время технического обслуживания, которое включает:
- контроль качества обработки изделия;
- контроль режимов работы машин и оборудования;
- перевозку заготовок, материалов, приемку и уборку обработанной продукции.
Различают регламентированные и нерегламентированные перерывы. Регламентированные перерывы делятся на межоперационные и междусменные.
Межоперационные (внутрисменные) перерывы делятся на:
- перерывы партионности (имеют место при обработке деталей партиями: каждая деталь, поступая к рабочему месту в составе партии, пролеживает дважды - до начала и по окончании обработки, пока вся партия не пройдет через данную операцию);
- перерывы ожидания (обусловлены несогласованностью (несинхронностью) длительности смежных операций технологического процесса и возникают, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции);
- перерывы комплектования (возникают в, тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в один комплект).
Междусменные перерывы определяются режимом работы (количеством и длительностью смен) и включают перерывы между рабочими сменами, выходные и праздничные дни, обеденные перерывы.
Нерегламентированные перерывы включают:
1) перерывы из-за нарушения производственного процесса – это время перерывов по организационно-техническим причинам (неисправность оборудования и устранение неисправности; отсутствие заготовок, деталей, материалов на рабочем месте; отсутствие электроэнергии, пара, газа, воды; отсутствие инструмента, оснастки; ожидание крана, электрокара);
2) перерывы, зависящие от исполнителя, которые в свою очередь делятся на два вида:
- перерывы, вызванные нарушением трудовой дисциплины (опоздание на работу, самовольные отлучки с рабочего места, преждевременный уход с работы и т.п.);
- перерывы по уважительным причинам (отлучка исполнителя с разрешения администрации, внезапное заболевание, травма, посещение медпункта, обучение ученика и т.п.).
Расчет производственного и технологического цикла
Расчет длительности производственного цикла производится по формуле:
 , (1)
, (1)
где Тп.ц., Ттехн. - соответственно длительность производственного и технологического циклов;
Тест.пр. - время естественных процессов;
Тпер. - продолжительность перерывов.
При расчете длительности производственного цикла Тп.ц. учитываются лишь те затраты времени, которые не перекрываются временем технологических операций (например, затраты времени на контроль, транспортирование изделий). Перерывы, вызванные организационно-техническими неполадками (несвоевременное обеспечение рабочего места материалом, инструментами, нарушение трудовой дисциплины и т.п.), при расчете плановой длительности производственного цикла не учитываются.
Основной составляющей производственного цикла является продолжительность технологических операций, которая составляет технологический цикл. Длительность технологического цикла в большой степени зависит от способа передачи деталей с операции на операцию. Существуют три вида движения деталей в процессе их изготовления: последовательный; параллельно- последовательный; параллельный.
1. При последовательном виде движения предметов труда детали на каждой операции обрабатываются целой партией. Передача деталей на последующую операцию производится после окончания обработки всех деталей данной партии.
При последовательном виде движения технологический цикл Тпосл. обработки партии деталей n на операциях m равен:
 , (2)
, (2)
где n - количество деталей в партии, шт.;
i - число операций (i = 1…m);
ti - штучное время обработки одной детали на i-ой операции, мин;
РМi - число параллельных рабочих мест на i-ой операции.
При последовательном виде движения предметов труда партия деталей задерживается на каждой операции до полной обработки всех деталей из партии (т.е. наблюдаются перерывы партионности). Это приводит к увеличению незавершенного производства, удлинению технологической части производственного цикла. Данный вид применяется в единичном и мелкосерийном производстве.
Длительность технологического цикла обработки партии деталей на i-ой операции равна:
 , (3)
, (3)
Длительность технологического цикла при последовательном виде движения предметов труда складывается из времени выполнения партии деталей на каждой операции, т.е. из операционных циклов:
 , (4)
, (4)
Для сокращения длительности технологического цикла применяются другие виды движения предметов труда.
| № опе- рации | tшт., мин. | РМ | Время, мин. | ||||||||||||
| 0 20 40 60 80 100 120 140 160 | |||||||||||||||
| n = 20 шт. | |||||||||||||||
 40 40
| |||||||||||||||
  60 60
| |||||||||||||||
  20 20
| |||||||||||||||
 40 40
|
Рисунок 2 - Технологический цикл при последовательном движении партии деталей

Достоинства этого метода: отсутствие перерывов в работе оборудования и рабочего на каждой операции; возможность их высокой загрузки в течение смены; простота организации.
Недостатки этого метода: детали пролеживают длительное время из-за перерывов партионности, следствием чего является создание большого объема незавершенного производства; из-за отсутствия параллельности в обработке деталей продолжительность технологического цикла наибольшая.
Последовательный вид движения применяется, как правило, в единичном и мелкосерийном производствах.
2. Параллельно-последовательный вид движения - это такой порядок передачи предметов труда, при котором выполнение последующей операции начинается до окончания обработки всей партии на предыдущей операции, т.е. имеется параллельность выполнения операций. При этом обработка деталей всей партии на каждой операции производится непрерывно.
Возможны 2 варианта параллельно-последовательного вида движения:
а) Длительность операционного цикла на предшествующей операции меньше, чем на последующей. В этом случае начало обработки на последующей операции возможно сразу после окончания обработки первой штуки или передаточной партии на предыдущей операции. На последующую операцию детали передаются поштучно по мере их готовности, при этом они (кроме первой) будут пролеживать в ожидании освобождения рабочего места на последующей операции.
б) Продолжительность операционного цикла на предшествующей операции больше, чем на последующей. В этом случае начало обработки на последующей операции определяется из условия, что последняя штука или передаточная партия, будучи закончена обработкой на предыдущей операции, немедленно начинает обрабатываться на последующей. Для обеспечения непрерывной работы на последующей (короткой) операции на предшествующих создается задел готовых деталей. При передаче деталей на последующую операцию ориентируются на последнюю деталь. Ко времени начала работы над ней на последующей операции надо закончить обработку всех остальных деталей в партии.
При больших партиях передача деталей осуществляется не поштучно, а транспортной (или передаточной) партией р.
Общая продолжительность технологического цикла при параллельно-последовательном движении Тп-п сокращается по сравнению с последовательным движением на сумму тех отрезков времени τ, в течение которых смежные операции выполняются параллельно, т.е.:
 , (5)
, (5)
В практических расчетах эта экономия может быть рассчитана по наиболее короткой операции из двух смежных:
 , (6)
, (6)
Таким образом, получаем:
 , (7)
, (7)
Если передача предметов труда осуществляется поштучно, то вместо р подставляется 1.
| № опе- рации | tшт., мин. | РМ | Время, мин. | ||||||||||||||||
| 0 10 20 30 40 50 60 70 80 90 100 | |||||||||||||||||||
| n = 20 шт., p = 5 шт. | |||||||||||||||||||
 10 10 10 10 10 10 10 10
| |||||||||||||||||||
      15 15 15 15 15 15 15 15
| |||||||||||||||||||
       5 5 5 5 5 5 5 5
| |||||||||||||||||||
    10 10 10 10 10 10 10 10
|
Рисунок 3 - Технологический цикл при параллельно- последовательном движении партии деталей

Этот метод применяется при значительном выпуске одноименной продукции на участках с неравномерной мощностью оборудования на предприятиях серийного и крупносерийного выпуска продукции при больших партиях деталей и значительной трудоемкости операций. Его применение требует постоянного поддержания между операциями минимальных запасов предметов труда, тщательных предварительных расчетов, четкого планирования и регулирования производства.
Достоинства этого метода: отсутствие простоев в работе оборудования и рабочих; значительное сокращение продолжительности технологического цикла по сравнению с последовательным видом движения.
Данный вид движения широко используется в среднесерийном и крупносерийном производствах при обработке деталей большой трудоемкости.
3. Параллельный вид движения - это такой порядок передачи предметов труда, при котором каждая деталь (или транспортная партия) передается на последующую операцию немедленно после окончания обработки на предыдущей операции.
При параллельном виде движения предметов труда достигается ещё большее сокращение технологического цикла.
Таким образом, обработка деталей партии осуществляется одновременно на многих операциях. Здесь нет пролеживания деталей из-за перерывов партионности, что приводит к сокращению длительности технологической части производственного цикла и уменьшению незавершенного производства.
При построении графика параллельного вида движения сначала отмечается технологический цикл для первой детали или транспортной партии р. Затем на операции с самым продолжительным операционным циклом (tгл. - главная операция) строится цикл проведения работ по всей партии n без перерывов. Для всех деталей (транспортных партий), кроме первой, достраиваются операционные циклы на всех других операциях.
Общая длительность технологической части производственного цикла Тпар. определяется по формуле:
 , (8)
, (8)
где  - время наиболее продолжительной операции (главной).
- время наиболее продолжительной операции (главной).
При поштучной передаче р = 1.
| № опе- рации | tшт., мин. | РМ | Время, мин. | |||||||||||||
| 0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 | ||||||||||||||||
| n = 20 шт., p = 5 шт. | ||||||||||||||||
        10 10 10 10 10 10 10 10
| ||||||||||||||||
     15 15 15 15 15 15 15 15
| ||||||||||||||||
   5 5 5 5 5 5 5 5
| ||||||||||||||||
   10 10 10 10 10 10 10 10
|
Рисунок 4 - Технологический цикл при параллельном движении партии деталей

Достоинства этого метода: обеспечивает наименьшую продолжительность технологического цикла, а также равномерную загрузку рабочих и оборудования.
Недостатки этого метода: если процесс не синхронизированный (операционные циклы не равны), то на всех операциях, кроме операции с максимальным операционным циклом, наблюдаются перерывы в работе оборудования.
Данный вид движения применяется в массовом производстве.
Из данного анализа можно сделать следующие выводы:
1. Уровень параллельности, непрерывности и величина технологического цикла существенно зависят от вида движения предметов труда в производственном процессе;
2. Увеличение размера партии особенно целесообразно при параллельном виде движения предметов труда, так как при этом технологический цикл увеличивается медленнее, чем размер партии;
3. При параллельном виде движения деталей на главной операции целесообразно использовать дополнительное оборудование, что приведет к значительному сокращению длительности цикла.
4. В условиях наличия несинхронизированных операций не обеспечивается минимальная длительность технологического цикла;
5. Параллельно-последовательное сочетание довольно часто распространено на практике, так как, во-первых, позволяет использовать оборудование без простоев, и, во-вторых, после обработки партии деталей одного наименования допускается возможность его переналадки на обработку других деталей;
6. Последовательный вид движения наиболее эффективно применяется в единичном типе организации производства, так как небольшие размеры партий сокращают перерывы партионности. Параллельный вид эффективно применяется в массовом непрерывно-поточном производстве. Для крупносерийного и серийного производства характерен последовательно- параллельный вид движения деталей.
Все виды движения предметов труда не учитывают длительности различного рода перерывов, возникающих на производстве.
Плохая организация рабочих мест, несвоевременная подача материалов и инструментов, плохое качество технической документации или задержка в ее подготовке, недостатки ремонта - все это может привести к вынужденным перерывам, а, следовательно, к увеличению продолжительности производственного цикла. Режимные перерывы регламентированы режимом работы предприятия (перерывы на обед, между сменами, нерабочие смены, нерабочие дни). Эти перерывы будут наименьшими при непрерывной рабочей неделе.
Не нашли, что искали? Воспользуйтесь поиском: