ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Особенности конструирования литых деталей
При изготовлении литых деталей в кокиль и литьем под давлением необходимо учитывать следующие особенности металлических форм. Формы практически неподатливы. Металл, заливаемый в металлическую форму, охлаждается быстрее, чем при литье в песчаные формы, вследствие чего повышается возможность появления внутренних напряжений в отливке. Поэтому нельзя допускать в отливках резких переходов от толстой стенки к тонкой и острых углов; радиусы галтелей должны быть в 1,5 раза больше, чем радиусы при литье в песчаные формы. Жидкий сплав, протекая по металлической форме, охлаждается интенсивно и теряет жидкотекучесть, поэтому при литье в кокиль минимальная толщина стенок должна быть больше.

Рис.4. Изменение конструкции литой детали для облегчения
ее изготовления:
I- первоначальная конструкция отливки; II- измененная конструкция отливки
Для вкладышей можно применять пластические массы и другие материалы.
При литье под давлением полость отливки не должна иметь выступов. Она должна обеспечивать свободное удаление цельного металлического стержня.
В отдельных случаях (см.рис. 4) деталь изготовляютпо частям 1 и 2, каждая из которых должна легко изготовляться литьем под давлением. Эти части затем легко соединяются и подвергаются незначительной последующей механической обработке.
Центробежное литье
При этом способе отливки получают свободной заливкой во вращающиеся формы. Отливки формируются под действием центробежных сил. Центробежные силы отбрасывают заливаемый металл к стенкам формы, где он затвердевает, образуя пустотелую отливку. Центробежным литьем в промышленности получают чугунные и стальные трубы, кольца и др.
При этом способе литья исключается применение стержней для образования полостей цилиндрических отливок. Отливки отличаются большой плотностью и высокими механическими свойствами. Центробежным литьем можно получать тонкостенные отливки из сплавов с низкой жидкотекучестью.
К недостаткам центробежного литья относится трудность получения качественных отливок из ликвирующих сплавов и невозможность выполнения отверстий в отливках точных размеров. Размеры отверстий отливок зависят от количества залитого в форму металла.
Формы приводят во вращение специальными машинами, называемыми центробежными. В зависимости от расположения оси вращения формы в пространстве различают машины с горизонтальной и вертикальной осями вращения.
На машинах с горизонтальной осью вращения отливки получают со стенками равномерной толщины по длине и в поперечном сечении. На них отливают короткие и длинные трубообразные отливки.
На рис. 5, а изображена схема машины с горизонтальной осью вращения форм для изготовления коротких труб. Металл из ковша 4 заливают в форму 2 через желоб 3. Попадая на внутреннюю стенку вращающейся формы 2, жидкий металл образует вокруг нее полую цилиндрическую отливку 5, которую после затвердевания извлекают из формы.
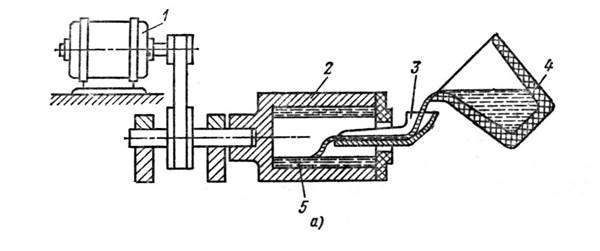
Рис.5. Схема центробежной машины с горизонтальной осью вращения
На рис.6 изображена схема машины центробежного литья с вертикальной осью вращения.
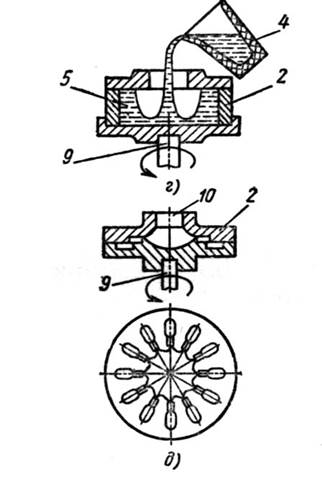
Рис.6. Схема машины центробежного литья
с вертикальной осью вращения
Для центробежных машин изготовляют металлические формы. Иногда металлические формы облицовывают формовочной смесью.
В машинах с вертикальной осью вращения (рис. 6 ) металл из ковша 4 заливают в форму 2, укрепленную на шпинделе 9, который вращается от электродвигателя. Металл центробежной силой прижимается к боковой цилиндрической стенке, образуя возле нее жидкий кольцевой слой. Форма вращается до полного затвердевания металла, после чего ее останавливают и извлекают отливку. При вертикальной оси вращения формы отливки имеют параболическую внутреннюю поверхность. Толщина верхней части отливки меньше, чем нижней части, так как при вращении формы часть металла стекает вниз. Этим методом литья получают отливки небольшой высоты.
Не нашли, что искали? Воспользуйтесь поиском: