ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Выбор класса точности поковки
| Основное деформирующее оборудование, технологические процессы | Класс точности | ||||
| Т1 | Т2 | Т3 | Т4 | Т5 | |
| Кривошипные горячештамповочные прессы: открытая (облойная) штамповка закрытая штамповка выдавливание Горизонтально-ковочные машины Прессы винтовые, гидравлические Горячештамповочные автоматы Штамповочные молоты Калибровка объемная (горячая и холодная) Прецизионная штамповка | + + | + + + | + + + | + + + + + | + + + + |
2.5. Выбор степени сложности поковок
2.5.1. Степень сложности является одной из конструктивных характеристик формы поковок, качественно оценивающей ее и используется при назначении припусков и допусков.
2.5.2. Степень сложности определяют путем вычисления отношения массы (объема) G п поковки к массе (объему) G ф геометрической фигуры, в которую вписывается форма поковки. Геометрическая фигура может быть шаром, параллелепипедом. цилиндром с перпендикулярными к его оси торцами или другой правильной призмой (рис 9). При вычислении отношения Gп / Gф принимают ту из геометрических фигур, масса (объем) которой наименьший.
2.5.3. При определении размеров описывающей поковку геометрической фигуры допускается исходить из увеличения в 1,05 раза габаритных линейных размеров детали, определяющих положение ее обработанных поверхностей.
2.5.4. Степеням сложности поковок соответствуют следующие численные значения отношения Gп / Gф:
С1 – свыше 0,63;
С2 – от 0,32 до 0,63;
СЗ – от 0,16 до 0,32;
С4 – менее 0,16.
Определение степени сложности поковки

Рис. 9
2.5.5. Степень сложности С4 устанавливается для поковок с тонкими элементами, например, в виде диска, фланца, кольца (рис. 10), в том числе с пробиваемыми перемычками, а также для поковок с тонким стержневым элементом, если отношения t/D; t/L; t/(D-d) не превышают 0,20 и t не более 25 мм (где D – наибольший размер тонкого элемента, t – толщина тонкого элемента, L – длина тонкого элемента, d – диаметр элемента поковки, толщина которого превышает величину t).
Поковки с тонкими элементами
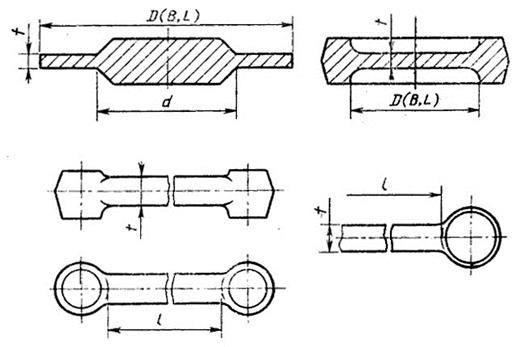
Рис. 10
2.5.6. Для поковок, полученных на горизонтально-ковочных машинах, допускается определять степень сложности формы в зависимости от числа переходов:
С1 – не более чем при двух переходах;
С2 – при трех переходах;
СЗ – при четырех переходах;
С4 – более чем при четырех переходах или при изготовлении на двух ковочных машинах.
2.5.7. Ориентировочную величину массы поковки (Мп.р) допускается вычислять по формуле
 ,
,
где Мд – масса детали, кг;
Кр - расчетный коэффициент, определяемый в соответствии с табл. 3
Таблица 3
Коэффициент Кр для определения ориентировочной расчетной массы поковки
| Группа | Характеристика детали | Типовые представители | Кр |
| Удлиненной формы | |||
| 1.1 | С прямой осью | Валы, оси, цапфы, шатуны | 1,3 – 1,6 |
| 1.2 | С изогнутой осью | Рычаги, сошки рулевого управления | 1,1 – 1,4 |
| Круглые и многогранные в плане | |||
| 2.1 | Круглые | Шестерни, ступицы, фланцы | 1,5 – 1,8 |
| 2.2 | Квадратные, прямоугольные, многогранные | Фланцы, ступицы, гайки | 1,3 – 1,7 |
| 2.3. | С отростками | Крестовины, вилки | 1,4 – 1,6 |
| Комбинированной (сочетающей элементы групп 1 и 2-й) конфигурации | Кулаки поворотные, коленчатые валы | 1,3 – 1,8 | |
| С большим объемом необрабатываемых поверхностей | Балки передних осей, рычаги переключения коробок передач, буксирные крюки | 1,1 – 1,3 | |
| С отверстиями, углублениями, поднутрениями, не оформляемыми в поковке при штамповке | Полые валы, фланцы, блоки шестерен | 1,8 – 2,2 |
Не нашли, что искали? Воспользуйтесь поиском: