ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Последовательность расчета. 1. Определяем параметры шнека
1. Определяем параметры шнека
Параметрами шнека являются его геометрические размеры (рис. 2.1).
Определяем наружный диаметр шнека dН, м:
dН = (0,8...0,9)· D (2.1)
где D – диаметр ножевой решетки, м.
dН =0,8 ·0,12=0,096 м
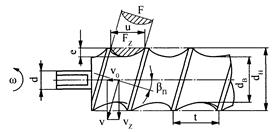
Рис. 2.1. Параметры шнека мясорубки
Внутренний диаметр шнека dВ, м:
dВ = (0,4...0,5)· dН (2.2)
dВ =0,4·0,096=0,0384 м
Диаметр хвостовика шнека d, м:
d = (0,2...0,3)· dН (2.3)
d=0,2·0,096=0,0192 м
Длина шнека L, м:
L = (2,5...3,8)· dН (2.4)
L=2,5·0,096=0,24 м
Из условия не прохождения мяса (наматывания на вал шнека) минимальный шаг шнека tmin принимается равным, м:
tmin = (0,7...0,8)· dН (2.5)
tmin =0,7·0,096=0,0672
Определяем угол подъема винтовой линии β по формуле:
 , (2.6)
, (2.6)
где t – шаг шнека, м.
 =
=  =
=  =12,5
=12,5
Угол подъема последнего витка принимается βп = 7...10°.
Определяем шаг последнего витка шнека tn;
 (2.7)
(2.7)
 ·(3,14·0,096)=0,037
·(3,14·0,096)=0,037
Определяем количество витков шнека т, шт:
т = L / tmin (2.8)
Учитывая переменность шага, округляем кратно 0,5.
m = 0,24/0,0672=3,57 3,57/0,5=7,14
2. Определяем суммарную площадь отверстий в решетках.
Площадь отверстий в подрезной решетке.
 , (2.9)
, (2.9)
где r max, r min – наружный и внутренний радиусы отверстий подрезной решетки, м:
r max = (D /2) – 0,005
r max = (0,12 /2) – 0,005=0,055
r min = dв /2
r min = 0,0384 /2=0,0192
b – ширина перемычки подрезной решетки, м:
b = (0,14...0,15)· D
b = 0,14· 0,12=0,0168
l – длина лезвия подрезной решетки, м:
l = (r max – r min) – 0,001
l =(0,055-0,0192)-0,001=0,0348
 [3,14·(
[3,14·( -3·0,0168·0,0348]=0,0064
-3·0,0168·0,0348]=0,0064

Рис. 2.2. Режущие инструменты мясорубки:
а - двусторонний нож; б - односторонний нож;
в - подрезная ножевая решетка; г - ножевая решетка.
Суммарная площадь отверстий в первой ножевой решетке:
 , (2.10)
, (2.10)
где d1 – диаметр отверстия в решетке, м;
z1 – количество отверстий в ножевой решетке, шт.
Суммарная площадь отверстий в первой ножевой решетке:
 , (2.11)
, (2.11)
где d2 – диаметр отверстия в решетке, м;
z2 – количество отверстий в ножевой решетке, шт.
 ·65=0,00416
·65=0,00416

3. Определяем скорость продвижения продукта u0, м/с:
 , (2.12)
, (2.12)
где n – частота вращения шнека, мин-1;
r н, r в – наружный и внутренний радиусы последнего витка шнека, м;
βп – угол подъема винтовой линии последнего витка шнека, град;
kв – коэффициент объемной подачи продукта, kв = 0,35...0,40.

4. Определяем производительность мясорубки Q, кг/ч:
Q = 3600· Fо1·u0·ρ·j, (2.13)
где Fо1 – суммарная площадь отверстий в подрезной решетке, м2;
υо – скорость продвижения продукта через отверстия первой ножевой решетки, м/с;
ρ – плотность продукта, кг/м3, ρ = 1000 кг/м3;
φ – коэффициент использования площади отверстий первой ножевой решетки, практически φ = 0,7...0,8.
Q =3600 ·0,0064·0,0240·1000·0,7=387,07
5. Определяем площадь ножевой решетки Fр, м2:
 (2.14)
(2.14)
6. Определяем коэффициент использования площади решетки:
подрезной ножевой решетки
 (2.15)
(2.15)
первой ножевой решетки
 (2.16)
(2.16)

второй ножевой решетки
 (2.17)
(2.17)
7. Проверяем производительность шнекового устройства Qш, м3/с мясорубки по формуле:
Qш = F·jк·u (2.19)
где F – площадь нормального сечения винтовой канавки шнека, м2;
φк – коэффициент заполнения продуктом сечения канавки, φ = 0,6…0,8;
υ – средняя скорость перемещения продукта по винтовой спирали, м/с.
Qш = 0,0030·0,6·0,172=1116
Нормальное сечение F винтовой канавки шнека имеет обычно форму, близкую к параболическому сегменту (рис. 2.1), и может быть принято равным:
 (2.20)
(2.20)
F=  0,1563 ·0,0288=0,0030
0,1563 ·0,0288=0,0030
где u – ширина винтовой канавки шнека по его наружному диаметру dH , м:
u = (tmin+tn)·0,5 – s, (2.21)
здесь s – толщина витка, м(s = 3…5 мм);
u =(0,0672+0,037) ·0,5-3=0,1563
e – глубина винтовой канавки на диаметре de, м:
e = 0,5·(dH –dB). (2.22)
e=0,5·(0,096-0,0384)=0,0288
Средняя скорость перемещения продукта по винтовой спирали υ, м/с:
 (2.23)
(2.23)
где υz –окружная скорость в осевом сечении винтовой канавки в последнем витке, м/с:
u= 
Средняя окружная скорость продукта υz зависит от окружной скорости шнека, но меньше нее из-за обратного проскальзывания продукта по поверхности шнека:
υz = π· dcp· n · kск (2.24)
υz =3,14 ·0,0672·2,7 ·0,3 =0,171
где dcp – средний диаметр шнека, м:
dcp = 0,5·(dH +dB). (2.25)
dcp =0,5 ·(0,096+0,0384)=0,0672
n – частота вращения шнека, с-1;
kск – коэффициент проскальзывания продукта относительно поверхности витков шнека, kск = 0,3…0,4.
Должно выполняться условие.
Qш ≥ Q.
8. Технологическая мощность мясорубки N, (Вт)рассчитывается по формуле:
N = (N1 +N2 +N3 +N4)/ h (2.26)
где N1 – мощность, необходимая для разрезания продукта в режущем механизме, Вт;
N2 – мощность, необходимая для преодоления трения в режущем механизме, Вт;
N3 – мощность, необходимая для преодоления трения продукта о поверхность шнека, Вт;
N4 – мощность, затрачиваемая на продвижение продукта через режущий механизм, Вт.
η – КПД механического привода, η = 0,9.
N=(526,7+150+5473+9,2)/0,9=6687.7
9. Мощность, необходимая для разрезания продукта в режущем механизме, определяется по формуле:
 (2.27)
(2.27)
где Fp – площадь ножевой решетки, м2;
Kп.р, Kp1, КР2, – коэффициенты использования площади решеток, соответственно, подрезной, промежуточной и выходной;
а – удельный расход энергии на разрезание продукта, Дж/м2, а = (2,5...3,5)·103 Дж/м2.
n – частота вращения шнека, мин-1;
z – количество перьев двустороннего ножа, шт.
 =0,011·(0,6+2·0.4+0,4) ·
=0,011·(0,6+2·0.4+0,4) ·  ·2,5·103·4=526,7
·2,5·103·4=526,7
10. Мощность, необходимая на преодоление трения в режущем механизме:
 , (2.28)
, (2.28)
где Р 3 – усилие затяжки режущего механизма, Н;
rmax1, rmin2 – наружный и внутренний радиусы ножа (рис.2.2), м:
rmax1 = 0,055 + 0,001=0,056
rmin1 =0,0192 – 0,0015=0,0177
f 1 – коэффициент трения скольжения ножа по решетке в условиях смазывания соком продукта, f 1 = 0,1.
Усилие затяжки режущего механизма определяется по формуле:
 , (2.29)
, (2.29)
где Ру – усредненное удельное давление на поверхности контакта ножей и решеток, Па, Ру = (2...3)·106Па;
bк – ширина площадки контакта лезвия ножа и решетки (рис.2.2), м, bк ≈ 0,002 м.
 =2·106·0,002·4·(0,056-0,0177)=0,000613·106
=2·106·0,002·4·(0,056-0,0177)=0,000613·106
 =
=  ·0,000613·106·(0,056+0,0177) ·0,1·4=150
·0,000613·106·(0,056+0,0177) ·0,1·4=150
11. Мощность, необходимая для преодоления трения продукта о поверхность шнека:
 , (2.30)
, (2.30)
здесь f – коэффициент трения продукта о шнек, f = 0,3...0,5;
m – количество витков шнека, шт.
 =
= 
12. Мощность, затрачиваемая на продвижение продукта через режущий механизм:
 , (2.31)
, (2.31)

где Р1 – давление за последним витком шнека, Па,
Р1 = Р1n+ Р11n+ Р12n (2.32)

Давление за последним витком, представляющее собой сумму давлений продавливания продукта (Рп) через каждую решетку, рассчитывается по следующей формуле:
для подрезной решетки (do ≈ l)  (2.33)
(2.33)

для первой ножевой решетки  (2.34)
(2.34)

для второй ножевой решетки  (2.35)
(2.35)
где τ – напряжение среза мяса, Н/м, τ ≈ 300 Н/м.
13. Определяем технологическую мощность мясорубки по формуле (2.26)
Не нашли, что искали? Воспользуйтесь поиском: