ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Размеры стержня боров для разных типов наконечников
| Тип наконечника | Длина стержня бора в мм | Диаметр стержня в мм | Форма стержня |
| Прямой | 2,35 | Имеют гладкий стержень | |
| Угловой | 2,35 | На конце стержня имеют циркулярную прорезь для закрепления в угловом наконечнике | |
| Турбинный | 1,6 | Стержень гладкий. Торец хвостовой части бора должен быть закруглен (чтобы не повреждать фиксирующую втулку) |
Форма рабочей части имеет множество разновидностей, в зависимости от функционального предназначения инструмента (рис.3 и табл.5). Поверхность рабочей части может быть выполнена из разных материалов (сталь, корунд, алмазная крошка и др.).
Таблица 5
Назначение боров
| Наименование боров по форме рабочей части | Назначение боров |
| Шаровидные | Предназначены для раскрытия и расширения кариозной полости, удаления некротического дентина, формирования полукруглых ретенционных пунктов на дне и стенках полости, расширения устьев корневых каналов, вскрытия полости зуба, иссечения фиссур |
| Фиссурные боры: – цилиндрические; – конусовидные (прямо-усеченные); – обратно-конусовидный (обратно-усеченный) | Для формирования отвесных стенок, прямых углов, плоского дна. Для раскрытия и расширения полости; создания дивергиру- ющих (когда дно полости уже, чем входное отверстие) стенок полости Для формирования плоского дна полости, создания «подрезок» острых углов, придания полости ретенционной формы |
| Колесовидные | Создание ретенционных линейных подрезок на стенках кариозной полости (в пределах дентина) |
| Грушевидный (обратно-конусный с полусферой на торце по ISO) | Применяются там, где необходимо скруглить углы, сформировать слегка дивергирующие стенки |
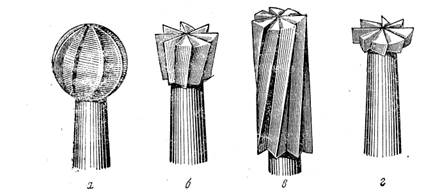
Рис.3. Боры различной формы: а) шаровидный; б) конусовидный
(обратноконусный); в) цилиндрический; г) колесовидный.
С 1986 года Международной организацией стандартизации (ISO) характеристика дентальных вращающихся (ротационных) инструментов заключена в 15-значном цифровом коде. Код разделен на 4 части (группы). Каждая из групп цифр имеет буквенное обозначение: А, ВС, Д, Е.
Группа А. Под буквой А объединены 3 цифры (1,2,3), которые несут информацию о характере материала, из которого изготовлена головка (рабочая часть) инструмента.
Коды 310-350 – это различные марки стали.
Обычные стальные боры имеют код 310.
Коды 330,340 свидетельствуют о том, что применена сталь, обладающая повышенными антиоксидантными свойствами (чаще из такого материала изготавливают фрезы для хирургии). Стальные боры могут эффективно резать только дентин и только на небольших скоростях (до 3 тыс. об./мин.), так как при высоких скоростях (более 10-12 тысяч об/мин) при препарировании эмали на режущих краях бора создаются очень высокие температуры, приводящие к их оплавлению и полной потере эффективности.
Код 500 подтверждает, что головка и прилегающая часть шейки изготовлены из карбид-вольфрама (сплав появился в 1947 году с помощью порошковой металлургии), заключенного в матрицу из кобальта и никеля; головка приваривается к стержню (при работе это механически слабое место бора). Боры, фрезы, финиры из этого материала, как правило, называют «твердосплавные», «высокооборотные». Эти инструменты обладают высокой режущей способностью и длительным сроком эксплуатации. Они универсальны и годятся для обработки многих материалов, лечения зубов и протезирования (эти боры могут эффективно резать не только дентин, но и эмаль, хромоникелевую сталь, серебряно-палладиевый сплав, амальгаму).
Код 506 – это разновидность твердосплавного инструмента, покрытого нитридом титана с целью повышения режущей эффективности. Внешне они выглядят необычно, «под золото».
Номер группы по ISO 800 – алмазное абразивное зерно. Последняя цифра кода свидетельствует о методе крепления алмазного зерна к металлу головки. Наиболее часто при производстве алмазных инструментов используется гальванический метод связи – такой тип связи обозначается цифрой 6.
Все алмазные инструменты, производимые по такой технологии, имеют обозначение первой группы кода – 806 (80 означает, что материалом рабочей части является алмазное зерно, а 6 – гальванический метод связи зерна с корпусом инструмента). Код 807 – обозначает соединение алмазного зерна иными методами, например, «спеченный алмаз».
Ассортимент алмазных боров очень велик, поэтому зачастую трудно выбрать необходимый инструмент.
Наиболее важные критерии при выборе алмазных боров:
1. Материал, используемый для покрытия (натуральный или синтетический алмаз).
Предпочтительно использовать боры с покрытием из природного алмаза, так как у кристаллов синтетического алмаза в процессе обработки материала происходит притупление режущих кромок, а у природного алмаза этот процесс идет крайне медленно. Срок службы у боров с покрытием из природного алмаза в 2-3 раза больше, чем у боров с синтетическим алмазом.
2. Толщина покрытия.
Боры с однослойным покрытием имеют невысокую износостойкость. Более долговечны и эффективны боры, имеющие полутора-двухслойное покрытие. Заслуживают внимание алмазные боры производства фирмы «Дитекс Дентал АГ» (Швейцария). При производстве этих боров наносится толстый слой натуральной алмазной крошки на стальной сердечник. Индикатором состояния бора является «золотое» покрытие рабочей части (до тех пор, пока сохраняется золотой цвет головки, боры можно использовать).
3. Форма рабочей части.
Предпочтение следует отдавать борам с закругленными гранями.
4. Форма и диаметр хвостовика.
В большинстве стоматологических учреждений используются турбинные наконечники, в которых фиксация бора осуществляется зажатием его в полиэтиленовую втулку. Предъявляются жесткие требования к диаметру хвостовика бора: если он толще – бор не вставляется в наконечник, если тоньше – не фиксируется, поэтому при приобретении боров целесообразно проверить их диаметр при помощи наконечника. Кроме того, торец хвостовой части должен быть закруглен (в противном случае он будет повреждать фиксирующую втулку).
5. Соотношение «цена/качество».
Не всегда цена бора соответствует его качеству. Большинство отечественных боров по этому показателю не уступают лучшим зарубежным образцам. Кроме обычных алмазных боров на стоматологическом рынке имеются боры «ТДА» и боры типа «Черный алмаз».
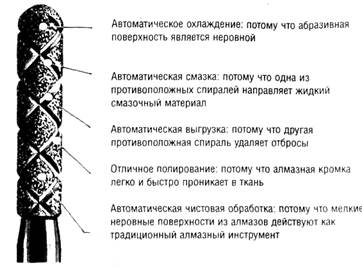
Рис. 4. Свойства бора «ТДА» (по данным фирмы «North Bel»)
Боры «ТДА» имеют оригинальную структуру пересекающихся спиральных каналов (рис. 4). Преимущества таких боров:
– высокая скорость и точность обработки;
– эффективное охлаждение тканей;
– немедленное удаление продуктов распада;
– долговечность.
Алмазные боры типа «Черный алмаз» имеют черный связующий слой, резко контрастирующий с тканями зуба, что улучшает видимость, уменьшает утомление зрения врача-стоматолога.
В последнее время повысился интерес врачей-стоматологов к одноразовым алмазным борам. Они отличаются от многоразовых толщиной связующего слоя (рис.5).
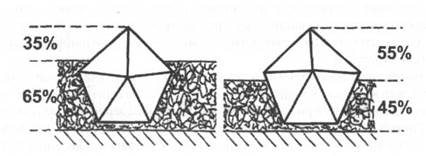
Рис. 5. Толщина связующего слоя у одноразовых алмазных боров
У одноразовых боров алмазные зерна утоплены в связующий слой только на 45%, у многоразовых – скрыто 65% поверхности алмазного зерна.
За счет того, что алмазное зерно больше обнажено, абразивная способность одноразового бора выше, скорость резки – больше. Это позволяет уменьшить давление на бор, а, следовательно, снизить перегрев и повреждение тканей зуба. В то же время алмазное покрытие этих боров нестойкое, и бор необходимо выбрасывать после однократного применения. Одноразовые боры поставляются в стерильных упаковках. Одноразовые боры дешевле многоразовых примерно в 4 раза.
Фирма «SS White» – один из производителей одноразовых алмазных боров указывает на их следующие преимущества:
1. Повышенная абразивная способность обеспечивает максимальную эффективность бора, а, следовательно, значительно сокращает время пребывания пациента на приеме. Высокая абразивная способность также не позволяет бору перегреваться и существенно уменьшает вибрацию.
2. Отпадает необходимость тратить время на стерилизацию инструмента.
3. Использование одноразовых инструментов уменьшает риск взаимного инфицирования врача и пациента.
Коды 613-695 – различные абразивные материалы (корунд: 610-638, силикон: 650-658 и так далее). Абразивные инструменты на основе этих материалов в терапевтической стоматологии применяются в основном для обработки пломб, а также для полирования поверхности зубов после удаления минерализированных зубных отложений.
Группа BC (4, 5 и 6 цифры). Вторая группа цифр отражает характеристику хвостовика вращающего (ротационного) инструмента (В – 4 и 5 цифры) и общую длину инструмента (С – 6 цифра).
Все ротационные инструменты в зависимости от функционального предназначения могут иметь разную длину, диаметр и тип соединения хвостовика с наконечником.
Выделяют 3 основных типа соединения хвостовика с наконечником, которые имеют соответствующий ISO номер во 2 группе цифрового кода. Кроме того, широкое распространение получило обозначение каждого типа соединения латинскими буквами.
Ротационные инструменты, используемые в работе с прямыми наконечниками, согласно ISO, имеют номер 104 (или буквенное обозначение – наиболее часто встречается НР (NTJ)). Некоторые фирмы обозначают буквами Н, PM или HST. Диаметр хвостовика составляет 2,35 мм, а длина инструмента в пределах 44-53 мм в зависимости от длины рабочей части.
В угловых наконечниках, где вращение инструмента осуществляется путем передачи движущей энергии непосредственно с электро- или пневмомотора через систему зубчатых соединений, возможно использование инструментов только с хвостовиками, имеющими на конце специальную прорезь.
Диаметр хвостовика инструментов составляет 2,35 и является стандартным для всех производителей. При стандартной длине 22мм инструменты имеют номер JSO 204, или буквенный код; наиболее часто применяется обозначение RA (иногда в проспектах можно встретить обозначение W,AD, CA, WST). В зависимости от функционального предназначения инструмента его длина м. б. разной. При длине инструмента 26мм номер по ISO будет 205, а буквенное обозначение м. б. RAL или RA SL. Некоторые фирмы Швейцарии производят боры для углового наконечника длиной 15, 22,6 и 28 мм. Однако, независимо от возможных изменений второй и третьей цифры номера по ISO, первая цифра этой группы всегда будет постоянной – 2.
Именно эта первая цифра данной группы указывает на то, что инструмент м. б. использован только при работе с угловым наконечником, удерживающим инструмент посредством фиксатора, входящего в проточку торцевой части хвостовика инструмента.
В турбинных наконечниках ротационные инструменты фиксируются вследствие трения (Friction Grip – фрикционное закрепление) без каких-либо технических приспособлений. Поэтому для буквенного обозначения этой группы инструментов выбраны буквы FG. По ISO этой группе инструментов соответствует первая цифра 3 трехзначного номера. Диаметр хвостовика всех инструментов данной группы стандартный – 1,6 мм ± 0,01 мм.
Длина инструментов в данной группе м. б. различной. Длине инструмента 16 мм соответствует номер по ISO 313 и буквенное обозначение FGM. Для их использования необходим турбинный наконечник со специальной маленькой головкой. Короткий хвостовик делает возможной работу в труднодоступных местах препарирования и работу в полости рта ребенка.
Наиболее часто встречающаяся длина инструментов данной группы 19 мм, по ISO – 314 (FG). Длинные инструменты, 21 мм имеют номер по ISO 315; сверхдлинные, 25 мм – номер 316 и 30 мм – 317.
Торцевая часть хвостовика инструмента для турбинного наконечника м. б. плоской или закругленной. В клинической практике наиболее удобны инструменты с закругленной торцевой частью. Они легче вставляются в турбину наконечника и не повреждают фиксирующую втулку.
Боры производителей, имеющих сертификат ISO, как правило, имеют на хвостовике кольцеобразную цветовую кодировку, обозначающую размер зерна алмазной крошки на рабочей части. Она м. б. выполнена в виде канавки или незначительной выпуклости на теле хвостовика. У некоторых фирм (NTI) выпуклая маркировка имеет несколько предназначений. Одно из них указывает на оптимальную глубину введения бора в турбину наконечника. Другое предназначение маркировочного выпуклого кольца – закрывает канал турбины и предохраняет его от попадания частиц обрабатываемых материалов и тканей. Некоторые трудности могут возникнуть с фиксацией бора со средней величиной зернистости рабочей поверхности (М). Боры этой группы не имеют цветовой маркировки на хвостовике.
Группа Д. В шести цифрах этой группы заключена информация о форме рабочей части (7,8,9 цифры) и типе режущей рабочей части или типе зернистости абразивного материала (10,11,12 цифры) (табл.6).
Для боров, фрез, финиров – это строение режущей грани, для шлифующих инструментов – размер абразивных частиц.
7,8,9 – форма рабочей поверхности ротационных инструментов является одной из их характеристик, которая имеет наибольшее число вариаций, обусловленных функциональным предназначением каждого конкретного инструмента.
Разные производители предлагают в своих каталогах от 20 до 50 модификаций форм рабочих поверхностей инструментов.
Таблица 6
Не нашли, что искали? Воспользуйтесь поиском: