ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Циклы прерывистого сверления
Код G83 вызывает цикл прерывистого сверления. Прерывистое сверление часто используется при обработке глубоких отверстий. Если при обычном сверлении инструмент на рабочей подаче перемещается ко дну отверстия непрерывно, то в цикле прерывистого сверления инструмент поднимается вверх через определенные интервалы для удаления стружки. Если вы сверлите глубокое отверстие (глубина отверстия больше трех диаметров сверла), то есть вероятность, что стружка не успеет выйти из отверстия и инструмент сломается. При обработке отверстий технолог-программист должен решить, какой именно цикл ему необходим в каждом конкретном случае.

На чертежах длину отверстия указывают по прямой части. Однако режущая кромка сверла заточена под определенным углом (обычно 118°). Так как в программе указываются координаты Z для кромки сверла, то инструменту необходимо пройти дополнительное расстояние H = R сверла/tan(L/2).
При сверлении сквозных отверстий нужно задать небольшой перебег (0.5–1 мм) для прямой части сверла
Формат кадра для цикла прерывистого сверления похож на формат обычного цикла сверления:
G83 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45
Q-адрес определяет относительную глубину каждого рабочего хода сверла. В данном случае сверление происходит по такому алгоритму:
1. Сверло от исходной плоскости перемещается к плоскости отвода (R0.5) на ускоренной подаче.
2. От плоскости отвода R сверло подается на глубину 2 мм (Q2.0) со скоростью подачи (F45).
3. Сверло ускоренным ходом перемещается к плоскости отвода (R0.5).
4. Сверло ускоренным ходом перемещается к ранее достигнутой позиции по глубине (или немного не доходит до этой глубины во избежание столкновения сверла с материалом детали).
5. Сверло подается на глубину 4 мм (2 + 2) со скоростью подачи (F45).
6. Шаги 3, 4 и 5 повторяются до тех пор, пока сверло не достигнет координаты Z-25. Затем сверло выводится из отверстия до плоскости отвода (G99) или исходной плоскости (G98).
Высокоскоростной цикл прерывистого сверления G73 работает аналогично циклу G83. Единственная разница заключается в том, что при высокоскоростном цикле сверло для удаления стружки выводится из отверстия не полностью. Это позволяет уменьшить машинное время обработки. Формат кадра для высокоскоростного цикла прерывистого сверления:
G73 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45
Многие СЧПУ позволяют указывать дополнительные адреса для более гибкой работы с циклами сверления. Внимательно прочитайте документацию к станку для понимания работы циклов и уточните использующиеся в них адреса. Когда программист задает глубину сверления в программе обработки, он рассчитывает ее относительно крайней кромки сверла. Очень часто на чертежах глубина отверстия указывается относительно прямой части сверла. В этом случае необходимо произвести несложный расчет для нахождения глубины крайней кромки.
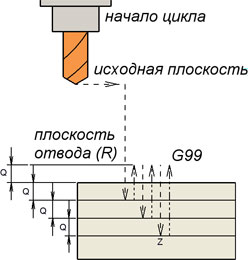
Схема цикла прерывистого сверления
Высота кромки сверла Н = радиус сверла R/tan (угол L/2).
Если на чертеже указана глубина до прямой части 40 мм, диаметр сверла равен 10 мм, а угол кромки равен 118°, тогда высота кромки H = 5/tan 59 (град.) = 5/1.664 = 3.004 мм. Следовательно, глубина сверления, которую необходимо указать в управляющей программе, равна 40 + 3.004 = 43.004 мм (Z-43.004).
Не нашли, что искали? Воспользуйтесь поиском: