ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Микроструктура порошковых сталей
Свойства порошковых сталей зависят от их макро- и микроструктуры. Структурными составляющими порошковых материалов являются металлические фазы, образующие основу материала и неметаллические включения (например, графит, оксиды, карбиды, нитриды и др.). Металлическая основа порошковых сталей, как и литых сталей – ферритная, феррито-перлитная или перлитно-цементитная, согласно диаграмме Fe – Fe3C.
Пористость может рассматриваться как совокупность сообщающихся протяжённых пор – каналов, которые могут быть тупиковыми, изолированными, а также выходить на поверхность и сообщаться между собой. Для определения формы пор и их распределения приготовляют шлифы по различным направлениям по отношению направления прессования и изучают пористость на непротравленных или слегка протравленных шлифах.
При травлении железографитовых сплавов 4 %-ным раствором азотной кислоты в спирте выявляются цементитные и ферритные составляющие. Перлит окрашивается в коричневый цвет, феррит остаётся светлым. Для выявления цементита проводят травление пикратом натрия. При травлении образец часто просто погружают в травитель, однако, если материал пористый, травитель проникает в поры и трудно из них вымывается, что приводит к коррозии шлифа. Для материалов с более 20 % пор целесообразно применять метод втирания. Распределение пористости и включений рекомендуется исследовать при 150–200-кратном увеличении. При исследовании пористых материалов на микрошлифах трудно отличить поры от включений графита. В этом случае следует обращать внимание на разность очертания границ. Границы пор очерчены более чётко, в то время как включения графита не имеют резких очертаний. Поры легко отличить от включений графита при изменении фокусировки микроскопа, так как при приближении к окуляру выявляется дно поры.
Из анализа микроструктур (рисунки 6, 7) следует, что если до спекания образец представляет собой конгломерат поверхностно-деформированных частиц, разделённых между собой межчастичными границами и порами различной формы (рисунок 6), то после спекания частицы приобретают более равновесную форму, межчастичные границы утончаются, а их сплошность нарушается, что приводит к возникновению качественно новых контактных участков с характерными металлическими свойствами (рисунок 7).
Порошковые стали характеризуются значительной химической и структурной неоднородностью. Это определяется тем, что спекание выполняется при температурах ниже температуры плавления; скорости диффузии элементов, входящих в состав сплава, не обеспечивают полного растворения (рисунок 8).
На нетравленых шлифах хорошо различимы некоторые металлические включения, например, меди (рисунок 9). Залегания видны в виде розово-жёлтых включений, расположенных на стыках частиц, прилегающих к порам. После травления крупные включения графита хорошо заметны.

Рисунок 6- Микроструктура спрессованного
образца из шихты СП50

Рисунок 7 - Микроструктура спеченной стали СП50-1
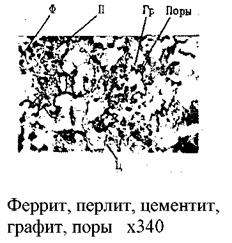
Рисунок 8 – Микроструктура спеченной стали СП100-2
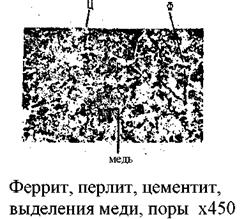
Рисунок 9 - Микроструктура спечённой стали СП150Д2-1
Порошковые стали из-за наличия пор имеют повышенную склонность к коррозии по сравнению с литыми сталями. Снижение коррозии порошковых сталей достигается проведением термической обработки по предложенной нами технологии, а также за счёт введения операций пассивации и маслопропитки после термической обработки.
Проведённые коррозионные испытания показали, что скорость коррозии порошковых изделий различной пористости при относительной влажности воздуха 90 % практически равна скорости коррозии аналогичных порошковых материалов после спекания. Установлено, что и после длительного хранения коррозионная стойкость термообработанных в соляных расплавах порошковых материалов сравнима с коррозией аналогичных материалов после спекания.
Сравнительные исследования различных защитных сред при термической обработке порошковых сталей позволяют сделать заключение, что при нагреве порошковых сталей в соляных ваннах свойства их выше и стабильнее, чем при применении газовых защитных атмосфер.
Кроме того, время термической обработки с использованием соляных ванн в 4-6 раз меньше и операция выполнения термической обработки легко поддаётся автоматизации.
Твёрдые сплавы
Основные сведения
Порошковые твердые сплавы впервые появились в 1923-1925 годах (изготовитель - германская фирма "Осрам"), что позволило увеличить скорости резания в 5-10 раз. При эксплуатации инструмента выяснилось, что дорогостоящий вольфрам, используемый при изготовлении твердых сплавов, даёт гораздо больший эффект, чем, например, в составе быстрорежущей стали. Так, инструментом с одной и той же массой вольфрама, в случае применения твердосплавного инструмента можно обработать в 6 раз больше металла, чем инструментом из быстрорежущей стали.
В нашей стране промышленное производство твердых сплавов было начато на Московском электрозаводе в 1929 году выпуском вольфрамокобальтового твердого сплава марки ВК10 ("Победит").
Большая часть имеющихся твердых сплавов предназначена для обработки резанием различных материалов, в том числе чугунов, нержавеющих, жаропрочных и специальных сталей и сплавов. Важной областью применения твердых сплавов является их использование для волочения и калибрования проволоки, прутков, труб и т.д. Штамповый твердосплавный инструмент высокой прочности и износостойкости применяют для работы в условиях ударных нагрузок и для высокопроизводительного горного инструмента.
Не нашли, что искали? Воспользуйтесь поиском: