ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Основные операции ручной формовки
| Операции ручной формовки | Эскиз |
| 1.Подготовка модели к формовке (осмотр) и установка ее на подмодельную плиту. Если модель разъемная, то устанавливается разъемом на плиту нижняя половина модели и нижняя опока. Модель обдувается сжатым воздухом и для предотвращения прилипания формовочной смеси припыливается ликоподием, серебристым графитом или мелким сухим песком. | 
|
| 2. При ручной формовке на модель наносится через сито слой облицовочной смеси толщиной 15-25 мм и уплотняется на модели обжатием руками. | 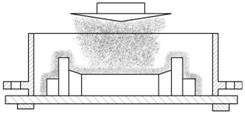
|
| 3. Порционно засыпается и уплотняется с помощью ручной или пневматической трамбовки наполнительная смесь. (При машинной формовке уплотнение смеси производится формовочной машиной.) | 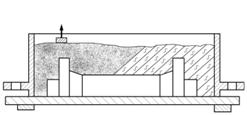
|
| 4. С помощью линейки-счищалки удаляется по верхнему ладу опоки излишек смеси и душником накалываются вентиляционные каналы (духа). Количество наколов в зависимости от площади опоки колеблется от 5 до 15 на дм2. | 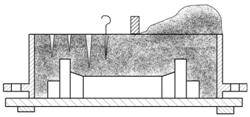
|
| 5. Нижняя полуформа поворачивается на 180°. При машинной формовке модель механически удаляется, при ручной – на половину модели, находящуюся в нижней полуформе, накладывается вторая половина модели со спаривающимися шипами. На нижнюю опоку по спаривающим штырям устанавливают верхнюю опоку. Устанавливают модели шлакоуловителя, стояка, выпоров. Поверхность полуформы по разъему посыпается разделительным песком и производится набивка верхней опоки формовочной смесью. При этом повторяются те же операции, что и при набивке нижней опоки. | 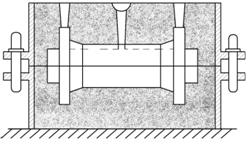
|
| 6. Удаляются модели стояка и выпоров, накалываются, вентиляционные каналы. | 
|
| 7. Верхняя полуформа снимается с нижней и переворачивается на 180°. Извлекаются модели (собственно модель, модель шлакоуловителя и питателей). С помощью гладилки и других инструментов отделываются поврежденные места формы. В нижнюю полуформу ставятся стержни. Форма обдувается сжатым воздухом для удаления сора и пыли. | 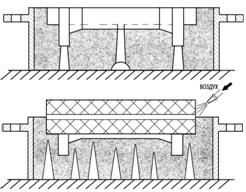
|
| 8. Нижняя полуформа осторожно по спаривающим штырям накрывается верхней полуформой. Для предупреждения подъёма верхней опоки в период заливки обе половинки скрепляются скобами или на верхнюю опоку перед заливкой становится груз определённого веса. | 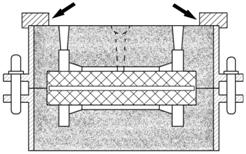
|
Литниковая система
Литниковой системой называется совокупность каналов и элементов литейной формы для подвода расплавленного металла в полость формы, обеспечения ее заполнения и питания отливки при затвердевании. Литниковая система имеет следующие основные элементы (рис.4).
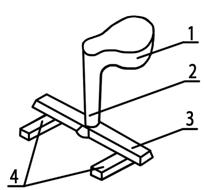
Рис. 4. Основные элементы литниковой системы
– литниковая чаша (или воронка) - 1 - резервуар для приема жидкого металла из ковша, частичного удержания шлака и передачи металла в стояк;
– стояк - 2, вертикальный канал, обычно суживающийся к низу, предназначенный для передачи металла из чаши к другим элементам литниковой системы (литниковому ходу, питателям);
– литниковый ход - 3 - называемый "шлакоуловителем" в производстве чугунных отливок и "коллектором" в производстве цветного литья - это горизонтальные каналы, предназначенные для передачи металла из стояка к питателям и частичного удержания шлака;
– питатели - 4 (литники) - каналы, предназначенные для передачи металла непосредственно в полость формы.
Для вывода газов из полости формы и визуального контроля ее заполнения металлом делаются выпоры, располагая их на наиболее высоких частях отливки в форме.
Не нашли, что искали? Воспользуйтесь поиском: