ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Химико-термическая обработка стали
Свойства поверхностных слоев определяют долговечность и надежность многих деталей машин и инструмента. На поверхности возникают максимальные напряжения от нагрузок, зарождаются трещины, происходят коррозионные процессы. При трении поверхностные слои изнашиваются, при нагреве окисляются. Для многих деталей совсем не обязательно иметь одинаковые свойства по всему сечению, достаточно придать соответствующие свойства поверхностным слоям и тем обеспечить нужный срок службы детали в целом.
Одним из наиболее эффективных способов поверхностного упрочнения является химико-термическая обработка (ХТО), суть которой состоит в сочетании термического и химического воздействия с целью изменения химического состава, структуры и свойств поверхности детали. Она осуществляется при определенной температуре в активной насыщающей среде в результате диффузионных процессов. Поверхностные слои деталей можно насыщать как неметаллами (углеродом, азотом, бором и др.), так и металлами (хромом, алюминием, цинком и др.).
Химико-термическая обработка состоит из трех стадий:
1) реакции, которые происходят во внешней среде и приводят к выделению диффундирующего элемента в атомарном состоянии;
2) контактирование атомов диффундирующего элемента с поверхностью стального изделия и проникновение их в решетку железа (адсорбция);
3) диффузия насыщающего элемента в глубину металла.
ХТО может повысить твердость, износостойкость, усталостную прочность, придать поверхностным слоям коррозионную, кавитационную стойкость, жаростойкость, создать на поверхности благоприятные напряжения сжатия, что увеличивает долговечность и надежность машины в целом.
Сущностью ХТО является поверхностное насыщение изделий из солей, паст и суспензий (шликерный способ) и газов, содержащих диффундирующий элемент.
Одним из главных недостатков процессов ХТО является их длительность. Это связано с тем, что при ХТО происходят диффузионные процессы в твердом металле, скорость диффузии большинства элементов в стали и других сплавах невелика.
Распределение диффундирующего (насыщающего) элемента по глубине диффузионной зоны схематично изображено на рис. 1.

Рис. 1. Распределение насыщающего элемента в диффузионной зоне
Х – расстояние от поверхности; С0 – исходная концентрация насыщающего элемента в стали; СН – концентрация насыщающего элемента
Основной величиной, определяющей скорость диффузии, является коэффициент диффузии D (см2/сек.), под которым понимают количество вещества, диффундирующего через единицу площади (1 см2) в единицу времени (1 сек.) при перепаде концентрации, равной единице:
 , (1)
, (1)
где D0 – предэкспоненциальный множитель, величина которого определяется типом кристаллической решетки металла растворителя; Q – энергия активации диффузии; R – газовая постоянная.
Толщина диффузионного слоя х в зависимости от продолжительности процесса τ при данной температуре определяется параболической зависимостью:
 . (2)
. (2)
Чем выше значение D, тем больше толщина диффузионного слоя.
В промышленности наибольшее применение нашли процессы цементации, азотирования и нитроцементации. Несколько меньше используются процессы хромирования, борирования, алитирования, силицирования, а также нанесение на поверхность тонких слоев различных карбидов, нитридов и других тугоплавких соединений.
Цементация стали
Цементацией называется процесс насыщения поверхностного слоя стали углеродом. Различают два основных вида цементации: твердыми углеродосодержащими смесями (карбюризаторами) и газовую. Основной целью цементации является получение твердой и износостойкой поверхности, что достигается обогащением поверхностного слоя углеродом до концентрации 0,8-1,0 % и последующей закалкой, что одновременно повышает предел выносливости. Цементацию проводят при температурах выше точки Ас3 (900-950 °С).
Для цементации обычно используют низкоуглеродистые (0,1-0,2 %С), чаще легированные стали. Для цементации крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,2-0,3 %). Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки.
В цементации твердым карбюризатором насыщающей средой является твердый карбюризатор, чаще активированный древесный уголь, а также каменноугольный полукокс и торфяной кокс. Для ускорения этого процесса к карбюризатору добавляют активаторы: углекислый барий (BaCO3) и кальцинированную соду (NaCO3) в количестве 10-40 % от веса угля.
Уголь при температуре цементации и недостатке кислорода образует окись углерода СО, которая при высоких температурах неустойчива и при контакте с железной поверхностью разлагается по реакции:
2СО → СО2 + Сат
с образованием атомарного углерода, который поглощается поверхностью. Добавление углекислых солей ускоряет процесс, вследствие дополнительного образования углекислого газа при разложении солей и реакции с углем:
ВаСО3 → ВаО + СО2;
СО2 + С → 2СО.
Образовавшееся СО также разлагается с выделением атомарного углерода (Сат).
Изделия, подлежащие цементации, после предварительной очистки укладывают в стальные (реже чугунные) ящики, на дно которых насыпают и утрамбовывают слой карбюризатора толщиной 20…30 мм. На этот слой укладывают первый ряд деталей, выдерживая расстояния между деталями и до боковых стенок ящика 10…15 мм. Засыпают и утрамбовывают слой карбюризатора толщиной 10…15 мм, на него укладывают другой ряд деталей и т. д. Последний ряд деталей засыпают слоем карбюризатора толщиной 30…40 мм с тем, чтобы компенсировать возможную его усадку. Ящик накрывают крышкой, кромки которой обмазывают огнеупорной глиной. После этого ящик помещают в печь. Температура цементации составляет 910…930 °С. После цементации ящик охлаждают на воздухе до температуры 400…500 °С и открывают.
Процесс твердой цементации весьма продолжителен и занимает в зависимости от требуемой глубины цементации не один десяток часов. Такая большая продолжительность процесса объясняется главным образом малой скоростью прогрева ящика, наполненного нетеплопроводным карбюризатором.
Газовая цементация
Газовая цементация осуществляется путем выдержки деталей в среде углеродосодержащих газов, таких как метан СН4, пропан С3Н8, окись углерода СО и др. и сводится к двум реакциям:
СН4 → 4Н +Сат;
2СО → СО2 + Сат.
Атомарный углерод, образующийся в результате разложения метана и окиси углерода, адсорбируется поверхностью детали и диффундирует с поверхности в кристаллическую решетку, науглероживая поверхностный слой детали. Преимущество газовой цементации по сравнению с цементацией в твердом карбюризаторе состоит в том, что:
- сокращается время цементации в 2-3 раза, т. к. отпадает необходимость в прогреве ящиков, заполненных карбюризатором, обладающим малой теплопроводностью;
- можно получить одинаковую и заранее заданную концентрацию углерода на поверхности и толщину цементованного слоя;
- процесс газовой цементации легко механизировать и автоматизировать;
- закалку деталей после цементации можно проводить непосредственно с температуры цементации, исключая повторный нагрев детали.
Структура цементованного слоя приведена на рис. 2.
Из рис. 2 видно, что непосредственно у поверхности находится зона заэвтектоидной стали со структурой П+ЦII, причем количество ЦII уменьшается с увеличением расстояния от поверхности. Далее по глубине располагается зона эвтектоидной стали со структурой П, за которой располагается зона доэвтектоидной стали со структурой П+Ф, причем количество феррита возрастает с увеличением расстояния от поверхности. За глубину диффузионного цементованного слоя принимают суммарную толщину заэвтектоидной, эвтектоидной и половину доэвтектоидной зоны (~ до 0,4 %). На практике после закалки границей цементованного слоя считается структура, содержащая 50 % мартенсита и 50 % перлитных структур.
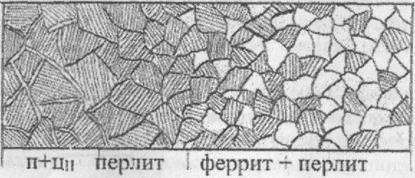
Рис. 2. Структура цементованного слоя
Коэффициент диффузии углерода в аустените можно определить по формуле
 см2/сек*. (3)
см2/сек*. (3)
*Здесь и далее в формулах первое значение энергии активации имеет размерность КДж/г·атом, а в скобках ккал/ г·атом.
Не нашли, что искали? Воспользуйтесь поиском: