ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Основные способы пайки..
Способы пайки зависят от источников нагрева, габаритов и материала деталей.
Наибольшее распространение нашли следующие способы пайки: пайка в печах, индукционная пайка, газопламенна пайка, пайка паяльником, пайка бегущей волной.
Для обеспечении технологичности конструкции паянных соединений важнейшую роль играет правильный выбор типа соединения, способа и метода пайки.
Самыми распространёнными видами соединений являются стыковое и внахлёст, соприкасающееся, в тавр и угол. Соединения в стык Рис. 8.26. применяются достаточно редко, так как они чувствительны к вибрационным и ударным нагрузкам, плохо воспринимают изгибающие и крутящие моменты. Для увеличения прочности соединения используется пайка со скосом кромок, которая также относится к стыковой пайке но имеет большую площадь соединения.
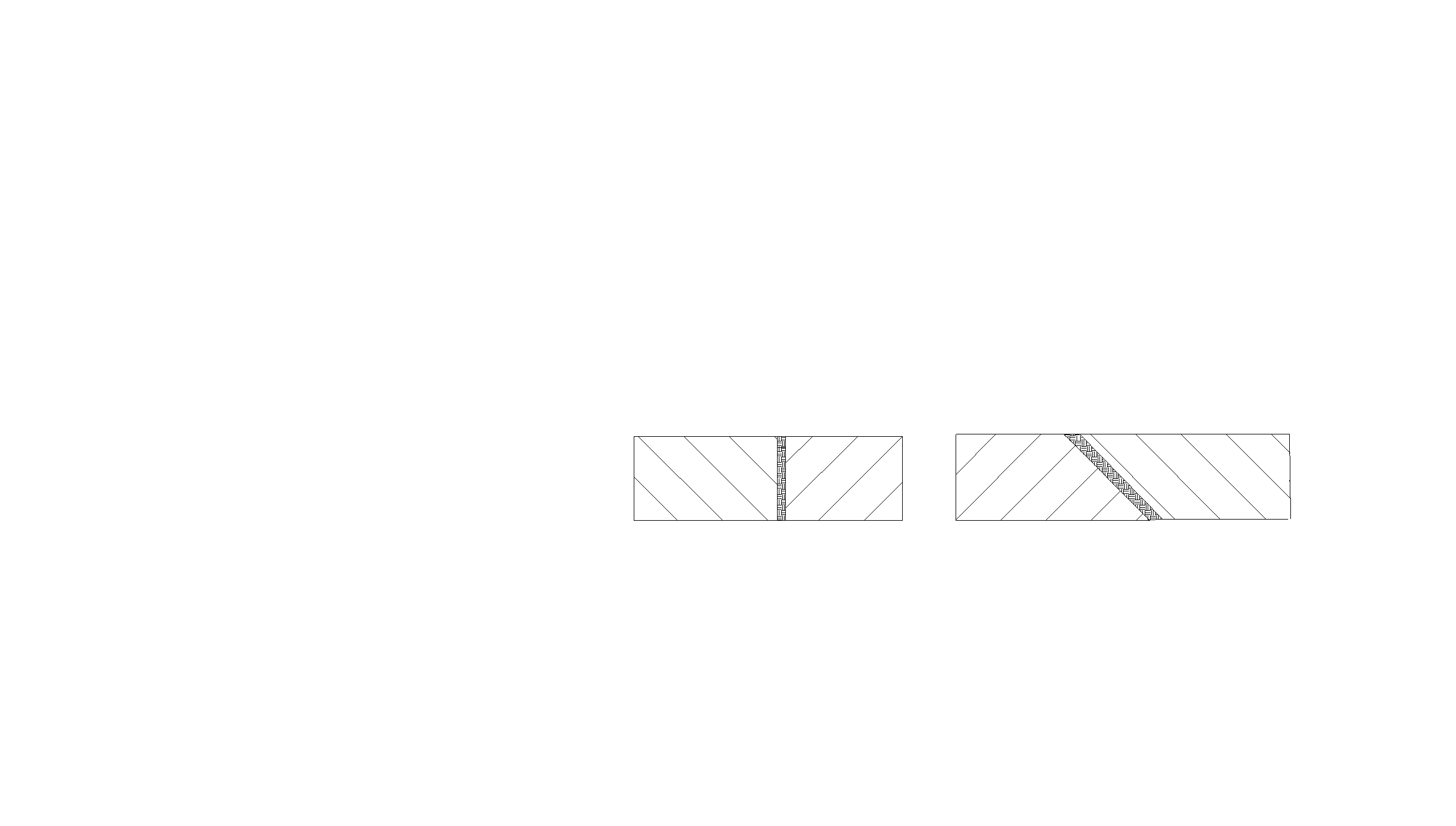
Рис. 8.26.
Соединение в нахлёст является наиболее распространенным, применяется не только для соединения листовых материалов, но и при пайке трубчатых соединений Рис.8.27.

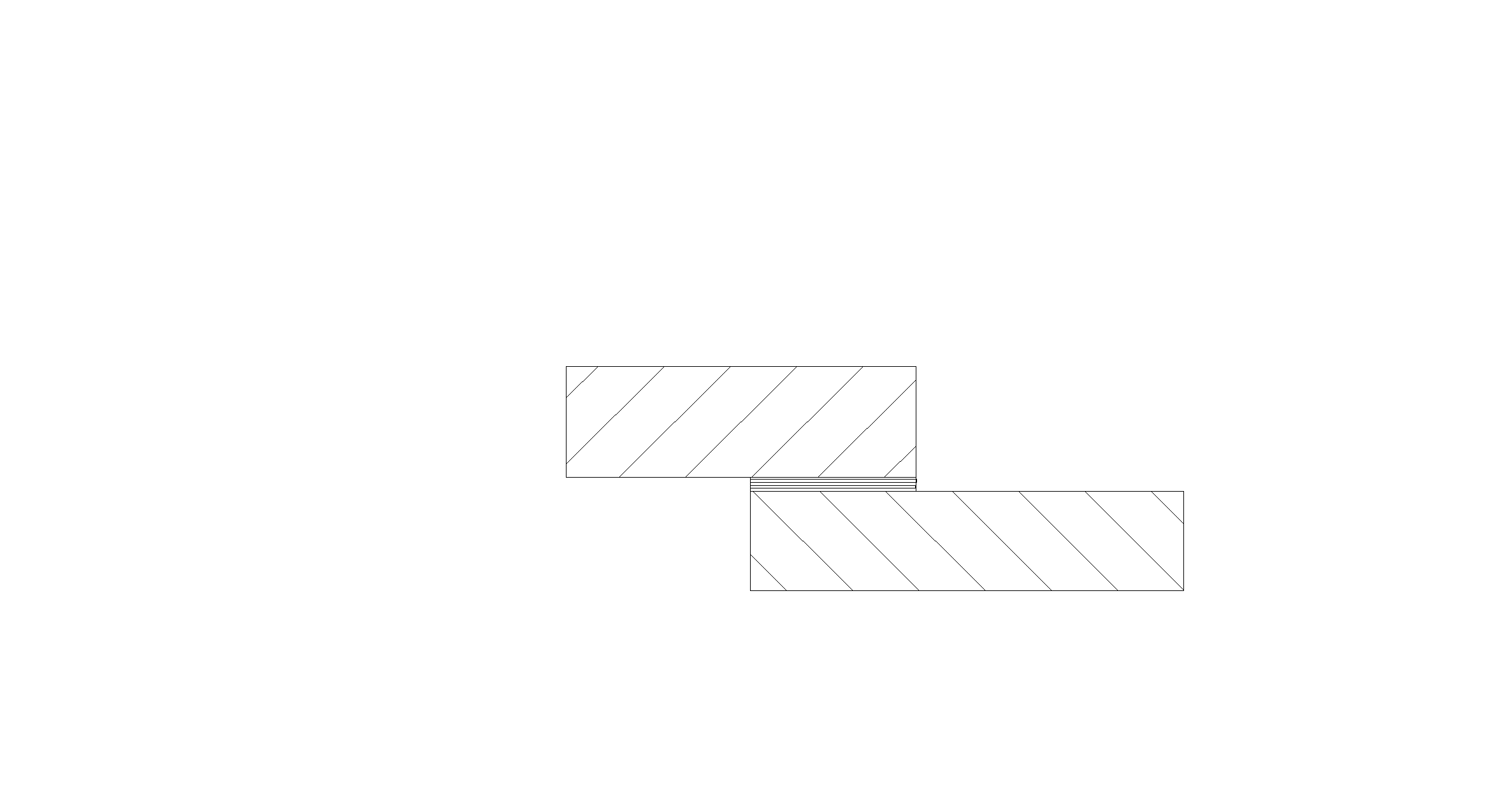
Рис. 8.27.
На рис 8.28. приведены некоторые варианты соединения пайкой соприкасающихся деталей и втавр, а на Рис 8.29 соединение в угол.

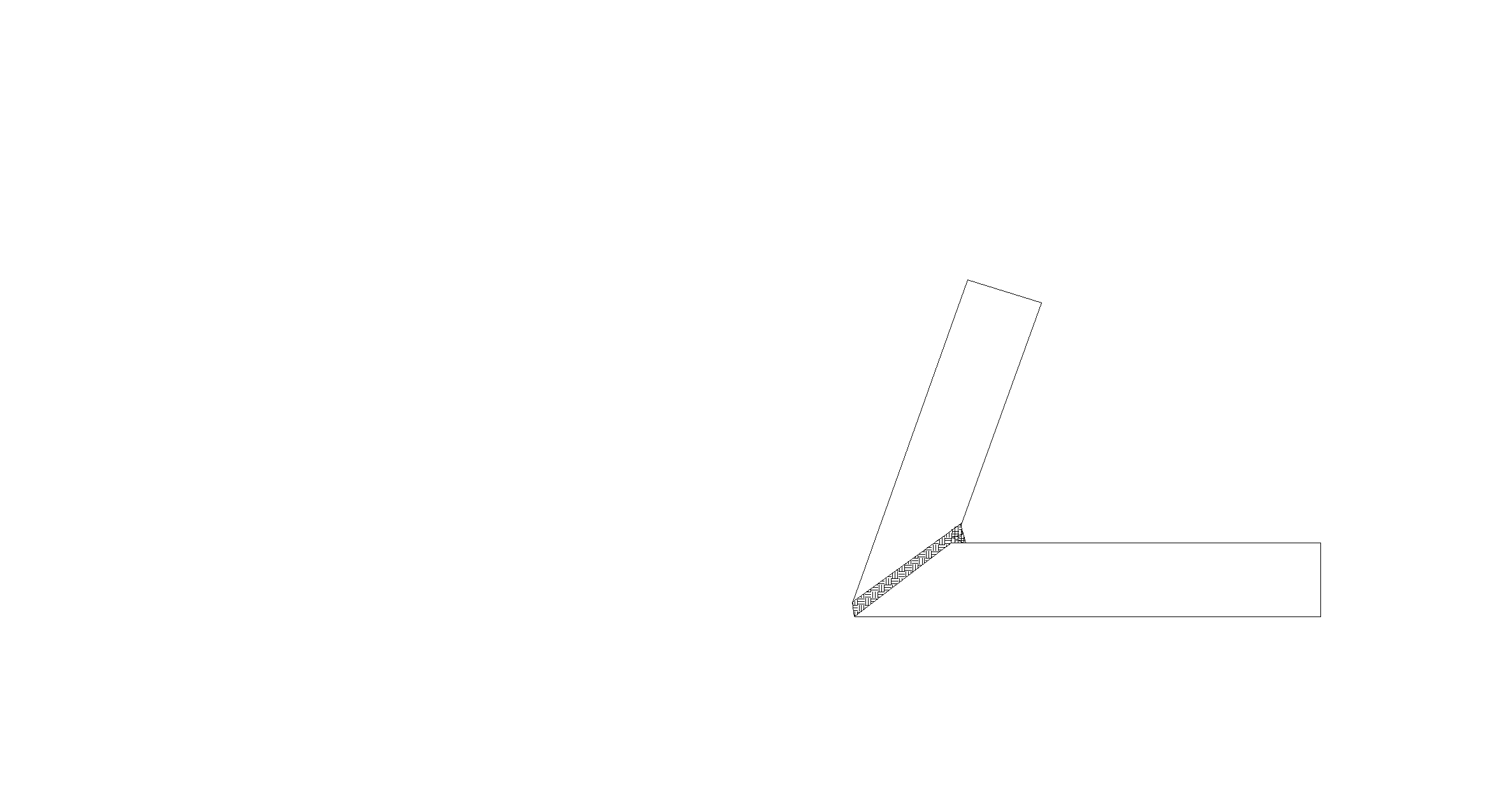 Рис. 8.28. Рис.8.29.
Рис. 8.28. Рис.8.29.
Соединение в угол и тавр применяются при пайке пересекающихся деталей. Прочность таких соединений в значительной степени зависит от пластичности паяного шва, модуля упругости паяемого метала и формы поверхности шва.
Пайка находит применение при изготовлении сотовых конструкций., это конструкции имеющие малую массу и большую жёсткость.Сотовая конструкция состоит из 2-х обшивок и сотового заполнителя, изготовленного из медной, алюминиевой фольги и соединённые между собой серебрянным припоем Рис.8.30.
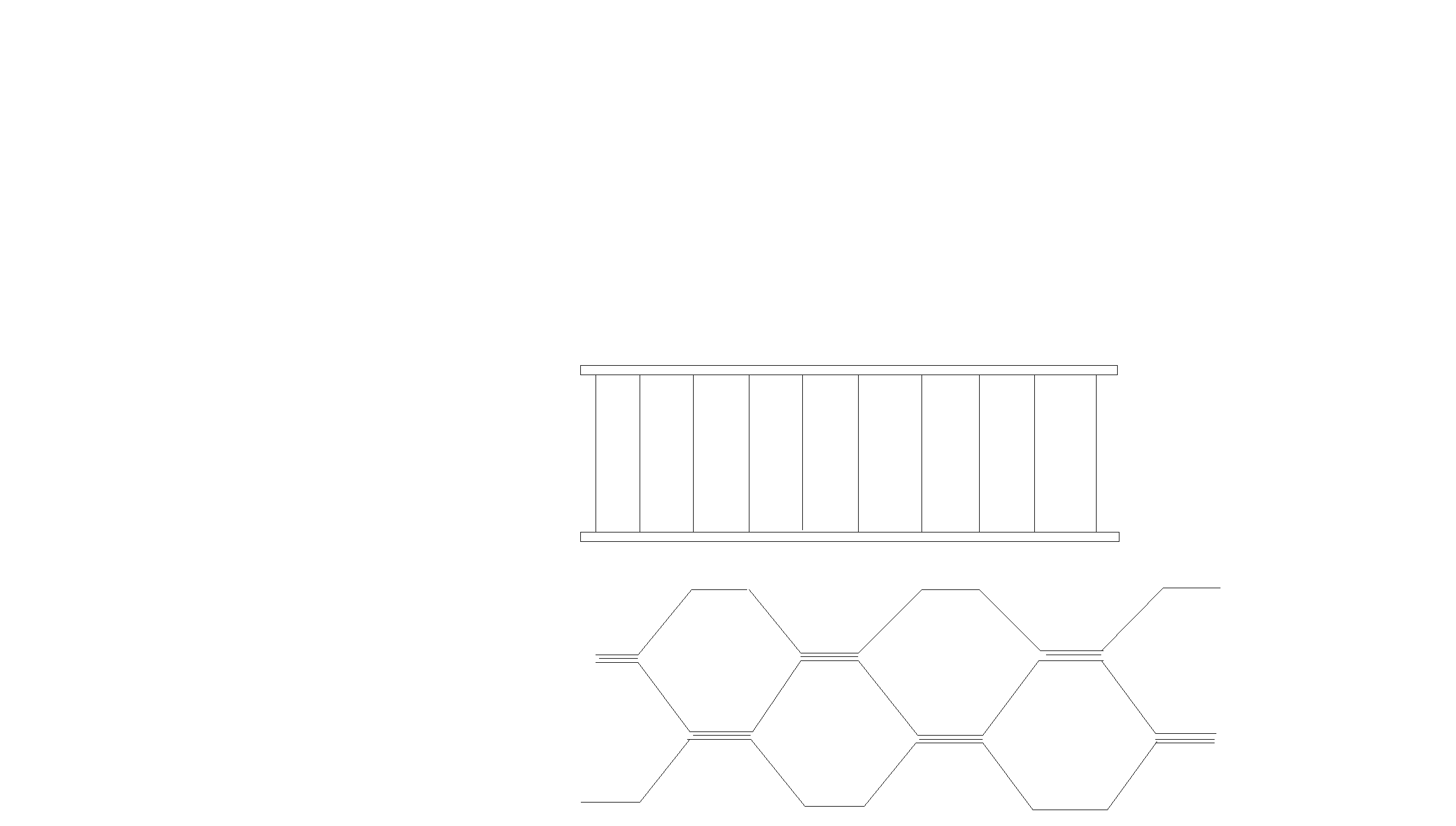
Рис. 8.30.
При пайке деталей необходимо соблюдать определённую величину зазоров между ними для лучшего проникания и смачивания соединяемых поверхностей см.. таблицу 8.4.
Таблица 8.4.
| № | Основной металл | Припой | Зазоры |
| Углеродистая сталь, нержавейка | Медь, серебро, латунь | 0,02 …0,15 0,005 … 0,3 | |
| Медь и медные сплавы | Серебро, медно цинковый | 00,03 …0,15 0,1 … 0,3 | |
| Титан | Серебро, серебренномарганцевистые | 0,05 …0,1 | |
| Алюминий и его сплавы | На основе алюминия | 0,1 …0,3 |
Не нашли, что искали? Воспользуйтесь поиском: