ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Теоретические основы процесса получения МТБЭ
Содержание
Введение........................................................................................................... 3
1. Теоретические основы процесса получения МТБЭ.................................. 4
1.1 Химизм и механизм процесса.............................................................. 4
1.2 Роль термодинамики и кинетики в выборе условий процесса........... 5
1.3 Пути промышленного применения основного и побочных продуктов 5
2. Технологические основы процесса............................................................. 7
2.1 Требования к исходному сырью......................................................... 7
2.2 Обоснование выбора реактора............................................................ 8
2.3 Эскиз технологической схемы........................................................... 10
3. Технико-экономическая оценка процесса................................................ 17
3.1 Доступность, стоимость исходного сырья........................................ 17
3.2 Характеристика исходного сырья и продуктов с позиции техники безопасности и охраны окружающей среды........................................................................ 18
3.3 Эскиз технологической схемы........................................................... 19
3.4 Узкие места данной технологии......................................................... 20
Библиографический список........................................................................... 22
Введение
Дефицит и дороговизна бензина, ставшие актуальными в настоящее время, вынуждают искать новые октаноповышающие компоненты топлив.
Оксигенатные добавки используют для улучшения эксплуатационных свойств нефтяных топлив и сокращения расхода нефти на производство топлив для автомобилей. Более того оксигенаты снижают содержание токсичных веществ в выхлопных газах, увеличивая полноту сгорания углеводородов.
Взамен бензина в качестве моторного топлива нашли применение метанол и этанол, которые добавляют в количестве до 5% либо используют целиком вместо бензина. Низшие спирты обладают довольно высоким октановым числом (более 100), что позволяет использовать их в качестве присадок в автомобильном бензине. Однако от спиртов в качестве оксигенатов приходится отказываться вследствие того, что они обладают хорошей растворимостью в воде, которая присутствует в бензинах. Спирт переходит в водную фазу, в результате чего происходит нежелательное расслоение. Также метанол обладает более низкой теплотворной способностью и является весьма токсичным.
На данный момент наиболее высокими антидетонационными свойствами обладает метилтретбутиловый эфир. Он растворим в бензине и не переходит в водную фазу. У МТБЭ октановое число смешения достигает 135 04 в зависимости от углеводородного состава бензина, к которому он добавляется. Наибольшую антидетонационную эффективность эфир проявляет в составе бензинов прямой перегонки и каталитического риформинга. Кроме того, введение МТБЭ позволяет уменьшить нагарообразование и снизить токсичность топлив.[1]
Теоретические основы процесса получения МТБЭ
1.1Химизм и механизм процесса
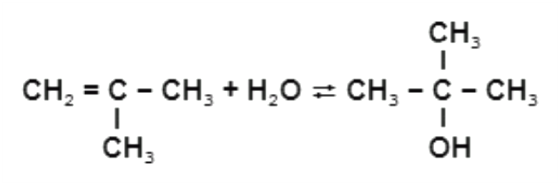
Реакция синтеза МТБЭ из изобутилена и метанола протекает, как и С- алкилирование, по цепному карбений ионному механизму с выделением 66 кДж/моль тепла, а ее равновесие смещается вправо при повышении давления и снижении температуры.
1. Первой стадией О-алкилирования метанола изобутеном является протонирование последнего гидрид ионом кислотного катализатора:

2.Образовавшийся третичный бутеновый карбениевый ион вступает в реакцию с метанолом (при его избытке):

3.Образовавшийся протон далее реагирует с изобутеном, как и в
стадии 1.
4.Причиной обрыва цепи может стать возврат протона к катализатору Н+ + А- = НА.
Помимо основной целевой реакции О-алкилирования, при синтезе МТБЭ протекают следующие побочные реакции:
1)димеризация изобутена с образованием изоохтиленд (димера изобутилена);

2)гидратация изобутилена водой, содержащейся в исходном сырье с образованием изобутилового спирта;
3)дегидроконденсация метанола с образованием диметилового эфира:
2 СН3ОН СН3ОСН3 + Н2О;
4)если в углеводородном сырье содержится изоамилен, то при его О-алкилировании с метанолом образуется третичный амиловый эфир (ТАЭ);
5)если в метаноле содержится этанол, то образуется этил-трет-бутиловый эфир (ЭТБЭ) и т.д.[2]
1.2 Роль термодинамики и кинетики в выборе условий процесса
Важными оперативными параметрами, влияющими на выход и качество МТБЭ, являются температура, давление, объемная скорость подачи сырья и соотношение метанол:изобутен. Закономерность влияния этих параметров на синтез МТБЭ примерно идентичны влиянию их на процесс С-алкилирования изобутана бутенами. Ниже приводим оптимальные пределы режимных параметров синтеза МТБЭ.
Температура в зоне реакции……..…………………………….60—70 o С
Давление….…………………………………………………….0,7—0,75 МПа
Объемная скорость подачи ББФ каталитического крекинга 1,5 ч-1
Соотношение метанол:изобутан ……………………………………..10:1
Кратность циркуляции
метанола к изобутену…….……………………………………………..9,4:1
При этих условиях в ректификационно-реакторном аппарате конверсия изобутилена составляет …..……………………………99,5 % масс.[2]
При понижении температуры ниже 60°С скорость реакции образования МТБЭ падает.
Повышение температуры более 80°С приводит к увеличению скорости протекания побочных реакций, с образованием повышенного количества третбутанола, а при нехватке в системе метанола, к образования димеров изобутилена.
Дальнейшее повышение температуры в слоях катализатора, свыше 110°С, приводит к спеканию катализатора.
С повышением давления продукта в реакторе растет доля жидкой фазы в реакционной смеси, химическое равновесие реакции смещается в сторону образования МТБЭ.
Оптимальным давлением продукта для процесса синтеза МТБЭ является давление в 1,0 МПа.
Существующий в типовых реакторах противоток жидкой и газовой фаз, способствует быстрому выведению образовавшегося МТБЭ из зоны реакции (со слоев катализатора) для предотвращения обратной реакции, реакции распада МТБЭ на исходные продукты.
1.3 Пути промышленного применения основного и побочных продуктов
Применяется в качестве добавки к моторным топливам, повышающей октановое число бензинов (антидетонатор). Максимальное законодательное содержание МТБЭ в бензинах Европейского союза — 15 %, в Польше — 5 %, в России — 15 %. В России в среднем составе бензинов содержание МТБЭ составляет до 6 % для АИ92 и до 15 % для АИ95, АИ98.
МТБЭ широко применяется в производстве высокооктановых бензинов, при этом выступает как нетоксичный, но менее теплотворный высокооктановый компонент и как оксигенат (носитель кислорода), способствующий более полному сгоранию топлива и предотвращению коррозии металлов. Мировое потребление МТБЭ находится на уровне 20-22 млн т. в год.
Изобутиловый спирт применяется в различных областях и, благодаря низкой стоимости, может служить заменой бутанолу-1. Он используется в качестве растворителя, добавки к нитроцеллюлозе и резинам, осушителя, компонента чернил для печати.
Диметиловый эфир:
· Используется для метилирования ароматических аминов
· Используется для получения диметилсульфата
· Пропеллент для аэрозольных баллонов
· Растворитель и экстрагент
· Хладагент
· Топливо для газовой сварки и резки
· Многоцелевое топливо[3]
Не нашли, что искали? Воспользуйтесь поиском: