ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
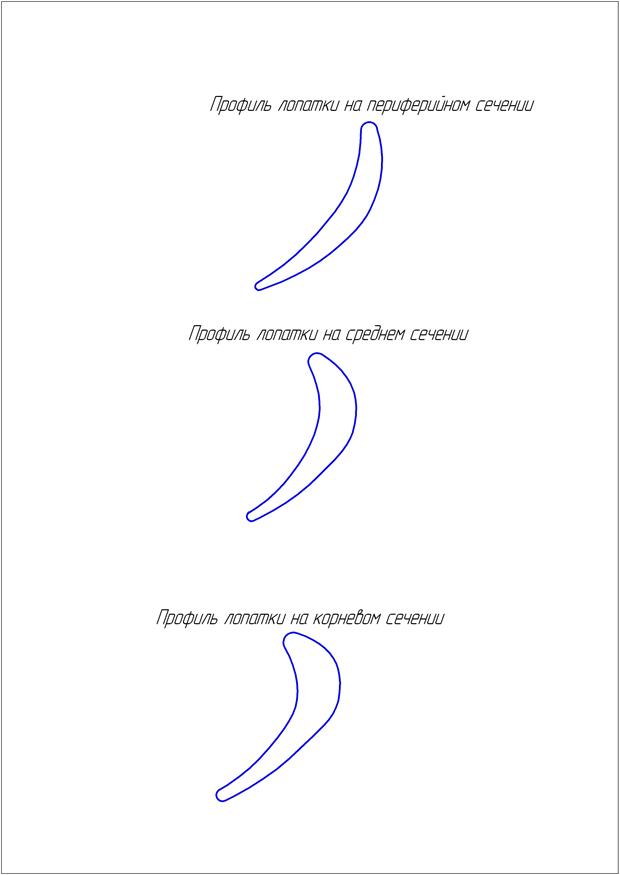
Профилирование лопатки ТВД.
1. Угол установки профиля.
gуст = 68,7 + 9,33×10-4 (b1 - b2) - 6,052 ×10-3 (b1 - b2)2
gуст кор. = 57,03°
gуст. ср. = 67,09°
gуст. пер. = 60,52°
2. Величина хорды профиля.
b Л.ср = S Л.ср / sin gуст.ср = 0,0381 / sin 67,09° = 0,0414 м;
b Л.корн = S Л.корн / sin gуст.корн = 0,0438 / sin 57,03° = 0,0522 м;
b Л.пер = S Л.пер / sin gуст.пер = 0,0347 / sin 60,52° = 0,0397 м;
S Л.корн= КS. корн∙ S Л.ср=1,15∙0,0381=0,0438 м2;
S Л.пер= КS. пер∙ S Л.ср=0,91∙0,0381=0,0347 м2;
3. Шаг охлаждаемой рабочей решетки.
 = К т ∙
= К т ∙ 
 =
= 
где  , К Л = 0,6 – для рабочих лопаток
, К Л = 0,6 – для рабочих лопаток
с учётом охлаждения
 = К т ∙ =1,13∙0,541=0,611
= К т ∙ =1,13∙0,541=0,611
где К т = 1,1…1,15
t Л.ср = b Л.ср ∙ =0,0414∙0,611=0,0253 м
Полученное значение t Л.ср следует уточнить, чтобы получить целое число лопаток в рабочей решетке, необходимое для прочностных расчетов элементов ТВД




5. Относительный радиус скругления выходной кромки лопаток выбирается в долях от шага решетки  2 = R2 / t (величина 2ср в среднем сечении представлена в табл. 3). В корневых сечениях величина 2 увеличивается на 15…20%, в периферийных сечениях уменьшается на 10…15%.
2 = R2 / t (величина 2ср в среднем сечении представлена в табл. 3). В корневых сечениях величина 2 увеличивается на 15…20%, в периферийных сечениях уменьшается на 10…15%.
Таблица 3
| Ступени | Относительный радиус 2ср
| |
| сопла | рабочих лопаток | |
| Первая охлаждаемая Вторая охлаждаемая Неохлаждаемая | 0,015…0,02 0,012…0,018 0,01…0,014 | 0,06…0,08 0,04…0,06 0,03…0,04 |
В нашем примере выбираем: 2ср = 0,07; 2корн = 0,084; 2пер = 0,06. Тогда радиусы скругления выходных кромок можно определить R 2 = 2 ∙ t для расчетных сечений: R 2ср = 0,07 ∙ 0,0252 = 1,76 ∙ 10-3 м; R 2корн = 0,084 ∙ 0,02323 = 1,95 ∙ 10-3 м; R 2л.пер = 0,06 ∙ 0,02721 = 1,63 ∙ 10-3 м.
6. Угол заострения выходной кромки охлаждаемых сопловых лопаток g2с = 6…8°; рабочих – g2л = 8…12°. Эти цифры в среднем в 1,5…2 раза больше, чем в неохлаждаемых лопатках. В нашем случае при профилировании рабочих лопаток назначаем g2л = 10º во всех расчетных сечениях.
7). Конструктивный угол на выходе из сопловых лопаток a1л = a1см; на выходе из рабочих лопаток b2л = b2см + ∆bк, где среднего сечения Dbк = 0;
для корневого Dbк = + (1…1,5)°; для периферийного Dbк = – (1...1,5)°, а a1см, b2см берутся из табл. 2. В нашем примере принимаем для рабочей решетки: Dbк = 1,5º; b2л.ср = 32º18′; b2л.кор = 36º5′; b2л.пер = 28º00′.
8). Угол отгиба выходного участка спинки профиля на среднем диаметре (затылочный угол) gзат = 6…20°: при М 2 £ 0,8 gзат = 14…20°; при М 2» 1, gзат = 10…14°; при МW  £ 1,35, gзат = 6…8°, где
£ 1,35, gзат = 6…8°, где 
 . В корневых сечениях gзат берется меньше указанных величин на 1…3°, в периферийных сечениях может достигать 30°.
. В корневых сечениях gзат берется меньше указанных величин на 1…3°, в периферийных сечениях может достигать 30°.
В нашем примере для рабочей решетки в среднем сечении
 ,
,
поэтому выбираем gзат.л.ср = 18º; gзат.л.корн = 15º; gзат.л.пер = 28º.
9). Радиус скругления входной кромки лопаток R 1. К моменту профилирования входной кромки длина хорды профиля приблизительно известна, поэтому удобно выбирать величину R 1 в долях от длины хорды. По статистическим данным на среднем диаметре для охлаждаемых лопаток: сопловых  = 0,06…0,8; рабочих –
= 0,06…0,8; рабочих –  = 0,045…0,065. Эти цифры в 1,4…1,8 раза больше, чем в неохлаждаемых. В корневых сечениях рабочих лопаток
= 0,045…0,065. Эти цифры в 1,4…1,8 раза больше, чем в неохлаждаемых. В корневых сечениях рабочих лопаток  увеличивают на 15…20 %, в периферийных – уменьшают на 10…15%.
увеличивают на 15…20 %, в периферийных – уменьшают на 10…15%.
В нашем примере выбираем для рабочей решетки:  ;
;  ;
;  . Тогда получим:
. Тогда получим:
 м;
м;
 ;
;
 .
.
Не нашли, что искали? Воспользуйтесь поиском: