ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
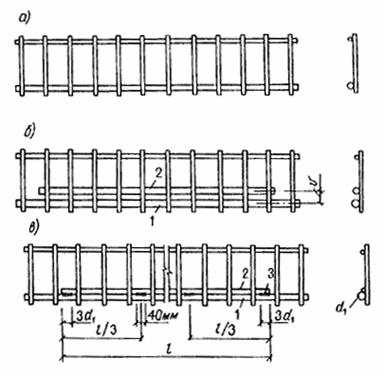
Черт. 93. Дуговая ванная сварка выпусков арматуры.
а — стыковое соединение стержней; б — горизонтальный стык; в ¾ вертикальный стык
5.17. Для соединения между собой стержневой арматуры диаметром 10 ¾ 18 мм при монтаже, а также для соединения стержневой арматуры с сортовым прокатом (закладными деталями) или с анкерными и закрепляющими устройствами должна применяться ручная дуговая сварка протяженными швами (см. поз. 15 и 16 табл. 38 и поз. 1 табл. 53). При пониженных требованиях к прочности соединения (не более 50 % прочности стыкуемого стержня) допускается сварка стержней диаметром 8 мм. Сварка стержней протяженными швами при диаметрах 20 мм и более допускается при специальном обосновании.
5.18. При отсутствии оборудования для контактной сварки допускается применять дуговую сварку в следующих случаях:
а) для соединения по длине заготовок арматуры диаметром 10 мм и более (см. поз. 15 и 16 табл. 38);
б) при выполнении крестообразных соединений арматурных сеток с ненормированной прочностью (см. п. 5.19 и поз. 3 табл. 38).
Таблица 38
| Способ сварки | Обозначение соединения по ГОСТ 14098-85 | Положение | Класс (марка) | Диаметр стержней, | ||||||
| Номер позиции табл. 1 СН 393-78 | стержней при сварке | арматурной стали | мм | |||||||
| Крестообразные соединения | ||||||||||
| 1. Контактная точечная двух стержней | К1 1А | Горизонтальное (возможно вертикальное в кондукторах) | А- I А- II А- III А т- III С Вр- I В- I | 6 ¾ 40 10 ¾ 40 6 ¾ 40 10 ¾ 28 3 ¾ 5 3 ¾ 5 | ||||||
| 2. То же, трех стержней | К2 1Б | Тоже | А- I А- II А- III А т- III С Вр- I В- I | 6 ¾ 40 10 ¾ 40 6 ¾ 40 10 ¾ 28 3 ¾ 5 3 ¾ 5 | ||||||
| 3. Ручная дуговая точечными прихватками | К3 | Горизонтальное и вертикальное | А- I А- II (Ст5сп2) А- II (Ст5пс2) Ас- II А- III (25 Г2 C) Ат- IIIC | 10 ¾ 40 10 ¾ 28 1 0 ¾ 18 10 ¾ 32 10 ¾ 28 10 ¾ 28 | ||||||
| 4. То же, с принудительным формированием шва | - | Вертикальное | А- I; А- II; А- III А т - IIIC | 14 ¾ 40 14 ¾ 18 | ||||||
| Стыковые соединения | ||||||||||
| 5 Контактная стыковая | C 1; C2 4A | Горизонтальное | А- I А-П А- III А т - IIIC | 10 ¾ 40 10 ¾ 40 10 ¾ 40 10 ¾ 28 | ||||||
| 6. Контактная стыковая с последующей механической обработкой | С3; С4 4Б | Горизонтальное | А- II А- III Ат- IIIC | 10 ¾ 40 10 ¾ 40 10 ¾ 22 | ||||||
| В инвентарных формах | ||||||||||
| 7. Ванная механизированная под флюсом | С5; С8-С11 5А; 6А | Горизонтальное и вертикальное | А- I; А- II; А- III | 2 0 ¾ 40 | ||||||
| 8. Дуговая механизированная порошковой проволокой | С6; С9; С12 5Б; бБ | |||||||||
| 9. Ванная одноэлектродная | С7; С10; С13 5В; 6В | |||||||||
| На стальной скобе-накладке | ||||||||||
| 10. Дуговая механизированная порошковой проволокой | С14; С17 | Горизонтальное и вертикальное | А- I А-П А- III А т - IIIC | 20 ¾ 40 20 ¾ 40 20 ¾ 40 20 ¾ 28 | ||||||
| 11. Ванно-шовная | С15 9Г | Горизонтальное | ||||||||
| 12. Дуговая механизированная открытой дугой голой легированной проволокой | С16; С18 9В; 10В | Горизонтальное и вертикальное | ||||||||
| 13. Ручная дуговая многослойными швами | С19 10Б | Вертикальное | ||||||||
| 14. То же, без дополнительных технологических элементов | С20 | Вертикальное | А- I А-П А- III | 20 ¾ 40 | ||||||
| 15. Ручная дуговая протяженными швами с накладками из стержней | - | Горизонтальное и вертикальное | А- I А-П А- III А т - IIIC | 10 ¾ 40 10 ¾ 40 10 ¾ 40 10 ¾ 22 | ||||||
| Нахлесточные соединения | ||||||||||
| 16. Ручная дуговая протяженными швами двух стержней | - | Горизонтальное и вертикальное | А- I А-П А- III А т - IIIC | 10 ¾ 40 10 ¾ 25 10 ¾ 25 10 ¾ 18 | ||||||
Продолжение табл. 38
| Способ сварки | Схема конструкции соединения | Дополнительные указания | ||
| Крестообразные соединения | ||||
| 1. Контактная точечная двух стержней | 
| d'/d = 0,25 ‑ 1,00 | ||
| 2. То же, трех стержней | 
| d ¢ /d = 0,50 ‑ 2,00 | ||
| 3. Ручная дуговая точечными прихватками | 
| В условиях отрицательных температур допускается применять сварные соединения только из арматурной стали классов А- I и а c - II. Сварка применяется для соединений с ненорми рованной прочностью (см. п. 5.19) | ||
| 4. То же, с принудительным формированием шва | 
| Сварка допускается для соединения стержней в основном для монолитного железобетона Сварка выполняется в инвентарных формах | ||
| Стыковые соединения | ||||
| 5 Контактная стыковая | 
| Допускается при применении специального устройства, обеспечивающего предварительный нагрев стержня большего диаметра | ||
| 6. Контактная стыковая с последующей механической обработкой | 
| Рекомендуется для конструкций, работающих на многократно повторяющиеся нагрузки | ||
| В инвентарных формах | ||||
| 7. Ванная механизированная под флюсом | 
| Для труднодоступных сверху соединений горизонтальных стержней, требующих наклонного ввода электрода (см. п. 5.16 б), | ||
| 8. Дуговая механизированная порошковой проволокой | Допускается сварка горизонтальных спаренных стержней из арматуры класса А- III, диаметром 32 ¾ 40 мм при d ¢ / d = 0,8 ‑ 1,0 | |||
| 9. Ванная одноэлектродная | ||||
| На стальной скобе-накладке | ||||
| 10. Дуговая механизированная порошковой проволокой | 
| d ¢ /d = 0,5 ‑ 1,0. При сварке арматуры класса Ат- IIIC d ¢ /d = 0,8 ‑ 1,0 | ||
| 11. Ванно-шовная | 
| |||
| 12. Дуговая механизированная открытой дугой голой легированной проволокой | ||||
| 13. Ручная дуговая многослойными швами | ||||
| 14. То же, без дополнительных технологических элементов | 
| d ¢ /d = 0,5 ‑ 1,0 | ||
| 15. Ручная дуговая протяженными швами с накладками из стержней | 
| Длина накладок l для арматуры классов: А- I ¾ 6 d; А- II, А- III и Ат - IIIC ¾ 8 d. Для арматуры классов А- I, А- II и А- III допускаются двусторонние швы с длиной накладок l = 4 d | ||
| Нахлесточные соединения | ||||
| 16. Ручная дуговая протяженными швами двух стержней | 
| Длина нахлесток l для арматуры классов: А- I ¾ 6 d; А- II, А- III и Ат - IIIC ¾ 8 d. Для арматуры классов А- I, А- II марки 10ГТ допускаются двусторонние швы с длиной нахлестки l = 4 d | ||
Примечание. Указания по сварке высокопрочной стержневой арматуры классов A-IV, Ат- IVC, A-V и A-VI приведены в СНиП 2.03.01-84 (см. обязательное приложение 3) и ГОСТ 14098-85.
в) при выполнении сварных соединений с нормированной прочностью в сетках и каркасах с обязательными дополнительными конструктивными элементами в местах соединения стержней (косынок, прокладок, крюков и т. п.) или с принудительным формированием шва (см. поз. 4 табл. 38).
5.19. Крестообразные сварные соединения с ненормированной прочностью допускаются в следующих случаях:
а) в сетках с рабочей арматурой периодического профиля, предназначенных для армирования плит, стенок и т. п.;
б) в местах соединения продольных или поперечных стержней плоских сеток со стержнями, объединяющими их в пространственный каркас, если элемент не работает на кручение и продольные стержни не учитываются в расчете как сжатые;
в) в местах соединения продольной арматуры пространственных каркасов с поперечной арматурой в виде непрерывной спирали.
Во всех других случаях, в том числе при приваривании анкерующих стержней сеток (см. пп. 3.44, 5.45 и 5.46), сварные соединения должны обладать нормированной прочностью.
Крестообразные соединения с ненормированной прочностью могут выполняться дуговой сваркой точечными прихватками (см. поз. 3 табл. 38), а также контактной точечной сваркой (см. поз. 1 и 2 табл. 38) при пониженных требованиях к прочности соединения, регламентированной ГОСТ 10922—75, при пониженных требованиях к минимальной относительной осадке h/d' (см. эскиз поз. 1 табл. 38), регламентированной ГОСТ 14098-85, но не менее указанной в табл. 8 СН 393-78.
5.20. Допускается стыкование стержней сваркой в любом сечении по длине изделия. Стыки (швы), выполняемые дуговой сваркой, следует располагать таким образом, чтобы они не препятствовали бетонированию, т. е. устраивать их в местах, менее насыщенных арматурой, избегать устройства нескольких стыков в одном сечении и т. п.
Плоские сварные сетки 1
1 Здесь и далее по тексту термин «плоские сварные сетки» включает в себя любые плоские сварные арматурные изделия (сетки, каркасы).
5.21. При проектировании плоских сеток следует учитывать требования унификации габаритов, шагов и диаметров продольной и поперечной арматуры. Сетки должны быть удобны для транспортирования, складирования и укладки в форму. В первую очередь рекомендуется предусматривать использование товарных сеток и сеток централизованного изготовления размерами по действующим стандартам или нормалям.
Арматурные сетки, не отвечающие этим параметрам, следует проектировать с учетом их изготовления с помощью контактной точечной сварки на многоэлектродных машинах.
5.22. Параметры широких сварных сеток, изготовляемых на серийно выпускаемых многоэлектродных машинах, приводятся в табл. 39, узких сеток — в табл. 40.
В целях сокращения числа переналадок многоэлектродных машин рекомендуется при проектировании унифицировать шаги арматуры, главным образом продольной, для железобетонных изделий данной серии или каталога.
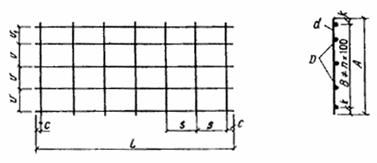
Таблица 39
| Параметры широких | Данные для сеток | ||
| сварных сеток, изготовляемых на многоэлектродных машинах | легких | тяжелых | Дополнительные указания |
| Диаметры стержней, мм: | Рекомендуется в сетке один диаметр. Допускаются отличающиеся не более чем | ||
| продольных D | От 3 до 12 | От 14 до 32 | в 2 раза. Каждая пара стержней, считая от |
| поперечных d | От 3 до 10 | От 6 до 14 | края, должна быть одинакового диаметра Должны применяться стержни одного диаметра |
| Шаги стержней, мм: | Для легких сеток допускается | ||
| продольных v | 100; 200; | чередование шагов. Возможно применение шагов, превышающих указанные, но кратных 100 мм. При ширине сетки, некратной 100 мм, остаток следует размещать с одной стороны (см. эскиз к таблице, тип II). | |
| поперечных s: постоянный шаг | Любой от 100 до 300 | 100; 200; 300; 600 | Тип III может применяться по согласованию с заводом-изготовителем. Сетка-лента1 изготовляется при диаметрах продольных стержней D £ 8 мм |
| два разных шага для сетки-ленты: | Минимальная разность между величиной большего и меньшего шагов в одной | ||
| а) больший | Любой от 140 до 300 | ¾ | сетке 80 мм; меньший шаг (менее 100 мм) назначается в качестве доборного, а |
| б) меньший | Любой от 60 до 220 | ¾ | также в местах разрезки сетки-ленты |
| Минимальная длина концов стержней (расстояние от торца стержня до оси крайнего пересекаемого стержня), мм: | |||
| поперечных k | 25, но не менее D | Для сеток, изготовляемых с продольной разрезкой ленты, k ³ 50 мм | |
| продольных с | Для сетки-ленты с от 30 до 150 мм | ||
| Максимальная длина сетки L, м | 9, но не более длины нестыкованных стержней | Все продольные стержни следует принимать одинаковой длины в пределах одной сетки. По согласованию с заводом-изготовителем допускается увеличивать L до 12 м | |
| Ширина сетки, мм: | |||
| А | От 800 до 3800 | От 1050 до 3050 | Все поперечные стержни следует принимать одинаковой длины в пределах |
| В (в осях крайних продольных стержней) | От 1160 до 3750 | От 1000 до 3000 | одной сетки |
| Наибольшее число продольных стержней | Число стержней рекомендуется принимать четным |
1 Изготовляется в виде непрерывного полотна с последующей разрезкой.
Тип I
Тип II
Тип III
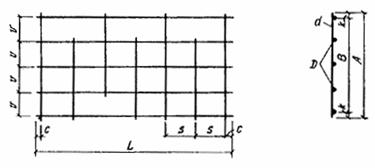
Таблица 40
| Параметры узких сварных сеток, изготовляемых | Данные для сеток | |||
| на многоэлект | легких | тяжелых типа | Дополнительные указания | |
| родных машинах | I | II | ||
| Диаметры стержней, мм: | В одной сетке допускаются продольные стержни разных диаметров. | |||
| продольных D | От 3 до 8 | От 10 до 25 | От 12 до 40 | Рекомендуется не более двух, отличающихся не более чем в 2 раза |
| поперечных d | От 3 до 8 | От 4 до 12 | O т 6 до 14 | В сетке должны применяться поперечные стержни одного диаметра |
| Шаги стержней, мм: | ||||
| продольных v | От 50 до 390 | От 75 до 725 | O т 100 до 1400 | Для тяжелых сеток типа I допускается один шаг у края сетки не менее 50 мм |
| поперечных s | От 100 до 500 | От 100 до 400 | До 600 (кратно 50) | Для тяжелых сеток типа II: при d £ 8 мм s ³ 100; „ d =1 0 „ s ³ 150; „ d ³ 12, s ³ 200; s ‑ s' ³ 50 |
| Наибольшее чис ло различных шагов между поперечными стержнями | — | |||
| Минимальная длина концов стержней (рас стояние от торца стержня до оси крайнего пересе каемого стерж ня), мм: | ||||
| поперечных k | 25, но не менее D | ¾ | ||
| продольных с | Для легких сеток-лент расстояние от торца продольного до оси поперечного стержня рекомендуется принимать равным половине шага поперечных стержней | |||
| Максимальная длина сетки L,м | 7,2 | ¾ | ||
| Ширина сетки, мм: | ||||
| А | От 80 до 420 | От 90 до 775 | От 140 до 1450 | ¾ |
| В (в осях между крайними продольными стержнями) | От 50 до 390 | O т 50 до 725 | O т 100 до 1400 | |
| Число продольных стержней | От 2 до 4 | От 2 до 6 | От 2 до 8 | ¾ |
Примечание. Параметры, указанные для тяжелых сеток типа I, могут быть приняты также для сеток из стержней диаметром от 3 до 8 мм включ.
Tип I
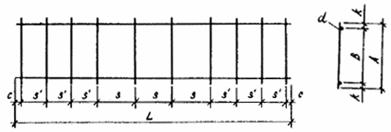
Tип II
Допускается принимать отличающиеся от указанных в табл. 39 и 40 шаги стержней при разработке чертежей железобетонных изделий для конкретного завода-изготовителя применительно к параметрам установленного оборудования и при условии унификации этих шагов на заводе.
Сварные сетки, изготовляемые на многоэлектродных машинах, должны иметь прямоугольный контур с прямоугольными ячейками. На концах стержней не должно быть отгибов, крюков или петель. Их устройство допускается лишь по согласованию с заводом-изготовителем.
5.23. Сварные сетки, конструктивные параметры которых не позволяют изготовлять их на многоэлектродных машинах, следует проектировать, ориентируясь на технологические возможности одноточечных сварочных машин (табл. 41).
5.24. Товарные сварные сетки, а также сетки и каркасы, изготовленные на многоэлектродных и одноточечных машинах, могут быть использованы как законченные арматурные изделия или как полуфабрикат, подвергаемый доработке (разрезка сетки, вырезка отверстий, сгибание, сетки для получения пространственного каркаса и в виде исключения ¾ приваривание дополнительных стержней).
Приваривание дополнительных стержней может производиться контактной сваркой (черт. 94, а, б) с учетом указаний табл. 41, а также электродуговой сваркой продольными швами (черт. 94, в) с учетом требований п. 5.18.
Сгибание сетки производится в соответствии с указаниями п. 5.27.
Таблица 41
| Параметры арматурных сеток, изготовляемых на одноточечных сварочных машинах | Значения параметров |
| Максимальный диаметр меньшего из свариваемых стержней, мм | При стержнях обоих направлений классов Вр- I, А- II, А- III, Ат- III С ¾ 25; при стержнях хотя бы одного направления классов В- I, А- II ¾ 40. См. также табл. 38 (поз. 1 и 2) |
| Максимальная ширина свариваемых сеток, мм: рекомендуемая допускаемая | 1000 + v 1 (см. эскиз к таблице) |
| Минимальные расстояния, мм, между осями стержней одного направления при диаметрах стержней, мм: | |
| до 10 | |
| от 12 до 18 | |
| „ 20 „ 25 | |
| 28 и 32 | |
| 36 и 40 | |
| Минимальная длина концов стержней k до оси крайнего пересекаемого стержня, мм | 20, но не менее диаметра выступающего стержня |
| Минимальный угол между пересекающимися свариваемыми стержнями, град |
Не нашли, что искали? Воспользуйтесь поиском: