ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Обозначение покрытий и обработок поверхностей
Термической обработкой металлов называют тепловую обработку, в результате которой изменяется кристаллическая решетка структуры материала и, соответственно, его свойства. Основными видами термической обработки являются закалка, отжиг и отпуск. Процесс термической обработки можно разделить на три этапа:
нагревание до требуемой температуры;
выдержка при этой температуре;
охлаждение с заданной скоростью.
Приведем пример эффективности данной операции. Так у стали марки 30ХГСА после термической обработки предел прочности повышается в 3 раза.
Химико-техническая обработка имеет своей целью, в основном, изменение структуры поверхностного слоя материала. В результате применения такой обработки поверхности детали повышается ее твердость, износоустойчивость и антикоррозийность [2,3]. Наиболее распространенными видами химико-термической обработки являются: цементация, азотирование и цианирование.
Наряду с обработкой поверхностного слоя применяют металлические и неметаллические покрытия. Цель нанесения покрытия – повышение износостойкости и восстановление изношенных деталей, улучшение внешнего вида.
Правила нанесения на чертежах изделий обозначений покрытий и показателей свойств материала, получаемых в результате термической обработки, устанавливает ГОСТ 2.310-68.
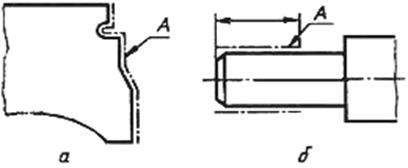
Рис. 3.5.1. Обозначение покрытий поверхностей
На чертежах указывают показатели свойств материала после его термической обработки, а именно: твердость (HRC, HRB, HRA, HB, HV), предел прочности σ в, предел упругости σ y, ударная вязкость a к и т.п.
Глубину обработки обозначают буквой h, величину глубины обработки и твердость материала указывают на чертеже предельными значениями «от … до …», например, h 0,7…0,9; HRC 40…46. Обозначение покрытия наносится посредством построения штрихпунктирной утолщённой линии – эквидистанты (рис.3.5.1, а), удаленной от контура детали на расстояние 0.8…1 мм. Проставляют размер, если он необходим (рис.3.5.1, б) и выполняют надпись: «Покрытие поверхности А …».
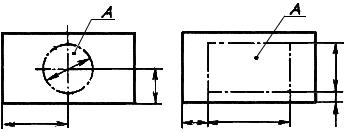 Участки поверхности, подлежащие покрытию, обозначают как показано на рис.3.4.6, с указанием размеров, определяющих положение этих участков.
Участки поверхности, подлежащие покрытию, обозначают как показано на рис.3.4.6, с указанием размеров, определяющих положение этих участков.
Рис. 3.5.2. Обозначение покрытий участков поверхностей
Допускается указывать значения показателей свойств материалов со знаками ≥ или ≤, например: σ в ≥ 1500 кгс/см, твердость HRC ≥ 780 HV и т.п.
При обработке поверхностей или участков изделия, определяемых термином или техническим понятием (например, рабочая часть или хвостовик режущего инструмента, поверхности зубьев, зубчатого колеса или поверхности, обозначенные буквами, и т.п.), допускается (если это не приведет к неоднозначному пониманию чертежа) не отмечать их штрихпунктирной утолщенной линией, а в технических требованиях делать запись: «Хвостовик h 0,8...1 мм; 48...52 НRС ". "Поверхность А - 45...50 НRС».

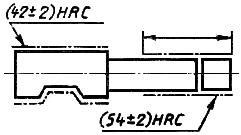
Рис. 3.5.3. Обозначение глубины обработки поверхностей
При наличии на изделии участков поверхностей с различными требованиями к свойствам материала эти требования указывают отдельно для каждого участка (рис.3.5.3).

Рис. 3.5.4. Использование симметрии при обозначении
Не нашли, что искали? Воспользуйтесь поиском: