ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Активация, подвод и отвод
Для того чтобы система ЧПУ успела выполнить смещение относительно запрограммированного контура, необходимо добавить к исходной траектории участок подвода. На этом участке происходит активация автоматической коррекции радиуса инструмента.
Большинству систем для активации коррекции требуется пройти расстояние, не меньшее величины радиуса инструмента. То есть если диаметр инструмента равен 9 мм, то, прежде чем приступить к обработке контура с коррекцией, необходимо запрограммировать прямолинейное перемещение на расстояние не менее 4,5 мм. Кстати, прежде чем активировать коррекцию на радиус, не забудьте выполнить компенсацию длины инструмента. Посмотрите внимательно на кадр N114 в созданной ранее программе:
N114G41D2X-9.F200
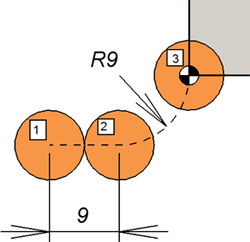 Рис. 9.9. Прямолинейный участок для активации коррекции и участок плавного подхода (по касательной) к контуру Рис. 9.9. Прямолинейный участок для активации коррекции и участок плавного подхода (по касательной) к контуру
|
В этом кадре находятся код G41, слово данных D2 и запрограммировано линейное перемещение в Х-9 (перемещение из позиции № 1 в позицию № 2). Код G41 включает коррекцию слева, D2 считывает значение радиуса инструмента из корректора № 2, а на участке прямолинейного перемещения происходит смещение инструмента влево относительно запрограммированного контура. Таким образом, к позиции № 2 инструмент подходит уже по смещенной (эквидистантой) траектории. Далее обычно программируют участок плавного подхода инструмента к обрабатываемому контуру – по касательной (из позиции № 2 в позицию № 3, к первой точке контура).
Следует заметить, что если подход к контуру осуществляется по прямой линии, то угол подхода должен быть не менее 90°.
Обязательным условием для активации коррекции является наличие именно прямолинейного перемещения на рабочей подаче. При попытке активировать коррекцию на радиус вместе с перемещением по дуге СЧПУ выдаст сообщение об ошибке. Поэтому сначала активируют коррекцию вместе с прямолинейным перемещением, а затем по дуге (или по прямой) осуществляют подход к контуру.
При работе с коррекцией на радиус есть ряд ограничений. Если запрограммированный радиус контура окажется меньше значения радиуса инструмента в корректоре, то СЧПУ может выдать сообщение об ошибке. Многие станки позволяют выполнять коррекцию на радиус только в плоскости X–Y. В некоторых случаях ошибкой будет считаться линейное перемещение с шагом, меньшим, чем значение радиуса инструмента в соответствующем корректоре. Ряд СЧПУ не позволяют, чтобы участок подхода к контуру был менее 90°.
Будьте внимательны при работе с адресом D. Многие СЧПУ хранят информацию о радиусе и длине инструмента в разных корректорах. В табл. 9.4 и 9.5 вы видите, что значения радиуса и длины каждого инструмента находятся в одной строке. Поэтому в УП мы указывали Н- и D-слова данных с одинаковыми числовыми значениями:
…
N108 G43 H2 Z100.
…
N114 G41 D2 X-9. F200
…
или
…
N108 G43 H1 Z100.
…
N114 G41 D1 X-9. F200
…
Возможна ситуация, когда значения радиуса и длины инструмента находятся в разных корректорах (строках) таблицы инструментов.
Область корректоров СЧПУ
| № корректора | Значение |
| 100,82 | |
| 87,67 | |
| 133,45 | |
| … | … |
| 4.5 | |
| 23.08 | |
| … | … |
В этом случае числовые значения для D- и Н-слов данных будут разными:
…
N108 G43 H2 Z100.
…
N114 G41 D102 X-9. F200
…
После того как инструмент обошел контур полностью, необходимо плавно отвести инструмент и отменить коррекцию при помощи кода G40 или D00. Как и в случае начального подвода инструмента к контуру, отвод от контура выполняется с теми же принципами и условиями. Оптимальный вариант – сначала отход по касательной, затем кадр, содержащий линейное перемещение с кодом отмены коррекции:
| … N124 G3 X59. Y-9. R9. N126 G1 G40 X68. … | Отход от контура по касательной Отмена коррекции на радиус |
Функция автоматической коррекции позволяет работать по одной программе инструментами с различным диаметром.
Однако, исходя из перечисленных ограничений, рекомендуется, чтобы расчетный и фактический диаметры инструмента отличались несильно. Например, вы рассчитывали работать фрезой диаметром 10 мм и соответствующим образом составили программу обработки. Вы смело можете изменить значение радиуса в корректоре с 5 мм до 4,5 мм и работать фрезой диаметром 9 мм. Но изменение значения радиуса в корректоре, например, на 30 мм может привести к сообщению об ошибке или зарезу контура.
Лекция №9
Основы эффективного программирования. Подпрограмма. Работа с осью вращения (4-ой координатной). Параметрическое программирование.
Не нашли, что искали? Воспользуйтесь поиском: