ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
МОНТАЖ СЕРДЕЧНИКА КАБЕЛЯ МОДУЛЬНЫМИ СОЕДИНИТЕЛЯМИ СЕРИИ МS2
6.3.1. Монтаж сердечника кабеля 25-парными соединителями серии МS2. В данном разделе изложена технология сращивания жил кабеля 25-парными соединителями с помощью пресс-механизма. 25-парные соединители серии МS2 рекомендуется использовать при сращивании кабелей емкостью 200 и более пар, содержащихся под избыточным давлением. При сращивании жил кабелей с гидрофобным заполнением для защиты мест сращивания следует дополнительно использовать капсулы с гидрофобным заполнением типа МS2 4075-S (см. раздел 7). Кроме указанных случаев, капсула МS2 4075-S может быть рекомендована для применения на кабелях большой емкости, не содержащихся под давлением.
6.3.1.1. Двадцатипятипарные модули серии MS2 предназначены для одновременного сращивания двадцати пяти пар медных или алюминиевых жил телефонного кабеля без предварительного снятия изоляции. Модули позволяют соединять жилы с диаметрами от 0,32 до 0,7 мм с полиэтиленовой или бумажной изоляцией. Тип изоляции и диаметр жил, соединяемых одним модулем, могут быть различными. 6.1.2. Модуль MS2 4000-D предназначен для одновременного, прямого соединения двадцатипяти пар жил. Модуль состоит из трех частей; основания, корпуса и крышки (рис. 6.3.1).

Все три части модуля имеют срезанный угол для правильной установки в сращивающей головке. Конструкция модулей предусматривает возможность обрезки концов соединяемых жил, проведение необходимых измерений и разборку опрессованного модуля.
6.3.1.3 Модуль MS² 4000-G/TR конструктивно аналогичен соединителю 4000-D/TR. На корпус этого соединителя дополнительно с двух сторон нанесен слой эластичного желеобразного геля защищающего контакты от воздействия повышенной влажности, конденсата и воды.
6.3.1.4. Модуль MS2 4008-D предназначен для запараллеливания пар при переключении и ремонте кабелей без перерыва связи и позволяет подключаться непосредственно к жилам кабеля в любом месте, кроме сростка. Также как и модуль 4000-D, этот модуль состоит из трех частей. Отличие состоит в том, что в нижней части корпуса модуля нет ножей, поэтому жилы, заведенные в основание модуля, при опрессовке не обрезаются (рис. 6.3.2).

6.3.1.5. Модуль подключения MS 4005-DPM предназначен для переключения кабелей и позволяет подключаться в муфте к смонтированным модулям серии MS2. Он состоит из трех частей: крышки, корпуса и протектора (рис. 6.3.3). Конструкция модуля MS2 4005-DPM также предусматривает возможность подключения к контактам для проведения необходимых измерений.

6.3.1.7. Сращивание жил кабелей модулями осуществляется с помощью пресс-механизма, состоящего из трех основных элементов: сращивающей головки, опрессовывающего устройства и монтажной разъемной штанги. Сращивающая головка предназначена для удобства в обращении с жилами в процессе их укладки в модуль (рис. 6.3.5).

Опрессовывающее устройство (рис. 6.3.6) предназначено для обжима модулей в процессе сращивания. Процесс опрессовки прекращается автоматически при давлении 20 кН.

Монтажная разъемная штанга предназначена для закрепления элементов пресс-механизма на кабеле и состоит из:
• трех сочленяющих трубок и двух хомутов с ремнями –
монтажная разъемная штанга (рис. 6.3.7);
• поперечного зажима со сменным рычагом (рис. 6.3.8);
• зажима для крепления головок (рис. 6.3.9).


6.3.1.8. В комплект пресс-механизма MS RB4036 входят также вспомогательные инструменты:
• инструмент 4053 снятия крышек и оснований с опрессованных модулей MS2;
• инструмент 4051 впрессовки жил;
• парный пробник 4047 для подключения измерительных приборов;
• универсальный ручной пресс Е-9ВМ опрессовки модулей вручную.
6.3.1.9. Выполнить операции по подготовке кабеля к монтажу в соответствии с п.п.3.1.1-3.1.2 настоящего руководства.
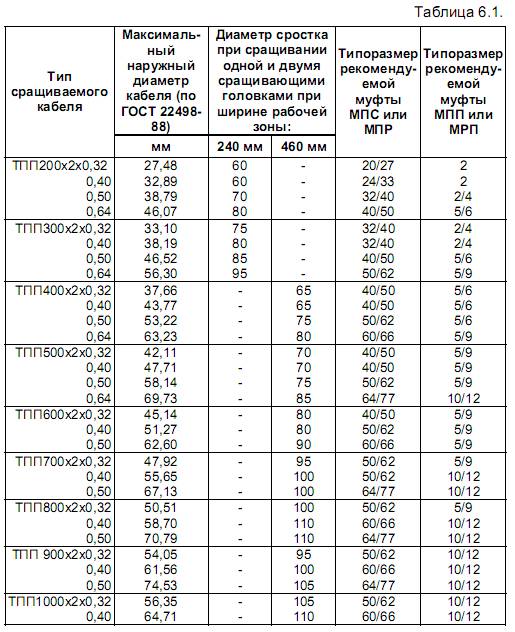
6.3.1.10. Подобрать полиэтиленовую или свинцовую муфту, а также определить размеры разделки концов кабеля. Типы рекомендуемых полиэтиленовых соединительных (МПС, МПП) или разветвительных (МПР, МРП) муфт на кабель марки ТПП для различных емкостей и сечения жил приведены в таблице 6.3.1.

Типы рекомендуемой свинцовой соединительной (МСС) или разветвительной (МСР) муфты на кабель марки ТГ для различных емкостей и сечения жил приведены в таблице 6.3.2.

6.3.1.11. Отметить места срезов оболочки. При этом необходимо учитывать следующее: • кабель емкостью до 300 пар включительно рекомендуется монтировать при помощи одной сращивающей головки. Расстояние между срезами оболочки (рабочая зона) должно быть равным 240 мм (рис. 6.3.10); • кабель емкостью 400 пар и более рекомендуется монтировать при помощи двух сращивающих головок, установленных на одном основании. Длина рабочей зоны должна быть равна 460 мм (рис. 6.3.11);


• минимальная длина концов жил кабеля, подготовленного к сращиванию, должна быть в 1,5 раза больше рабочей зоны, т.е. 360 и 690 мм соответственно для одно- и двухмодульного сращивания.
6.3.1.12. Выполнить операции по подготовке кабелей к монтажу в соответствии с п.п.6.1.5-6.1.12 настоящего руководства.
6.3.1.13. Закрепить монтажную штангу на монтируемых кабелях следующим образом:
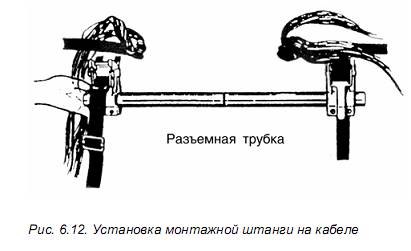
• монтажную разъемную штангу подвести под концы ращиваемых кабелей таким образом, чтобы хомуты, акрепленные на концах штанг, находились на равных асстояниях от срезов оболочек, а скобы хомутов с задней тороны (рис. 6.3.12);
• перекинуть ремни хомутов через кабели и зацепить ряжками за скобы (рис. 6.3.13);

• установить пряжку хомута в верхнее положение и, подтянув ремень, защелкнуть пряжку, фиксируя этим разъемную штангу на монтируемых кабелях (рис. 6.3.14).6.3.1.14. На середину разъемной штанги закрепить поперечный зажим с коротким рычагом (рис. 6.3.15).


6.3.1.15. На рычаг поперечного зажима надеть зажим сращивающей головки. Фиксирующий винт должен быть справа (рис. 6.3.16).
6.3.1.16. В отверстие зажима головки вставить штырь основания с закрепленной на нем одной или двумя сращивающими головками
Затянуть фиксирующий винт (рис. 6.3.17).


6.3.1.17. В сращивающую головку установить фиксирующую пружину, соответствующую диаметру жил и типу изоляции. Замена ее осуществляется ослаблением винта и разворотом пружины в положение, указанное на пленке и грани пружины (рис. 6.3.18)
6.3.1.18. До начала сращивания жил в сращивающую головку поместить адаптер, находящийся в упаковке с модулями (рис. 6.3.19). После использования модулей, находящихся в данной упаковке, следует установить новый адаптер.


6.3.1.19. Пары жил сращиваемого пучка кабеля, приходящего со стороны телефонной станции, завести на основание модуля. Установить корпус модуля на основание. Пары сращиваемого пучка кабеля, уходящего в линию, завести на корпус и накрыть крышкой. В момент опрессовки заведенные в модуль жилы соединяются, а излишки жил обрезаются.
Примечания: 1. В связи с тем, что емкость модулей серии MS2 равна двадцатипяти парам, то в первом модуле укладывают два десятипарных пучка и пять пар из третьего. Концы оставшихся пяти пар этого десятка скручивают и подвязывают на косоплет. Во втором (и всех четных) сначала укладывают пять пар оставшихся после опрессовки первого (нечетных) модуля, затем - два десятипарных пучка.
2. При сращивании пучкового кабеля четверочной скрутки допускается разделения четверки и укладка оставшейся пары в другой (следующий) модуль.
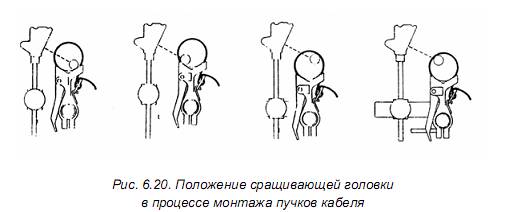
6.3.1.20. Сращивающую головку установить немного выше соединяемого пучка жил, что предотвращает выход жил из направляющих до опрессования модулей. При этом расстояние от сращиваемого пучка жил до разделительной гребенки должно быть равным 100 мм. В процессе работы положение сращивающей головки следует менять, ослабляя винт зажима и перемещая головку в горизонтальной и вертикальной плоскостях (рис. 6.3.20). Проводники должны входить в сращивающую головку под небольшим углом.
6.3.1.21. Установить основание модуля на адаптер в сращивающую головку срезом угла влево и от себя, зафиксировав его в направляющих плоских пружин (рис. 6.3.21).

6.3.1.22. Перед укладкой пары в сращивающую головку жилы раскрутить, а пару завести между зубцами разделителя пар (белая гребенка). Затем разделить зубцом разделителя жил (синяя гребенка), уложить в основание модуля и далее в фиксирующую пружину. При этом жилу "земля" (б) следует заводить справа от зубца, а жилу "сигнал" (а) - слева. Пару необходимо придерживать большим и указательным пальцами направляющей руки ближе к задней части сращивающей головки (рис. 6.3.22). Аналогично уложить на основание модуля все остальные пары.
Примечание: При работе с жилами в бумажной изоляции не допускать скручивания жил в разделителе пар, что может вызвать повреждение изоляции зубцами разделителя жил (рис.6.3.23).


6.3.1.23. Корпус модуля срезанным углом влево и от себя уложить в сращивающую головку на основание, в которое заведены жилы, и зафиксировать боковыми прорезями в направляющих плоских пружин (рис. 6.3.24).
6.1.24. Пары соответствующего пучка кабеля, уходящего в линию, уложить на корпус модуля, как это описано в п.п. 6.3.1.22.
6.3.1.25. Крышку модуля установить на корпус срезом угла влево и от себя и зафиксировать боковыми прорезами в направляющих плоских пружин.


6.3.1.26. При монтаже кабелей емкостью 400 и более пар с помощью двух сращивающих головок укладку жил во второй модуль выполнять в соответствии с пунктами 6.3.1.21.–6.3.1.25. настоящего раздела.
6.3.1.27. Опрессовка модулей осуществляется с помощью ручного гидравлического пресса. Установку гидравлического пресса на сращивающую головку произвести следующим образом:
• наклонить пресс ножками в сторону передней части сращивающей головки;
• штыри на внутренней стороне ножек пресса вставить в пазы на сращивающей головке;
Примечание: Рычаги могут быть направлены в любую сторону.
• перевести пресс в вертикальное положение, до фиксации. Устойчивое положение его регулируется винтами, находящимися в нижней части ножек, при помощи отвертки.
6.3.1.28. Нажатием на рычаг опустить обжимную шину на модуль (рис. 6.3.25).
6.3.1.29. Опрессовать модуль многократным сжатием рукояток насоса до щелчка пресса, указывающего на окончание опрессовки (рис. 6.3.26.)
6.3.1.30. По частям удалить обрезанные излишки жил, поднимая их вверх из фиксирующей пружины сращивающей головки.



6.3.1.31. Нажать на курок сброса давления. При этом обжимная шина поднимается верхнее положение (рис.6.3.27).

6.3.1.32. Толкая головку пресса от себя, снять его со сращивающей головки.
6.3.1.33. Смонтированный и опрессованный модуль вытолкнуть из сращивающей головки большими пальцами рук. Перевязать жилы по краям модуля вощеной ниткой и поместить модуль под сращивающую головку.
6.3.1.34. Согласно пунктам 6.3.1.20-6.3.1.33 срастить оставшиеся жилы.
6.3.1.35. Смонтированные модули выложить равномерно вокруг сердцевины кабеля крышками вверх. Смонтированный пучок жил и сросток модулей перевязать по краям вощеной ниткой или кабельными хомутами. При двухмодульном сращивании сросток жил перевязать сначала в центре между модулями, а затем по краям (рис. 6.3.28).

6.3.1.36. Запасные пары срастить одножильными соединителями UY-2, которые следует расположить справа или слева от сростка на расстоянии 2 - 3 см. При этом необходимо предусмотреть запас длины жилы не менее 150 мм.
6.3.2. Монтаж сердечника кабеля 10-парными соединителями серии MS2В данном разделе изложена технология сращивания жил кабеля 10-парными соединителями с помощью комплекта инструментов МS² 9755-10. 10-парные соединители серии МS² рекомендуется использовать при сращивании кабелей емкостью от 10 до 400 пар, содержащихся под избыточным давлением. При сращивании жил кабелей с гидрофобным заполнением для защиты мест сращивания следует дополнительно использовать капсулы с гидрофобным заполнением типа МS² 9775-S. Кроме указанных случаев, капсула МS² 9775-S может быть рекомендована для применения на кабелях большой емкости, не содержащихся под давлением.
6.3.2.1. Десятипарные модули серии МS² предназначены для одновременного сращивания десяти пар медных или алюминиевых жил телефонного кабеля без предварительного снятия изоляции. Модули позволяют соединять жилы с диаметрами от 0,35 до 0,9 мм с полиэтиленовой или бумажной изоляцией. Тип изоляции и диаметр жил, соединяемых одним модулем, могут быть различными.
6.3.2.2. Модуль МS² 9700-10/TR предназначен для одновременного прямого соединения десяти пар жил. Модуль состоит из трех частей: основания, корпуса и крышки (рис. 6.3.29).

Все три части имеют срезанный угол для правильной установки в сращивающей головке. Конструкция модулей предусматривает возможность обрезки концов соединяемых жил, проведение необходимых измерений и разборку опрессованного модуля.
6.3.2.3. Модуль МS²9700-10G/TR конструктивно аналогичен соединителю 9700-10 D/TR. На корпус этого соединителя дополнительно с двух сторон нанесен слой эластичного желеобразного геля защищающего контакты от воздействия повышенной влажности, конденсата и воды.
6.3.2.4. Модуль МS² 9708-10/TR предназначен для запараллеливания пар при переключении и ремонте кабелей без перерыва связи и позволяет подключаться непосредственно к жилам кабеля в любом

месте, кроме сростка. Также как и модуль МS² 9700-10/TR, этот модуль состоит из трех частей. Отличие состоит в том, что в нижней части корпуса модуля нет ножей, поэтому жилы, заведенные в основание модуля, при опрессовке не обрезаются (рис. 6.3.30).
6.3.2.5. Модуль подключения МS² 9705-10/DPM предназначен для переключения кабелей и позволяет подключаться в муфте к смонтированным модулям серии МS². Он состоит из трех частей: крышки, корпуса и протектора. Конструкция модуля МS² 9705-10/DPM также предусматривает возможность подключения к контактам для проведения необходимых измерений.
6.3.2.6.Сращивание жил кабелей модулями осуществляется с помощью комплекта инструмента в состав которого входят:
• A - -пластмассовый контейнер МS² 9757-10 для хранения всех комплектующих;
• B - ручной гидравлический пресс МS² 9756Н-10 обжима модулей в процессе сращивания;
• C - сращивающая головка МS² 9758-10 для раскладки жил при укладке их в модуль;
• D - крепежная штанга закрепления сращивающей головки;
• E - держатель для закрепления сращивающей головки на кабеле (правый и левый);
• G - проверочная гребенка МS² 9752 раскладки жил по цветам;
• H - держатель задней пружины;
• I - винт крепления головки;
• J - парный пробник МS² 9747 для подключения измерительных приборов
На рис. 6.3.31 показаны все перечисленные комплектующие.
Примечание: В контейнере так же может храниться и дополнительная сращивающая головка.

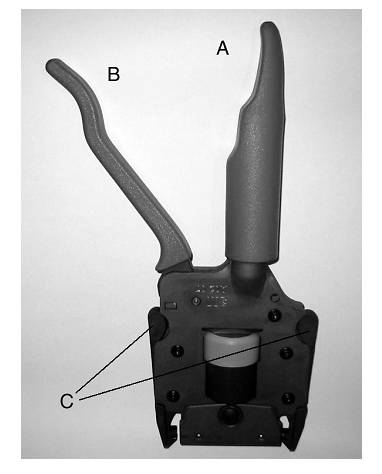
6.3.2.7. Инструмент МS² 9756Н-10 представляет собой компактный ручной механический пресс, предназначенный для работы с десятипарными модулями серии МS² 9700-10. Кроме того, этот инструмент позволяет опрессовывать одновременно два установленных друг на друге модуля МS² 9705-10/DPM.
Инструмент МS² 9756Н-10 (рис. 6.3.32) состоит из:
• А – Неподвижной рукоятки
• В – Рычаг накачки/сброса давления
• С – Фиксаторов

6.3.2.8. Выполнить операции по подготовке кабелей к монтажу в соответствии с п.п.6.1.1- 6.1.2 настоящего руководства.
6.3.2.9. Подобрать полиэтиленовую муфту, а также определить размеры разделки концов кабеля Типы рекомендуемых полиэтиленовых соединительных (МПС) или разветвительных (МПР) муфт на кабель марки ТПП для различных емкостей и сечений жил приведены в таблице 6.3.3.

6.3.2.10. Кабели емкостью 10 пар сращиваются одним модулем. Расстояние между обрезами оболочек должно быть равным 130 мм. При монтаже кабелей емкостью от 10 до 100 пар формируются две группы модулей. При этом расстояние между обрезами оболочек должно быть равным 240 мм. При монтаже кабелей 200х2х0,4 (0,5) и 300х2х0,4 формируются три группы модулей. Расстояние между обрезами оболочек должно быть равным 350 мм. При монтаже кабелей 300х2х0,5 и 400х2х0,4 (0,5) формируются четыре группы модулей. Расстояние между обрезами оболочек должно быть равным 460 мм.
Примечание: При монтаже кабелей емкостью от 200 пар в 3 и 4 группы для закрепления сращивающих головок на кабель следует использовать монтажную разъемную штангу из комплекта МS² 9755 (рис.6.7 настоящего раздела).
6.3.2.11. Длина проводников, освобожденных от оболочки, должна быть как минимум в 1,5 раза больше величины рабочей зоны.
6.3.2.12. Закрепить левый и правый держатели на сращивающей головке с помощью винтов (рис. 6.3.33).

63.2.13. Держатели можно закрепить на одной или нескольких сращивающих головках (рис. 6.3.34)
Примечание: Крепежная штанга может быть подсоединена к одной или нескольким сращивающим головкам только в том случае, если при сращивании для фиксации пресс-механизма на кабелях используется монтажная рама 25-парного пресса (рис. 6.3.35)


6.3.2.14. Зафиксировать держатели со сращивающими головками на кабелях, для чего обмотать резиновые ремни вокруг кабелей и застегнуть концы ремней на металлические пуговицы держателей (рис. 6.3.36).

63.2.15. Уложить основание модуля МS² 9700-10/TR в сращивающую головку срезанным углом влево, вверх в соответствии с его контуром на сращивающей головке (рис.6 3.37).

6.3.2.16. Аккуратно протянуть проводники через направляющие. При монтаже кабелей с большими диаметрами жил фиксирующую пружину необходимо сдвигать влево. (рис. 6.3.38).
6.3.2.17. При монтаже кабелей с небольшими диаметрами жил укладку следует начинать между первых витков фиксирующей пружины (рис. 6.3.39)


6.3.2.18. Продолжить укладку жил в соответствии с п.п.6.3.1.22-
6.3.1.25 настоящего раздела.
6.3.2.19. Установить ручной пресс на сращивающую головку так, чтобы зубцы фиксаторов головки находились в максимально нижнем положении. Убедиться в том, что пресс установлен вертикально, а обжимная шина опускается параллельно крышке модуля (рис.6.3.40).

6.3.2.20. В начале процесса опрессовки для нагнетения давления следует использовать нижнее положение рук на рукоятках, а в конце процесса рукоятки необходимо сжимать в верхнем положении (рис.6.3.41).

6.3.2.21. Модуль следует опрессовывать до тех пор, пока давление не сбросится с характерным звуковым сигналом. После этого удалить излишки проводников из фиксирующей пружины.
6.3.2.22. Для снятия ручного пресса раздвинуть рукоятки в стороны. Этого достаточно, чтобы обжимная шина отошла от опрессованного модуля (рис.6.3.42).

6.3.2.23. Сжать фиксаторы и поднять пресс вверх.
6.3.2.24. Вынуть модуль из сращивающей головки и повторить процесс описанный в п.п. 6.3.2.15 -6.3.2. 23 с оставшимися жилами кабеля.
Не нашли, что искали? Воспользуйтесь поиском: