ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Теплопередача. Основні поняття та визначення 3 страница
Розділ 4 Основи технології ЛА і ДУ, ТКМ
| Технологія машинобудування це наука про: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) правила побудови і оформлення технологічних процесів виробництва машин; | b) процеси виробництва машин, взаємозалежності та закони розвитку цих процесів; | c) закономірності проектування і конструювання машин і їх складових; | d) принципи діяльності машинобудівної галузі. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Що таке виробничий процес: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) це процес роботи основних робочих по створенню складових частин машини по створенню складових частин машини; | b) це процес роботи виробничого обладнання; | c) це сукупність усіх етапів, що проходять початкові матеріали на шляху перетворення на готову машину; | d) це календарний план роботи всіх виробничих підрозділів підприємства. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Технологічний процес – це: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) основна частина виробничого процесу, що містить дії, спрямовані на змінювання й подальше визначення стану об’єкта виробництва; | b) фізико-хімічний процес переробки заготовок в готові деталі або вироби шляхом їх механічної обробки, або складання, або усіх процесів разом; | c) оформлений згідно вимог перелік пронормованих технологічних операцій з вказаними вимогами техніки безпеки; | d) перелік основних технологічних операцій, з вказаним обладнанням і технічних норм часу. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Технологічна операція за визначенням – це: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) елемент технологічного процесу, його закінчена частина, виконувана на одному робочому місці; | b) частина технологічного процесу з описанням дій робітника в процесі роботи; | c) перелік основних режимів роботи обладнання при обробці або складанні виробів на кожному етапі; | d) частина технологічного процесу зі строго визначеним своїм порядковим номером, що підлягає обов’язковому виконанню. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Технологічна підготовка виробництва регламентується; | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) єдиною системою забезпечення виробництва виробів; | b) єдиною системою забезпечення виробництва нових виробів; | c) єдиною системою технологічної підготовки виробництва; | d) галузевими рекомендаціями щодо забезпечення виробництва при освоєнні нових виробів | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Метою технологічної підготовки виробництва є: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) максимально швидка організація виробництва нових виробів за умов забезпечення вимог до їх якості; | b) забезпечення в мінімальний термін мінімальними фізичними та матеріальними затратами повної готовності виробництва до випуску виробів заданої якості; | c) забезпечення повної готовності виробництва до випуску якісних виробів шляхом застосування нових, наукововмістких технологічних рішень; | d) максимально можливе зниження фізичних і матеріальних затрат шляхом формування вимог до конструкції з підвищення її технологічності | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стадії проектування ТП – це: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) – уточнення початкових даних, підготовка до проектування: – аналіз виду отримання заготовки і її форми: – розрахунок такту випуску і річних об’ємів виробництва: – розробка операцій технологічного процесу; – вибір і призначення обладнання; – розрахунок техніко-економічних показників і вибір найбільш раціонального варіанту ТП | b) – уточнення початкових даних, аналіз критеріїв оптимізації, підготовка до проектування; – аналіз виробничої програми та вибір типу виробництва; – аналіз початкових даних і вибір заготовки; – розробка маршрутної технології; – розрахунок показників ТП, техніко-економічний аналіз і вибір найбільш раціонального варіанту. | c) – аналіз початкових даних і початок проектування; – аналіз типу виробництва; – розрахунки необхідних об’ємів випуску, кількості обладнання, кількості операцій; – складання переліку операцій технологічного процесу; – уточнення початкових даних; – кінцеві розрахунки операційної технології; – розрахунок показників ТП, тобто аналіз і вибір найбільш раціонального варіанту. | d) – аналіз початкових даних для проектування; – аналіз плану цеху і вибір площі для встановлення обладнання; – розрахунок кількості операцій, обладнання і їх завантаження; – розробка маршрутної технології; – розрахунок режимів роботи і норм часу; – техніко-економічний аналіз і вибір найбільш раціонального варіанту; – оформлення ТП на спеціальних картах | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Коефіцієнт використання матеріалу К зазвичай повинен бути: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) 0,5 £ К < 1; | b) 1 < К≤ [Маса деталі]; | c) [Маса деталі] < К ≤ [Маса заготовки]; | d) [Маса заготовки] < К ≤ [Маса деталі]. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Маршрутною технологією називається: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) оформлений на карті встановленого зразка перелік операцій з вказанням режимів їх виростання; | b) закінчена частина технологічного процесу, що визначає маршрути руху заготовок і деталей в процесі його виконання; | c) перелік операцій технологічного процесу в порядку їх виконання із зазначенням обладнання; | d) невід’ємна частина технологічного процесу, що надає повне уявлення про методи і способи обробки, складання чи контролю виробів. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Базою називають: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) місця за якими деталь або заготовка встановлюється в пристосування і закріплюється; | b) кінцеве положення інструменту верстата, в яке він повертається після закінчення обробки; | c) сукупність властивостей певних поверхонь, що належать обладнанню або пристосуванню, які використовуються для базування; | d) поверхня чи сукупність поверхонь, ліній, точок, що належать до заготовки або деталі і використовуються для базування. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Штучний час для однієї операції становить: де То – основний технологічний час, Тдоп – допоміжний час, Тобс – час на технічне обслуговування, Торг – час на організаційне обслуговування, Твідп – час на відпочинок і персональні потреби, Тадм – час адміністративний, Топ – час на обідню перерву. | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) Тшт= То+Тдоп+Тобс+Торг+Тадм; | b) Тшт= То+Тобс+Торг+Твідп+Тадм; | c) Тшт= То+Тдоп+Тобс+Торг+Твідп; | d) Тшт= То+Тдоп+Тобс+Твідп+Тадм+Топ, | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Взаємозамінність при виробництві ЛА забезпечується: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) методом незалежного виготовлення (Єдина система допусків і посадок) для всіх деталей та вузлів; | b) методом залежного виготовлення (планово-шаблонний метод) для всіх деталей та вузлів); | c) методом незалежного виготовлення для деталей та вузлів з жорсткою конструкцією та методом залежного виготовлення для просторово великих і нежорстких деталей та виробів; | d) методом послідовних наближень розмірів всіх деталей і вузлів до їх теоретичних контурів шляхом високоточної швидкісної обробки напилками. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| За своїм призначенням плази поділяються на: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) теоретичні і конструктивні; | b) теоретично-конструктивні і технологічні; | c) плоскі теоретично-конструктивні і технологічні подвійної кривизни; | d) плоскі для площинних заготовок і просторові – для об’ємних. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаблон контрольно-контурний відноситься до; | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) виробничих шаблонів; | b) основних шаблонів; | c) еталонних шаблонів; | d) вимірювальних шаблонів. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Технологічність конструкції це: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) сукупність властивостей конструкції, що характеризують її відповідність прийнятій технології виготовлення; | b) сукупність властивостей конструкції, які визначають її пристосованість до досягнення оптимальних витрат під час виробництва, експлуатації та ремонту; | c) сукупність властивостей конструкції, які визначають її рівень стандартизації, уніфікації в умовах прийнятого типу виробництва і рівня забезпечення якості; | d) сукупність властивостей конструкції, які визначають можливість організації її виготовлення на будь-якому підприємстві оптимальними витратами і необхідним рівнем якості. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Узагальнена схема виготовлення паливного баку має вигляд: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) складання-зварювання днищ, складання-клепання корпусу, загальне складання-клепання баку, випробовування на герметичність, випробовування міцність; | b) складання-клепання днищ, складання-клепання корпусу, загальне клепання баку, випробовування міцність, випробовування на герметичність; | c) складання-зварювання днищ, складання-зварювання корпусу, загальне складання баку, випробовування на герметичність, випробовування міцність | d) складання-зварювання днищ, складання-зварювання корпусу, загальне складання-зварювальння баку, випробовування міцність, випробовування на герметичність | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Випробовування на герметичність вузлів і складових РКЛА виконують за допомогою: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) 10% повітряно-гелієвої суміші; | b) 10% повітряно-водневої суміші; | c) 10% повітряно-аргонової суміші; | d) 10% розчину «хромпіка». | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Перед кожним переходом штампування півсфер кулебалонів із титанового сплаву ВТ6С заготовки: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) охолоджують до –900 С; | b) нагрівають до +9000 С; | c) відпалюють при +4500 С; | d) формують при звичайній температурі. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Узагальнений маршрутний ТП виготовлення кулебалонів високого тиску з титанового сплаву ВТ6С такий: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) виготовлення півсфер, складання-зварювання кулебалону, вварювання штуцера, термообробка, рентгеноконтроль зварних швів, піскоструминна обробка поверхні, мийка і сушка, випробування на міцність та герметичність; | b) виготовлення півсфер, виготовлення штуцерів, складання-зварювання кулебалону, рентгеноконтроль зварних швів, термообробка, піскоструминна обробка, мийка і сушка, випробування на міцність та герметичність; | c) виготовлення півсфер, виготовлення штуцерів, термообробка півсфер, складання-зварювання кулебалону, термообробка, рентгеноконтроль зварних швів, піскоструминна обробка, мийка і сушка, випробування на міцність та герметичність; | d) виготовлення півсфер, виготовлення штуцерів, зварювання штуцерів з півсферами, складання-зварювання кулебалону, термообробка, рентгеноконтроль зварних швів, піскоструминна обробка поверхні, рентгеноконтроль балона, мийка і сушка, випробування на міцність та герметичність. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Чи можливе виготовлення клепаного «сухого» конічного відсіку панельної конструкції: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) так; | b) такі відсіки виготовляють литтям; | c) ні; | d) такі відсіки не бувають «сухими». | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Яка з технологічних схем складання-клепання циліндричних «сухих» відсіків є найбільш раціональною: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) виготовлення силового набору і сегментів обшивки, виготовлення панелей, виготовлення торцевих стикувальних шпангоутів, стапельне складання, позастапельні роботи; | b) виготовлення силового набору, виготовлення торцевих стикувальних шпангоутів, виготовлення обшивок, стапельне складання, позастапельні роботи; | c) стапельне складання, позастапельні роботи, виготовлення торцевих стикувальних шпангоутів, виготовлення силового набору, виготовлення обшивок; | d) виготовлення силового набору, стапельне складання, позастапельні роботи. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оболонки камери ДУ з гофрованою проставкою з’єднуються: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) зварюванням; | b) клепанням; | c) паянням; | d) склеюванням | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| В трубчатих КЗ форма камери формується шляхом: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) шляхом профільованих трубок прямокутного, плавнозмінного перерізу за допомогою зварювання; | b) шляхом профільованих трубок прямокутного, плавнозмінного перерізу за допомогою паяння; | c) шляхом профільованих трубок круглого, плавнозмінного перерізу за допомогою зварювання; | d) шляхом профільованих трубок круглого, плавнозмінного перерізу за допомогою паяння. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| При аргонно-дуговому зварюванні конструкцій ЛА з алюмінієвих сплавів в якості захисного середовища використовується: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) 10% суміш водню з киснем; | b) інертний газ аргон підвищеної чистоти; | c) 10 – 15 % повітряно-гелієва суміш; | d) технічний інертний газ аргон при температурі 21±10С. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Яка зі схем зварювання штуцера з півсферою кулебалона є правильною: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
 a
a
|  b
b
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
 c
c
|
 d
d
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Контроль якості зварних швів у конструкціях РКЛА виконується: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) за допомогою вибіркового візуального огляду ділянок зварного шву безпосередньо після зварювання та подальших випробувань на міцність і герметичність; | b) за допомогою вибіркового рентгеноконтролю ділянок зварного шву після випробувань на міцність і герметичність; | c) за допомогою візуального огляду та рентгеноконтролю зварних швів по всій їх довжині безпосередньо після зварювання; | d) за допомогою візуального огляду та рентгеноконтролю зварних швів по всій їх довжині після випробувань на міцність і герметичність. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Зображений стенд використовується для: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
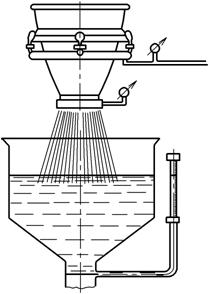
| а) визначення витрат рідини і перепадів тиску між входом і виходом з охолоджувального тракту; | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| b) вимивання бруду з охолоджувального тракту камери згорання після паяння; | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| c) випробувань частин камер згорання на міцність і герметичність рідинним методом; | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| d) для підрахунку кількості цівок рідини, сформованих профілем охолоджувального тракту з метою визначення якості паяння. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| В якості матеріалу для електродів зварювальних головок при аргонно-дуговому зварювання використовується: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) спеціальний феромагнітний сплав; | b) графіт; | c) тугоплавкий сплав; | d) вольфрам. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Для запобігання утворення дефектів форми стінок і поперечного перетину трубопроводів при їх згинанні, останнє виконують: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) за просторовими і поверхневими шаблонами; | b) з використанням спеціальних наповнювачів всередині труби; | c) з обов’язковим міжопераційним відпалюванням трубопроводів; | d) в спеціальних просторово-згинальних штампах. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Травлення деталей з алюмінієвих сплавів виконують: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) у спеціальних лужних розчинах; | б) у спеціальних розчинах кислот; | в) в етиловому спирті; | г) у водяному розчині K2Cr3O7 – «хромпіку». | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Основні конструктивні елементи сухих відсіків клепаної конструкції виготовляють: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) з корозійностійкої сталі 12Х18Н10Т | б) з термічно незміцнюваних алюмінієвих сплавів типу АМг6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| в) з композиційних матеріалів шляхом пресування; | г) з термічно зміцнюваних алюмінієвих сплавів типу Д16, Д19, В95. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Паяння частин камери згоряння з гофрованою проставкою виконується: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) у спеціальних печах при створеному тиску інертного газу в міжсорочковому просторі (охолоджувальному тракті); | б) у спеціальних печах з атмосферою інертних газів та з вакуумуванням міжсорочкового простору; | в) у спеціальних печах з атмосферою інертних газів при постійному обертанні вузла і вакуумуванні міжсорочкового простору; | г) у спеціальних печах у вакуумі при постійному обертанні вузла. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| В разі вакуумного формування конструкцій з полімерних композиційних матеріалів на намотану або викладену на оправці заготовку одягають герметичний мішок під яким: | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) створюється вакуум і пресування відбувається в спеціальній бронекамері під тиском на 25% більшим робочого; | б) створюється вакуум і пресування відбувається за рахунок атмосферного тиску і нагрівання; | в) створюється тиск інертного газу і пресування відбувається за рахунок тиску газу і нагрівання; | г) створюється тиск інертного газу на 25% більший робочого і пресування відбувається в спеціальних бронекамерах, обладнаних нагрівачами. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Навіщо після кожного переходу під час формоутворення виробів методами листового об’ємного штампування виконується відпалювання заготовок: | a | b | c | d | a | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) для відновлення мікроструктури і властивостей металу, зняття наклепу і внутрішніх напружень; | b) для розм’якшення металу перед кожним переходом листового штампування; | c) для зняття технологічного мастила, яке використовується під час листового об’ємного штампування для зменшення тертя; | d) для вказаного в пунктах а, б, в одночасно. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Під поняттям «заготовка» розуміється: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) будь-яка підходяща за формою і матеріалом деталь, зручна для подальшої механічної, термічної або будь якої іншого виду обробки; | b) спеціальний виріб, що дозволяє отримання з нього заданої деталі шляхом механічної, термічної або будь якої іншого виду обробки; | c) матеріал, приведений до форми і стану, зручних для подальшої механічної, термічної або будь якої іншого виду обробки, пов’язаної з отриманням з цього матеріалу готової деталі. | d) продукція, що випускається заготівельними цехами або підрозділами підприємства. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Припуском називається: | a | b | c | d | c | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) захисний шар металу, який видаляють з поверхні деталі для отримання деталі заданих розмірів, форми і властивостей; | b) дефектний шар металу, що підлягає видаленню для отримання деталі заданих розмірів, форми і властивостей; | c) поверхневий шар матеріалу заготовки, який підлягає видаленню для отримання деталі заданих розмірів, форми і властивостей. | d) різниця нижньої і верхньої межі допуску на розмір деталі або заготовки, що підлягає видаленню для отримання деталі заданих розмірів, форми і властивостей | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| В загальному випадку, припуск для зовнішніх поверхонь дорівнює: де азаг – розмір заготовки, адет – розмір деталі. | a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) z0 = адет – азаг; | b) z0 = азаг – адет; | c) z0 = адет + азаг; | d) z0 = азаг + адет, | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які види браку можуть виникнути при згинанні профільних заготовок для виготовлення шпангоутів: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) виникнення гофрів на тонких стінках, які розташовані в зоні стиснення | b) порушення геометрії поперечного перетину профільних заготовок; | c) пружне розвантаження при згинанні на потрібний радіус згинання; | d) все перелічене в пунктах в а), b), c). | ||||||||||||||||||||||||||||||||||||||||||||||||||||
Згідно з розрахунково-аналітичним методом, для компенсації всіх похибок обробки тіла обертання необхідно залишити найменший припуск (zmin), який розраховується за формулою:
де  – величина припуску операції b, що виконується; Rz – шорсткість поверхні після попередньої операції a; Ta – товщина дефектного шару після попередньої операції a; ra – сумарні значення просторових відхилень після попередньої операції a; eb – похибки встановлення заготовки на операції b, що виконується. – величина припуску операції b, що виконується; Rz – шорсткість поверхні після попередньої операції a; Ta – товщина дефектного шару після попередньої операції a; ra – сумарні значення просторових відхилень після попередньої операції a; eb – похибки встановлення заготовки на операції b, що виконується.
| a | b | c | d | b | ||||||||||||||||||||||||||||||||||||||||||||||||||
а) 
| b) 
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
c) 
| d) 
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| До позитивних технологічних характеристик металевих сплавів при виробництві ракетно-космічної техніки відносять: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) високу можливість їх зварювання і паяння; | b) хорошу оброблюваність їх різанням; | c) достатньо високу можливість їх пластичного формоутворення; | d) все вказане в пунктах а), b), c). | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| В більшості випадків заготовки для виготовлення сильфонів у трубопроводах виробів ракетно-космічної техніки отримують: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а) механічною обробкою різанням з прутка необхідного діаметру; | b) використовують цільні тягнуті труби з необхідного матеріалу; | c) використовують зварні труби; | d) використовують заготовки отримані витяжкою у штампах | a | b | c | d | d | |||||||||||||||||||||||||||||||||||||||||||||||
Діаметр деталі з циліндричною стінкою, яку одержують при багатоопераційній витяжці деталей з плоскої круглої заготовки на першій і подальших операціях визначають як:
де:  - номер операції витяжки; - номер операції витяжки;  - діаметр деталі на першій операції витяжки; - діаметр деталі на першій операції витяжки;
 - діаметр круглої плоскої листової заготовки; - діаметр круглої плоскої листової заготовки;  - значення граничного
припустимого коефіцієнта першої операції витяжки; - значення граничного
припустимого коефіцієнта першої операції витяжки;  - значення граничних
припустимих коефіцієнтів другої і подальших операцій витяжки. - значення граничних
припустимих коефіцієнтів другої і подальших операцій витяжки.
| a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
а)  - для першої операції витяжки - для першої операції витяжки
| b)  - для другої операції витяжки і
подальших операцій витяжки; - для другої операції витяжки і
подальших операцій витяжки;
| c)  - для
всіх операцій витяжки; - для
всіх операцій витяжки; 
| d) для першої операції згідно - а, а подальших операцій згідно - b. | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Що вимагає при витягуванні в інструментальних штампах великогабаритних особливо тонкостінних сферичних днищ для баківвикористовувати реверсивний спосіб витягування або витягування з змінними матричними кільцями і прижимом: | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||||
| а) великі габарити днищ; | b) відносно мала товщина заготовки в порівнянні з її діаметром; | c) велика зона заготовки, що знаходиться без контакту з інструментом при витягуванні сферичних оболонок днищ; | d) перелічене в пунктах b) і c). | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які види браку можуть виникнути при згинанні профільних заготовок для виготовлення шпангоутів: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| а) виникнення гофрів на тонких стінках, які розташовані в зоні стиснення; | b) порушення геометрії поперечного перетину профільних заготовок; | c) пружне розвантаження при згинанні на потрібний радіус згинання; | d) все перелічене в пунктах в а), b), c). | a | b | c | d | d | ||||||||||||||||||||||||||||||||||||||||||||||||
| Згинання плоских заготовок для виготовлення циліндричних обичайок на трьохвалкових машинах супроводжується: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а) виникнення прямих ділянок з однієї сторони заготовки; | b) виникнення прямих ділянок з обох сторін заготовки; | c) пружне розвантаження заготовки при згинанні на трьохвалковій машині; | d)спіральне закручування заготовки. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Виберіть термічну обробку зміцнення вуглецевих сталей: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)гартування та середня відпустка; | b)гартування та низька відпустка; | c)дисперсійне зміцнення; | d)старіння. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Виберіть термічну обробку покращення вуглецевих сталей: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)відпустка; | b)гартування; | c)гартування та висока відпустка; | d)відпал. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Яка із структур вуглецевих сталей дає найкраще співвідношення міцності та пластичності: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)цементит; | b)ферит; | c)аустеніт; | d)перліт. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Виберіть термічну обробку вуглецевих сталей, яка дає високу міцність і задовільну пластичність: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)повний відпал; | b)маятниковий відпал; | c)гартування; | d)низька відпустка | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які процеси відбуваються при витримці сталей вище температури поліморфного перетворення при ВТМО: | a | b | c | d | a | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)текстуроутворення та рекристалізація; | b)наклеп та структуроутворення; | c)пластична деформація; | d)сфероідізація та коалесценція. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Назвіть термічну обробку мало вуглецевих сталей, яка дає можливість отримати стабільну рівноважну структуру: | a | b | c | d | a | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)повний відпал; | b)гартування; | c)відпустка; | d)маятниковий відпал. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Яка із структур "Fe-C" сплавів відноситься до твердих розчинів: | a | b | c | d | a | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)аустеніт; | b)цементит; | c)перліт; | d)ледебурит. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Яка із структур відноситься до механічних сумішей: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)аустеніт; | b)перліт; | c)ферит; | d)цементит. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які лінійні дефекти кришталевої будови мають місця в металах та сплавах: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)вакансії; | b)дислоковані атоми; | c)дислокації; | d)домішкові атоми. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Якщо в металі дислокації рухаються і не зустрічають перешкод, то як змінюються властивості: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)підвищується міцність; | b)підвищується пластичність; | c)зменшується міцність і пластичність; | d)підвищується міцність і пластичність. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| В якому випадку легування сталей досягає мети, коли: | a | b | c | d | a | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)підвищується енергія зв’язку в к.р.; | b)зменшується енергія зв’язку в к.р.; | c)не змінюється; | d)утворюється вандерваальсовий зв'язок. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Що відбувається в сплавах при старінні: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)відбувається зростання зерна; | b)виділяються дисперсні фази; | c)збільшується кількість точкових дефектів; | d)зменшується кількість дислокацій. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Який із видів рекристалізації приводить до нерегламентованих втрат міцності: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)первинна; | b)збиральна; | c)вторинна; | d)рекристалізація на місці. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Основна властивість металів, що підлягають обробці тиском: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)висока міцність; | b)корозійна стійкість; | c)пластичність; | d)рідкотекучість. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які зміни відбуваються в металі в процесі ОМТ: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)порушення цілісності металу; | b)структура і механічні властивості; | c)підвищуються ерозійні властивості; | d)підвищується жаростійкість | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| При яких температурах проводять холодну деформацію: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)вище температури рекристалізації; | b)при температурі рекристалізації.; | c)нижче температури рекристалізації; | d)при температурі гартування | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| З якою метою проводять нагрівання при обробці металів тиском: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)збільшення міцності; | b)надання жароміцності; | c)підвищення пластичності; | d)попередження корозії. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які процеси відбуваються в поверхні метала при холодній обробці металів тиском: | a | b | c | d | d | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)гартування; | b)відпустка; | c)відпал; | d)наклеп. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Основний робочий інструмент при прокатуванні: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)робоча пліть; | b)валки; | c)станина; | d)натискувальний пристрій. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Що відбувається в металі в процесі холодної пластичної деформації: | a | b | c | d | a | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)підвищується міцність і твердість; | b)підвищується пластичність і ударна в’язкість; | c)підвищується міцність і пластичність; | d)зменшується твердість і підвищується пластичність | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Який рух одержує метал при косій прокатці | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)обертальний; | b)поступовий; | c)обертальний і поступовий; | d)зворотній. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Назвіть прогресивний і найбільш продуктивний метол отримання сталей: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)мартенівський; | b)бесемерівський; | c)конверторний; | d)скрап-рудний. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Який найбільш продуктивний метод розливання сталей у виливниці | a | b | c | d | d | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)зверху; | b)збоку; | c)сифонне; | d)безупинний. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Який фізико-механічний процес відбувається в доменній печі: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)окислення; | b)відновлення; | c)корозія; | d)ерозія. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Який фізико-механічний процес відбувається в сталеплавильному агрегаті: | a | b | c | d | a | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)окислення; | b)відновлення; | c)насичення вуглецем; | d)зменшення кількості заліза. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Який з методів отримання виробів відноситься до менш відхідних | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)різання; | b)зварювання; | c)лиття; | d)обробка тиском | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Який з методів лиття найбільше використовується в багатосерійному виробництві: | a | b | c | d | c | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)лиття в землю; | b)оболонкове; | c)кокільне; | d)по витоплювальним моделям. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які ливарні сплави найбільш широко використовуються у промисловості і які мають високу рідкотекучість: | a | b | c | d | a | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)чавуни; | b)сталі; | c)кольорові метали; | d)неметалеві матеріали. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Назвіть термореактивні зв'язуючи, які використовують для виготовлення неметалевих композиційних матеріалів: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)поліетилен; | b)епоксидна та фенол формальдегідна смоли; | c)полістирол; | d)політетрафторетілен. | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Які зміни відбуваються в металі в процесі ОМТ: | a | b | c | d | b | |||||||||||||||||||||||||||||||||||||||||||||||||||
| а)порушення цілісності металу; | b)структура і механічні властивості; | c)підвищуються ерозійні властивості; | d)підвищується жаростійкість. | |||
| Які легуючі елементи збільшують пластичність сталі: | a | b | c | d | c | |
| а) С, Fe; | b) W, Cr; | c) Ni, Mn; | d) H, P. | |||
| В конструкційних сталях відпускна крихкість призводить: | a | b | c | d | b | |
| а) до різкого підвищення міцності; | b) до різкого зменшення ударної в’язкості; | c) властивості не змінюються; | d) до підвищення пластичності. | |||
| З якою метою обмежують кількість вуглецю (< 0,3%) в конструкційних сталях: | a | b | c | d | d | |
| а) для підвищення ливарних властивостей; | b) для можливості використання порошкової технології; | c) для ускладнення процесу деформування; | d) для можливості зварювання. | |||
| Яка основна властивість інструментальних сталей для виготовлення вимірювального інструменту: | a | b | c | d | b | |
| а) жаростійкість; | b) постійність розмірів в часі; | c) жароміцність; | d) червоноламкість. | |||
| Яка з структурних складових не бажана в інструментальних сталях: | a | b | c | d | d | |
| а) α-твердий розчин; | b) мартенсит; | c) карбіди; | d) залишковий аустеніт. | |||
| Яким методом отримують тверді сплави: | a | b | c | d | a | |
| а) порошкова металургія; | b) лиття; | c) сплавлення компонентів в доменній печі; | d) електросталеплавильний. | |||
| Назвіть основні складові твердих сплавів: | a | b | c | d | c | |
| а) ферит + перліт; | b) ферит + цементит; | c) карбіди + кобальт; | d) мартенсит + карбіди. | |||
| Критерії оцінки жароміцності: | a | b | c | d | b | |
| а) міцність, відносне уздовження; | b) повзучість, довготривала міцність; | c) пластичність, ударна в’язкість; | d) твердість, усадка. | |||
| Які процеси призводять до прискорення повзучості жароміцних сталей: | a | b | c | d | a | |
| а) коалесценція та рекристалізація; | b) сфероідизація та пластична деформація; | c) поліморфне перетворення; | d) коагуляція та деформація. | |||
| Жароміцність це: | a | b | c | d | a | |
| а) опір пластичній деформації при високих температурах і при дії механічних навантажень; | b) червоностійкість; | c) зносостійкість; | d) ліквація. | |||
| Які легуючі елементи підвищують жаростійкість сталей: | a | b | c | d | c | |
| а) Al, Mg, Co; | b) Si; Fe; Cu; | c) Cr, Al, Si; | d) Cr, Mo, V. | |||
| Як кількісно оцінюється жаростійкість: | a | b | c | d | b | |
| а) кількістю легуючих елементів; | b) по лінійному показнику втрати ваги; | c) повзучістю; | d) швидкістю дифузії. | |||
| Процес корозії є наслідком: | a | b | c | d | b | |
| а) ерозійного руйнування; | b) руйнування під впливом хімічної або електрохімічної взаємодії з середовищем, що оточує: | c) пластичної деформації металів; | d) пасивації матеріалу. | |||
| Яким способом можна захистити поверхню металу від корозії: | a | b | c | d | c | |
| а) занурити в будь-яку рідину; | b) підвищити шорсткість поверхні; | c) створити плівку; | d) деформувати метал. | |||
| Механізм хімічної корозії в присутності захисної плівки: | a | b | c | d | a | |
| а) дифузійний; | b) дислокаційний; | c) переміщення точкових дефектів; | d) створення інтерметалевих фаз. |
Не нашли, что искали? Воспользуйтесь поиском: