ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Определение припусков и операционных размеров для механической обработки заготовок
Определить операционные размеры вала (рисунки 4.1, 4.2, 4.3, таблицы 4.1, 4.2, 4.3) из горячекатаной стали обычной точности по ГОСТ 2590-88 в следующей последовательности:
1. Изобразить эскиз детали с указанными в задании номинальными размерами, допусками и шероховатостью поверхностей.
2. Определить последовательность методов обработки для достижения заданной точности размеров и шероховатости поверхностей.
3. Определить припуски, номинальные размеры и допуски под шлифование.
4. Определить припуски, номинальные размеры и допуски под чистовое обтачивание.
5. Определить номинальные размеры и предельные отклонения заготовки.
Задания

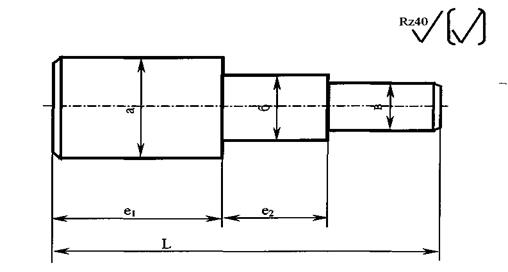
Заготовка - прокат точности «В» ГОСТ 2590-88
Рисунок 4.1 – Эскиз детали
Таблица 4.1 – Варианты заданий
| Вариант | Обрабатываемые поверхности | |||||||||
| а | б | в | L | e1 | e2 | |||||
| Размеры, шероховатость Ra каждой поверхности | ||||||||||
| 38k6 2,5 | 52r6 3,2 | 30h6 2,5 | ||||||||
| 34h6 0,8 | 54s6 1,8 | 40f7 4,5 | ||||||||
| 45f7 4,2 | 62n7 4,2 | 35k6 2,8 | ||||||||
| 55k6 2,5 | 74r6 3,2 | 42h6 0,8 | ||||||||
| 62h6 0,8 | 83s6 1,6 | 54f7 2,5 | ||||||||
| 74f7 4,2 | 96n7 4,2 | 62k6 2,8 | ||||||||
| 80k6 2,5 | 102r6 3,2 | 70h6 0,8 | ||||||||
| 35k6 2,8 | 62n7 4,2 | 45f7 4,2 | ||||||||
| 42h6 1,2 | 76r6 3,2 | 56k6 2,5 | ||||||||
| 54f7 2,5 | 84s6 1,6 | 66h6 0,8 | ||||||||
Заготовка - прокат точности «В» ГОСТ 2590-88
Рисунок 4.2 – Эскиз детали
Таблица 4.2 – Варианты заданий
| Вариант | Обрабатываемые поверхности | ||||||||||
| а | б | в | L | e1 | e2 | ||||||
| Размеры, шероховатость Ra каждой поверхности | |||||||||||
| 96n7 4,2 | 74f7 4,2 | 62k6 2,8 | |||||||||
| 102гб 3,2 | 80k6 2,5 | 70h6 0,8 | |||||||||
| 62n7 4,0 | 45f7 4,2 | 35k6 2,8 | |||||||||
| 76r6 3,2 | 56k6 2,5 | 42h6 1,2 | |||||||||
| 84s6 1,6 | 63h6 0,8 | 54f7 2,5 | |||||||||
| 52r6 3,2 | 38k6 2,5 | 28h6 2,5 | |||||||||
| 62n7 4,2 | 45f7 4,2 | 35k6 2,8 | |||||||||
| 54s6 1,8 | 40f7 4,5 | 32h6 0,8 | |||||||||
| 74r6 3,2 | 55k6 2,5 | 44h6 0,8 | |||||||||
| 83s6 1,6 | 62h6 0,8 | 54f7 2,5 | |||||||||

Заготовка - прокат точности «В» ГОСТ 2590-88
Рисунок 4.3 – Эскиз детали
Таблица 4.3 – Варианты заданий
| Вариант | Обрабатываемые поверхности | ||||||
| a | в | L | e1 | e2 e3 | |||
| Размеры, шероховатость Ra каждой поверхности | |||||||
| 62h6 0,8 | 83s6 1,6 | 54f7 2,5 | |||||
| 74f7 4,2 | 96n7 4,2 | 62k6 2,8 | |||||
| 80k6 2,5 | 102r6 3,2 | 70h6 0,8 | |||||
| 35k6 2,8 | 62n7 4,2 | 45f7 4,2 | |||||
| 42h6 1,2 | 76r6 3,2 | 56k6 2,5 | |||||
| 54f7 2,5 | 84s6 1,6 | 68h6 0,8 | |||||
| 34h6 0,8 | 54s6 1,8 | 40f7 4,5 | |||||
| 45f7 4,2 | 62n7 4,2 | 35k6 2,8 | |||||
| 55k6 2,5 | 74r6 3,2 | 42h6 0,8 | |||||
| 70k6 2,5 | 85h7 4,2 | 60k6 2,5 |
Пример выполнения
1. Эскиз детали

2. Для достижения заданной точности размеров и шероховатости поверхности обработку ведем в следующей последовательности (таблица 2.4):
Размер 70k6 с Ra2,5 - обтачивание черновое, обтачивание чистовое, шлифование чистовое.
Размер 85р7 с Ra4,2 - обтачивание черновое, обтачивание чистовое, шлифование чистовое.
Размер 65 с шероховатостью по данному чертежу не обрабатывается.
Размер 60k6 с Ra2,5 - обтачивание черновое, обтачивание чистовое, шлифование чистовое.
3. Номинальные размеры и допуски под шлифование (после чистового обтачивания) определяют в следующей последовательности.
3.1 Расчетные длины шлифуемых шеек принимают согласно примечанию 4 таблицы 4.4.
Для размера 70k6 - 160 мм; для 85h7 - 450 мм; для 60к6 - 260 мм.
3.2 По таблице 4.4 в зависимости от допуска, диаметра и длины детали находим припуск, равный 0,6 мм для диаметров 60k6, 70k6, 85h7 с допуском h11. Тогда диаметры шеек будут соответственно:
(70+ 0,6) h11= 70,6 h11;
(85+ 0,6) h11 = 85,6 h11;
(60+ 0,6) h11 = 60,6 h11;
Таблица 4.4 - Припуски на круглое шлифование наружных цилиндрических поверхностей незакаленных сталей
| Диаметр детали D | Припуск 2 а на диаметр при расчетной длине L | Предельное отклонение диаметра под опера-цию по h11 | |||||||||
| До 100 | 101-250 | 251-500 | 501-800 | 801-1200 | 1201-2000 | 2001-3000 | 3001-4500 | 4501-6000 | 6001-8000 | ||
| При допуске на диаметр k6, h6 | |||||||||||
| До 30 | 0,5 | 0,5 | 0,6 | - | - | - | - | - | - | - | -0,14 |
| Св.30 до 50 | 0,5 | 0,5 | 0,6 | 0,7 | 0,8 | - | - | - | - | - | -0,17 |
| Св.50 до 80 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | - | - | - | - | -0,20 |
Продолжение таблицы 4.4
| Св.80 до 120 | - | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | - | - | - | - | -0,23 |
| Св.120 до 180 | - | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | 1,0 | - | - | - | -0,26 |
| Св.180 до 260 | - | - | 0,8 | 0,8 | 0,9 | 1,0 | 1,1 | - | - | - | -0,30 |
| Св.260 до 360 | - | - | - | 0,9 | 1,0 | 1,0 | 1,1 | 1Д | - | - | -0,34 |
| Св.360 до 500 | - | - | - | 0,9 | 1,0 | 1,0 | 1,1 | 1,1 | 1,2 | - | -0,38 |
| Св.500 до 800 | - | - | - | 1,0 | 1,0 | 1,1 | 1,2 | 1,2 | 1,3 | 1,4 | -0,45 |
| При допуске на диаметр r6, s6 | |||||||||||
| До 30 | 0,5 | 0,6 | 0,6 | - | - | - | - | - | - | - | -0,14 |
| Св. 30 до 50 | 0,5 | 0,6 | 0,7 | 0,7 | 0,8 | - | - | - | - | - | -0,17- |
| Св. 50 до 80 | 0,5 | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | - | - | - | - | -0,20 |
| Св. 80 до 120 | - | 0,7 | 0,7 | 0.8 | 0,9 | 1,0 | - | - | - | - | -0,23 |
| Св. 120 до 180 | ~ | 0,7 | 0,8 | 0,8 | 0,9 | 1,0 | 1,1 | - | - | - | -0,26 |
| Св. 180 до 260 | - | - | 1,0 | 1,0 | 1,0 | 1,1 | 1,2 | - | - | - | -0,30 |
| Св. 260 до 360 | - | - | - | 1,1 | 1,1 | 1,2 | 1,3 | 1,3 | 1,3 | - | -0,34 |
| Св. 360 до 500 | ~ | - | - | 1,2 | 1,2 | 1,3 | 1,3 | 1,4 | 1,5 | - | -0,38 |
| Св. 500 до 800 | - | - | - | 1,4 | 1,4 | 1,5 | 1,6 | 1,6 | 1,7 | 1,8 | -0,45 |
| При допуске на диаметр n7, f7 | |||||||||||
| До 30 | 0,5 | 0,6 | 0,6 | - | - | - | - | - | - | - | -0,14 |
| Св.30 до 50 | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | - | - | - | - | - | -0,17 |
| Св.50 до 80 | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | 1,0 | - | - | - | - | -0,20 |
| Св.80 до 120 | - | 0,7 | 0,8 | 0,9 | 0,9 | 1,0 | - | - | - | - | -0,23 |
| Св.120 до 180 | - | 0,8 | 0,9 | 0,9 | 1,0 | 1,1 | 1,2 | - | - | - | -0,26 |
| Св.180 до 260 | - | - | 1,1 | 1,1 | 1,1 | 1,2 | 1,3 | - | - | - | -0,30 |
| Св.260 до 360 | - | - | - | 1,2 | 1,3 | 1,3 | 1,4 | 1,4 | 1,5 | - | -0,34 |
| Св.360 до 500 | - | - | - | 1,4 | 1,5 | 1,5 | 1,5 | 1,6 | 1,6 | 1,7 | -0,38 |
Продолжение таблицы 4.4
| Св.500 до 800 | - | - | - | 1,9 | 1,9 | 1,9 | 2,0 | 2,1 | 2,1 | 2,2 | -0,45 |
| При допуске на диаметр h7, h8, h9, f7 | |||||||||||
| До 30 | 0,4 | 0,5 | 0,5 | - | - | - | - | - | - | - | -0,14 |
| Св. 30 до 50 | 0,5 | 0,5 | 0,5 | 0,6 | - | - | - | - | - | - | -0,17 |
| Св. 50 до 80 | 0,5 | 0,5 | 0,6 | 0,6 | 0,7 | - | - | - | - | - | -0,20 |
| Св. 80 до 120 | - | 0,5 | 0,6 | 0,7 | 0,7 | 0,8 | - | - | - | - | -0,23 |
| Св. 120 до 180 | - | 0,6 | 0,6 | 0,7 | 0,7 | 0,8 | 0,9 | - | - | - | -0,26 |
| Св. 180 до 260 | - | - | 0,7 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | - | - | -0,30 |
| Св. 260 до 360 | - | - | - | 0,8 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | - | -0,34 |
| Св. 360 до 500 | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,3 | -0,38 |
| Св. 500 до 800 | - | - | - | - | - | 1,0 | 1,1 | 1,2 | 1,3 | 1,4 | -0,45 |
Примечания:
1. Припуски действительны для закаленных деталей в тех случаях, когда после закалки деталь проходит обработку под шлифование на токарных станках; при отсутствии обработки припуски на шлифование закаленных деталей определяют путем умножения табличных данных на коэффициент k=l,2.
2. Припуски на шлифование валов с допусками, не указанными в стандарте, следует назначать исходя из соразмерных (наиболее близких) значений посадок.
3. Шероховатость поверхности под шлифование Rz= 40... 20 мкм.
4. За расчетную длину приняты: а) при шлифовании гладких валов - общая длина деталей; б) при шлифовании ступенчатых валов для крайних участков - удвоенная длина от конца шлифуемой ступени до торца вала, для средних участков - общая длина детали.
4. Номинальные размеры и допуски под чистовое обтачивание (после чернового обтачивания) определяют в следующей последовательности.
По таблице 4.5 в графе «Чистовое точение» при диаметрах св.50 до 80 мм и св.80 до 120 мм и длине детали св.261 до 500 мм находим припуски, равные 1,7 мм для Æ85h7, 1,6 мм для Æ70k6 и Æ60k6 и допуск по h12.
Тогда диаметры шеек вала будут соответственно:
(70,6+1,6) h12 = 72,2 h12;
(85,6+ 1,7) h12 = 87,3 h12;
(60,6+1,6) h12 = 62,2 h12.
5. Номинальный размер заготовки определяем по наибольшему диаметру ступени. По таблице 4.5 в графе «Черновое точение» на диаметр 87,3 мм и длину обрабатываемой детали 450 мм, находим припуск, равный 5,00 мм, а предельные отклонения по ГОСТ 2590-88 при точности «В».
Тогда диаметр заготовки вала 87,3 + 5,0 =  мм
мм
По ГОСТ 2590-88 «Прокат стальной горячекатаный круглый» принимаем
диаметр заготовки, равный  мм.
мм.
Таблица 4.5 - Припуски на точение
| Диаметр детали D | Припуск 2 а на диаметр при расчетной длине L | Предельн. отклонение диаметра под опера-цию по h12 | |||||||||||
| До | 121- | 261- | 501- | 801- | 1251- | 2001- | 3151- | 4001- | 6001- | ||||
| Точение | При допуске на диаметр d11 | ||||||||||||
| Св. 18 до 30 | Черновое | 2,4 | 2,8 | 3,2 | 3,6 | 4,0 | - | - | - | - | - | -0,28 | |
| чистовое | 1,1 | 1,3 | 1,4 | 1,5 | 1,7 | ||||||||
| Св.30 до 50 | Черновое | 2,8 | 3,2 | 3,5 | 4,0 | 4,5 | 5,0 | - | - | - | - | -0,34 | |
| Чистовое | 1,2 | 1,4 | 1,5 | 1,6 | 1,8 | 2,2 | |||||||
| Св.50 до 80 | Черновое | 3,5 | 4,0 | 4,5' | 5,0 | 5,5 | 6,0 | 7,0 | - | - | - | -0,40 | |
| Чистовое | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 2,4 | 2,8 | ||||||
| Св.80 до 120 | Черновое | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 7,0 | 8,5 | 10,0 | - | - | -0,46 | |
| Чистовое | 1,5 | 1,6 | 1,7 | 1,9 | 2,1 | 2,5 | 2,5 | ||||||
| Св. 120 до 180 | Черновое | 5,6 | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 10,5 | 12,0 | 13,0 | - | -0,53 | |
| Чистовое | 1,7 | 1,8 | 1,9 | 2,0 | 2,2 | 2,6 | 3,0 | 3,5 | 4,0 | ||||
| Св. 180 до 200 | Черновое | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 10,0 | 12,0 | 13,0 | 14,0 | 15,0 | -0,6 | |
| чистовое | 1,8 | 1,9 | 2,0 | 2,2 | 2,4 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | |||
Примечания:
1. Припуски даны при условии правки проката до кривизны не более 1 мм на 1 м длины.
2. Предельное отклонение на диаметр и шероховатость поверхности приняты: под черновое точение по соответствующим стандартам на сортовой прокат; под чистовое точение h12 и Rz = 40... 20 мкм.
3. Предельные отклонения даны для тех случаев, когда операция не является окончательной, то предельные отклонения размеров принимают по чертежу детали.
Список литературы
1. Справочник технолога-машиностроителя. В 2-х т. Т.1/ Под ред. А.М. Дальского, А.Г. Косиловой, Р. К. Мещерякова, А.Г. Суслова. - М.: Машиностроение, 2001.- 912 с.
2. Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.М. Дальского, А.Г. Косиловой, Р. К. Мещерякова, А.Г.Суслова.- М.: Машиностроение, 2001.- 944 с.
3. Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность обработки, заготовки и припуски в машиностроении: Справочник технолога. - М.:Машиностроение, 1976.- 286 с.
4. Зуев А.А. Технология машиностроения. – М.: Изд-во «Лань», 2003. - 496с.
5. Горошкин А. К. Приспособления для металлорежущих станков: Справочник.- М.: Машиностроение, 1979. - 301 с.
6. Колесов И.М. Основы технологии машиностроения.- М.:Высш.шк., 2001.- 591 с.
6. Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ: Серийное производство.-М.: Машиностроение, 1977. - 165 с.
7. Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного для
технического нормирования станочных работ в единичном и
мелкосерийном производстве.- М.: Машиностроение, 1977. - 160 с.
8. Режимы резания металлов: Справочник / Под ред. Ю.В. Барановского.- М.: Машиностроение, 1972. -407 с.
9. ГОСТ 25347-82. Поля допусков и рекомендуемые посадки.
10. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения/ А.И.Якушев, Л.Н.Воронцов, Н.М.Федотов.- М.: Машиностроение, 1986.-359с.
11. ГОСТ 2590-88. Прокат стальной горячекатаный круглый. Сортамент.
12. ГОСТ 3.1107-81 Опоры, зажимы и установочные устройства.
Не нашли, что искали? Воспользуйтесь поиском: