ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Определить массу наплавленного металла.
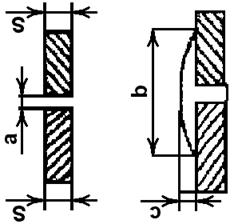
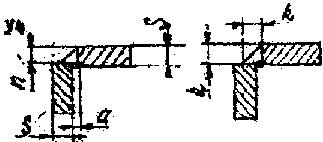
Массу наплавленного металла определяют по эскизу сварного соединения, который выполняется в соответствии с индивидуальным заданием и справочной таблицей 3. При выполнении эскизов следует учесть, что величина «n» в угловом соединении У4 составляет от S/2 до S. Минимальные значения катетов k швов типа У4, Н2, ТЗ выбираются из табл.4.
По эскизу сварного соединения рассчитывают площадь поперечного сечения наплавленного металла шва Fн как сумму площадей элементарных геометрических фигур, составляющих сечение шва. Например, для сварного соединения, приведенного на рис.2., величина Fн будет представлять сумму площадей валика 1, прямоугольника 2 и двух треугольников 3.
Fвал = 0,67 • b • с,
Fпрям = a • S
F∆ = 1/2 (S-1.5)2 • tg27º
где b - ширина валика шва, мм
с - усиление валика шва,мм
То есть Fн=0,67•b•c+a•S+2•l/2(S-1.5)2•tg27°
При определении площади поперечного сечения наплавленного металла соединений У4, Т3, и Н2 допускается не учитывать выпуклость шва, т.е. принять в сечении треугольник (F∆=k2/2).
Таблица 3
Конструктивные элементы швов сварных соединений по ГОСТ 5264-80
| Усл. обозн. сварного соедин. | Конструктивные элементы | Толщина сварив. листов | Зазор а, мм | Ширина налива, в мм | Усиление с, мм | |
| Подготовлен. кромок сварн. соединений | сварного шва | |||||
| 1,0…1,5 св. 1,5…3,0 св. 3,0…4,0 | 0…0,5 0…2,0 1,5…3,0 | 0,5…1,5 0,5…2,5 1,0…3,0 | |||

| 3...5 св. 5...8 св. 11...14 св. 8...11 | 0...3.0 | 6...10 10...14 17...21 14...18 | 0...2,0 | ||
| св. 14...17 св. 17...20 св. 20...24 св. 24...28 св.28...32 св. 32...36 св. 36...40 | 0...3.0 | 19...25 23...29 27...33 31...37 35...41 39...45 44...50 | 0...2,5 | |||
| св.40...44 св.44...48 св.48...52 св.52...56 св. 56...60 | 0...3,0 | 48...56 50...58 52...60 56...64 61...69 | 0...2,5 | |||
| 1,0...1,5 св. 1,5...3,0 св. 0,3...3,0 | 0...0,5 0... 1,0 0...2,0 | ||||

| 2...3 св.3...15 св. 15...40 | 0...1,0 0...2.0 0...3,0 | ||||

| 2...5 св. 5...10 св. 10...29 св. 29...60 | 0... 1,0 0... 1,5 0...2,0 0... 2,0 | 3...20 8...40 12...100 30...240 (величина в мм) | |||
Таблица 4
Минимальный катет углового шва k
| Предел текучести металла, МПа | Минимальный катет шва при толщине свариваемых заготовок, мм | |||||||
| 3..4 | Св 4 до 5 | Св 5 до 10 | Св 10 до 16 | Св 15 до 22 | Св 22 до 32 | Св 32 до 40 | Св 40 до 80 | |
| До 400 Св 400 |
Примечания: 1. Минимальное значение катета не должно превышать 1,2·S.
2. Предел текучести металла смотрите в табл.5.
С17 
Рис.2. Эскиз стыкового сварного соединения С17
Затем определяют объем наплавленного металла Vн по формуле Vн=Fн·L, где L - длина сварного шва, м.
И лишь после этого рассчитывают массу наплавленного металла, учитывая размерность величин,
Mн = Vн · ρ
где ρ - плотность наплавленного металла, г/см3 (для стали можно принять ρ=7,8 г/см3).
4.Расход электродов Q, приближенно можно подсчитать по формуле:
Q=αp·Мн
где αр - коэффициент потерь металла на угар, разбрызгивание, огарки и т.д.; его принимают равным 1,6...1,8.
Не нашли, что искали? Воспользуйтесь поиском: