ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Обработка фасонных поверхностей по копиру
Копировальную (конусную) линейку применяют и для обработки фасонных поверхностей. Для этого вместо поворотной линейки па плиту приспособления закрепляют копир с фасонным пазом. В этом пазу находится ролик, связанный с тягой суппорта. Как при обработке конусов, гайку поперечного суппорта отсоединяют от винта. При продольной подаче каретки поперечная подача суппорта будет подчинена движению ролика по пазу копира и резец будет воспроизводить на заготовке профиль установленного на линейке копира. Существуют конструкции копировальных устройств с прижимом ролика к открытому копиру пружинами. Контроль фасонных поверхностей осуществляют шаблонами. Контур измерительной поверхности шаблона соответствует контролируемому профилю. Шаблон прикладывают к детали так, чтобы его плоскость совпадала с диаметральной плоскостью детали, и ведут контроль «на просвет».Если фасонная поверхность имеет вогнутый и выпуклый участки то в процессе обработки эти участки контролируют самостоятельными шаблонами Ш1 и Ш2, а общий контроль осуществляют комплексным шаблоном ШЗ. Сами шаблоны контролируют контршаблонами КШ.
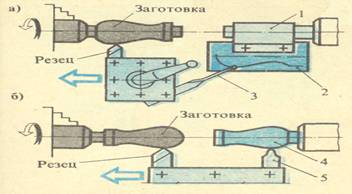
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ СПОСОБОМ СОЧЕТАНИЯ ДВУХ ПОДАЧ:
а — контроль по чертежу, б — контроль по эталонной детали; 1 — держатель планшета, 2 — планшет с чертежом фасонного контура детали, 3 — рейсмас, 4 — эталонная деталь, 5 — щуп
 ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ ПРИ ПОМОЩИ КОПИРОВАЛЬНОЙ ЛИНЕЙКИ:
ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ ПРИ ПОМОЩИ КОПИРОВАЛЬНОЙ ЛИНЕЙКИ:
1 — копир, 2 — ролик, 3 — тяга
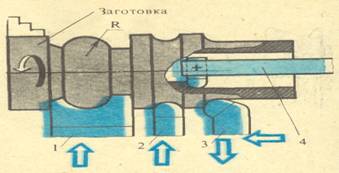
КОНТРОЛЬ ФАСОННОЙ ПОВЕРХНОСТИ ШАБЛОНАМИ:
a - «на просвет», б — поверхности с вогнутыми и выпуклыми участками; шаблоны: Ш1 — для контроля выпуклой поверхности, Ш2 — для контроля вогнутой поверхности, ШЗ — комплексный шаблон, КШ — контршаблон
Обработка фасонных поверхностей фасонными резцами.
Короткие фасонные поверхности длиной до 60 мм в серийном и массовом производстве обрабатывают фасонными резцами. Профиль режущей кромки фасонного резца соответствует профилю обрабатываемой поверхности. Стержневые фасонные резцы. Простейшим фасонным резцом является стержневой с приваренной или напаянной режущей пластинкой. Переточка по задней поверхности, т. е. по всей профильной режущей кроме — сложная и трудоемкая операция, поэтому, как правило, фасонные резцы перетачивают по передней поверхности. После переточки по передней поверхности исходный профиль режущей кромки сохраняется. Стержневой резец допускает только две-три переточки по передней поверхности, так как после каждой переточки, чтобы установить режущую кромку резца по центру заготовки, резец. поднимают выше при помощи подкладок, и он может упереться в «потолок» паза резцедержателя. Малое число допускаемых переточек является недостатком стержневых резцов, их применяют, как правило, в качестве радиусных и гантельных. С целью предупреждения вибраций вылет фасонного резца из резцедержателя не должен превышать высоты державки. Призматические резцы. Шлифованный профиль задней поверхности призматического резца соответствует заданному фасонному профилю детали. Резец крепят в специальной державке хвостовиком, имеющим форму «ласточкин хвост». Для образования заднего угла резец устанавливают под углом к подошве державки. Переточку резца осуществляют шлифованием передней поверхности. Дисковый, или круглый, резец имеет фасонную наружную поверхность, форма которой является зеркальным отображением заданной фасонной поверхности детали. В резце имеется угловой вырез. Пересечением плоскости выреза с наружной фасонной поверхностью образуется фасонная режущая кромка.
Чтобы уменьшить вибрацию заготовок при обработке фасонным резцом способом поперечной подачи, предварительно протачивают поверхность проходным резцом, оставляя небольшой припуск на окончательную обработку фасонным резцом. Фасонный резец подводят к заготовке плавно. Подача обычно ручная (0,02—0, 1 мм/об), причем к концу прохода подачу уменьшают. Для получения малой шероховатости поверхности скорость резания при точении фасонными резцами не должна превышать 30 м/мин. В качестве смазочно-охлаждающей жидкости при фасонной обработке стали применяют эмульсию или сульфофрезол.Обточку галтелей (радиусных переходов) ступенчатых валов обычно совмещают с чистовым проходом по шейке вала радиусным резцом.
Виды, причины и меры предупреждения брака при обработке фасонных поверхностей приведены в таблице.
 СТЕРЖНЕВЫЕ ФАСОННЫЕ РЕЗЦЫ:
СТЕРЖНЕВЫЕ ФАСОННЫЕ РЕЗЦЫ:
1 — сложного профиля. 2 —радиусный канавочный. 3 — наружный галтельный, 4 — внутренний галтельный
Не нашли, что искали? Воспользуйтесь поиском: