ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Способы обработки наружных и внутренних поверхностей для достижения заданных параметров точности и шероховатости
Для заданного варианта (рисунки 2.1, 2.2, 2.3, таблицы 2.1, 2.2, 2.3):
1. Изобразить эскиз детали с указанием заданных обозначений размеров и шероховатости поверхностей.
2. Расшифровать все обозначения, изображенные на эскизе.
3. Определить предельные отклонения для заданных номинальных размеров и числовые значения допуска.
4. Назначить способы обработки, удовлетворяющие заданным квалитетам точности и параметрам шероховатости.
5. Определить технологические допуски на заданные размеры.
Примечание: материал детали - сталь 45 ГОСТ 1050-88.
Таблица 2.1 – Варианты заданий
| Вариант | Обрабатываемые поверхности | |||||
| А | Б | В | Г | Д | Е | |
| Размер, шероховатость Ra для каждой поверхности | ||||||
| Æ32Н13 | Æ40Н9 6,3 | |||||
| Æ45G11 20 | Æ54m8 1,25 | |||||
| Æ12Н12 15 | Æ66s7 3,2 | |||||
| Æ25Н12 20 | Æ35р9 6,3 | |||||
| Æ40В10 15 | Æ48g7 1,25 | |||||
| Æ10Н11 10 | Æ55jS7 4,0 | |||||
| Æ20Н10 15 | Æ35Н8 2,25 |
Продолжение таблицы 2.1
| Æ35D10 10 | Æ32r9 4,0 | |||||
| Æ8Н13 25 | Æ60h8 6,3 | |||||
| Æ35E11 | Æ54t7 1,25 |
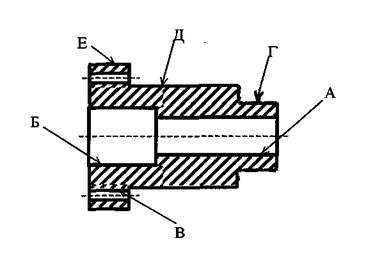
Рисунок 2.1 – Эскиз детали с указанием заданных обозначений размеров и шероховатости поверхностей
Таблица 2.2 – Варианты заданий
| Вариант | Обрабатываемые поверхности | |||||
| А | Б | В | Г | Д | Е | |
| Размер, шероховатость Ra для каждой поверхности | ||||||
| Æ35М6 0,2 | Æ68h10 15 | |||||
| Æ6Н13 25 | Æ40n7 4,0 | |||||
| Æ60А10 6,3 | Æ85s7 1,2 |
Продолжение таблицы 2.2
| Æ45N8 1,25 | Æ90е13 20 | |||||||||||
| Æ10Н11 20 | Æ38g6 1,6 | |||||||||||
| Æ54Н13 | Æ90Н9 6,3 | |||||||||||
| Æ25Е11 20 | Æ55р8 1,25 | |||||||||||
| Æ14Н12 15 | Æ60r7 3,2 | |||||||||||
| Æ35Н11 20 | Æ65n9 6,3 | |||||||||||
| Æ24Н10 15 | Æ45h7 1,25 | |||||||||||

Рисунок 2.2 – Эскиз детали с указанием заданных обозначений размеров и шероховатости поверхностей
Таблица 2.3 – Варианты заданий
| Вариант | Обрабатываемые поверхности | ||||||||
| А | Б | В | Д | Е | |||||
| Размер, шероховатость Ra для каждой поверхности | |||||||||
| Æ12Н13 | Æ54m8 1,6 | ||||||||
| Æ20Н10 15 | Æ40s8 2,0 | ||||||||
| Æ35В10 10 | Æ63t9 4,0 | ||||||||
| Æ8Н13 | Æ60h8 6,3 | ||||||||
| Æ35А11 | Æ50g7 1,25 | ||||||||
| Æ40N6 1,2 | Æ70h10 | ||||||||
| Æ6Н13 | Æ45е7 4,0 | ||||||||
| Æ54G13 | Æ90n9 6,3 | ||||||||
| Æ45М8 1,25 | Æ90h13 | ||||||||
| Æ10Н11 | Æ38m6 1,2 | ||||||||
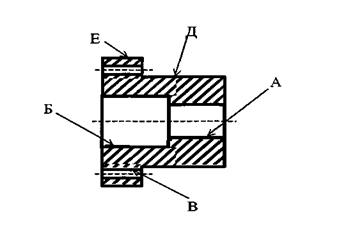
Рисунок 2.3 – Эскиз детали с указанием заданных обозначений размеров и шероховатости поверхностей
Пример выполнения
1.

2. Поверхность 1 с номинальным размером 38 мм выполнена по IT6 с полем допуска m6 и шероховатостью Ra l.2, поверхность 2 с номинальным размером 10 мм представляет собой отверстие и выполняется по IT11 с полем допуска H11 и шероховатостью Ra20.
Н - основное отклонение для отверстия,
m - основное отклонение для вала, свидетельствующее об использовании переходной посадки при установке данной детали по размеру 38 в отверстие.
3. 38m6  (см. [2] или [3])
(см. [2] или [3])
10Н11  (см. там же)
(см. там же)
Допуск на размер 38 Тd = 0,016 мм.
Допуск на размер 10 ТD = 0,090 мм
4. Размер 10Н11 с Ra20 получаем (таблица 2.4) путем сверления:
Ra IT
25 - 0,8 11
Размер 38 m6 с Ra l.2 получаем, проводя следующие виды обработки:
Ra IT
Обтачивание
черновое 50-6,3 12
получистовое 25-1,6 11
чистовое 6,3 - 0,4 8
Обтачивание
тонкое 1,6-0,2 6
5. Технологические допуски:
на размер Æ38 (см. табл.4 для размеров св.30 до 50 мм) Т=0,016 мм,
на размер Æ10 (см. табл.5 для размеров св.6 до 10 вкл.) Т=0,090 мм.
Технологические допуски не превышают конструкторские допуски, заданные в чертеже. Следовательно, выбранные виды обработки обеспечат требуемую точность и шероховатость заданных размеров.
В случае, если технологические допуски превышают конструкторские допуски, следует назначить отделочные методы обработки: шлифование, развертывание, протягивание и другие методы обработки.
Таблица 2.4 – Экономические способы обработки поверхностей
| Вид обработки | Параметр шероховатости Rа | Квалитет точности |
| При обработке наружных цилиндрических поверхностей | ||
| Обтачивание | ||
| Черновое | 50-6,3 | 14, 13, 12 |
| Получистовое (однократное) | 25 - 1,6 | 13, 12, 11 |
| Чистовое | 6,3-0,4 | 10, 9, 8 |
| Тонкое | 1,6-0,2 | 9, 8, 7, 6 |
| Шлифование: | ||
| Предварительное | 6,3-0,4 | 9, 8 |
| Чистовое | 3,2-0,2 | 7, 6 |
| Тонкое | 1,6-0,1 | 6, 5 |
| Притирка | 0,8-0,1 | 5, 4 |
| Обкатывание | 0,8 - 0,05 | |
| При обработке внутренних цилиндрических поверхностей | ||
| Сверление (рассверливание) | 25-0,8 | 9-13 |
| Зенкерование: | ||
| Черновое | 25 - 6,3 | 12, 13 |
Продолжение таблицы 2.4
| Однократное | 25 - 0,4 | 10- 13 |
| Чистовое | 25 - 0,4 | 8, 9 |
| Развертывание: | ||
| Нормальное | 12,5-0,8 | 10, 11 |
| Точное | 6,3-0,4 | 7-9 |
| Тонкое | 3,2-0,1 | 5, 6 |
| Протягивание: | ||
| Черновое | 12,5-0,8 | 10, 11 |
| Чистовое | 6,3-0,2 | 6-9 |
| Растачивание: | ||
| Черновое | 25-1,6 | 11 -13 |
| Чистовое | 6,3-0,4 | 8-10 |
| Тонкое | 3,2-1,6 | 5-7 |
| Шлифование: | ||
| Предварительное | 6,3 - 0,4 | 8, 9 |
| Чистовое | 3,2-0,2 | 6, 7 |
| Тонкое | 1,6-0,1 | |
| Притирка | 1,6-0,1 | 4, 5 |
| Раскатывание | 6,3-0,1 | 5-10 |
| При обработке плоских поверхностей | ||
| Фрезерование и строгание: | ||
| Черновое | Rz 40 - 80 | 9-12 |
| Чистовое | 6,3 - 1,6 | 8-11 |
| Тонкое | 1,6-0,8 | 7-9 |
| Торцевое точение: | ||
| Черновое | Rz 160-80 | 11,12 |
| Чистовое | Rz 40; 6,3; 3,2 | 9- 11 |
| Тонкое | 3,2-0,8 | 8-10 |
| Шлифование | ||
| Предварительное | 3,2 | 8-10 |
| Чистовое | 1,6-0,8 | 7- 10 |
| Тонкое | 0,8-0,2 | 6-8 |
| Протягивание | 6,3 – 1,6 | 8-10 |
| Притирка | 6,3 - 1,6 |
3 Базирование заготовок
Для заданных вариантов обозначений опор, зажимов и установочных устройств (таблица 3.1) необходимо:
1. Изобразить схему установки заготовки с указанием опор, зажимов и установочных устройств.
2. Описать наименование опор, зажимов и установочных устройств и форму их рабочих поверхностей.
3. Описать способ установки заготовки, соответствующий варианту задания.
4. Выбрать станочное оборудование для использования при данной схеме установки заготовки.
5. Определить, какие поверхности можно обработать при данной схеме установки заготовки.
Пример выполнения
1.

 2.
2.
выписывается наименование установочного устройства из справочника, учебника или стандарта.
выписывается аналогично предыдущему обозначению.
описывается наименование зажима и применение рабочей среды:
пневматическая, электрическая и т.д.
3. По изображению схемы установки находится в справочнике, учебнике или стандарте описание заданного способа установки.
4. Можно использовать следующее станочное оборудование: токарно-винторезный станок 16К20, токарно-револьверный станок 11Ф40, токарный многорезцовый полуавтомат 1716Ц.
5. Обрабатываем поверхность 1 до расположения кулачков патрона и поверхность 2, пока режущему инструменту не будет мешать установленный вращающийся центр.
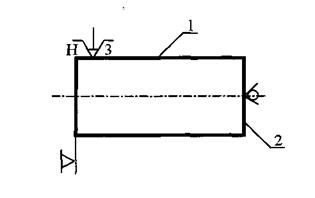
Таблица 3.1 – Варианты заданий
| Вариант | Обозначения | Примеры нанесения обозначений | |
| установочных устройств | формы рабочих опор и зажимов поверхностей | ||
| 3 4 | |||
| 
| 
| |
| 
| 
|
Не нашли, что искали? Воспользуйтесь поиском: